Você também pode gostar
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209No EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Ainda não há avaliações
- El Perfilado Es Un Proceso de Fabricación Por Deformación Plástica Que Se Aplica A Chapa MetálicaDocumento8 páginasEl Perfilado Es Un Proceso de Fabricación Por Deformación Plástica Que Se Aplica A Chapa MetálicaFreddy Mamani AtayupanquiAinda não há avaliações
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209No EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Ainda não há avaliações
- Asignación II ProcesoDocumento9 páginasAsignación II ProcesoCarlos GerdezAinda não há avaliações
- Perfiladora y CepilladoraDocumento8 páginasPerfiladora y Cepilladoramaria jose moretty MendozaAinda não há avaliações
- PERFILADODocumento3 páginasPERFILADOcarlosAinda não há avaliações
- Silva Paul Resumen FresadoDocumento8 páginasSilva Paul Resumen Fresadopaul edvaldo silva ayalaAinda não há avaliações
- Cuestionario de TornoDocumento24 páginasCuestionario de TornoManuel Cervantes100% (2)
- Tornos y Fresadoras Procesos ManufacturasDocumento16 páginasTornos y Fresadoras Procesos ManufacturasjimmyAinda não há avaliações
- Maquinas HerramientasDocumento25 páginasMaquinas HerramientasJulio Anthony Misari RosalesAinda não há avaliações
- Concepto de Proceso de FabricaciónDocumento6 páginasConcepto de Proceso de FabricaciónJesus Sanabria80% (5)
- Guía 07 Fresado y Torneado ConvencionalDocumento9 páginasGuía 07 Fresado y Torneado ConvencionalJuan Carlos GomezAinda não há avaliações
- SoftwareDocumento4 páginasSoftwareDanielaAinda não há avaliações
- Informe - Lab - Torneado - FresadoDocumento12 páginasInforme - Lab - Torneado - FresadoValeria Castillo JerezAinda não há avaliações
- Informe II - Herramientas de Corte, Potencia de Corte y Tiempo de VidaDocumento14 páginasInforme II - Herramientas de Corte, Potencia de Corte y Tiempo de VidaPIERO ALDO SIMBRON SANCHEZAinda não há avaliações
- Tipos de Cilindrado y RefrentadoDocumento5 páginasTipos de Cilindrado y RefrentadoMaJo Archila100% (3)
- Desarrollo y Manufactura de Un Herramental para CorteDocumento64 páginasDesarrollo y Manufactura de Un Herramental para CorteArmando SánchezAinda não há avaliações
- Matriceria Cuestionario ML PDFDocumento10 páginasMatriceria Cuestionario ML PDFLuis PilcoAinda não há avaliações
- Maquinas Herramienta de Movimiento de Corte LinealDocumento19 páginasMaquinas Herramienta de Movimiento de Corte LinealLuisAinda não há avaliações
- Clasificacion Tipos y Procesos de MantenimientoDocumento16 páginasClasificacion Tipos y Procesos de MantenimientoJ Manuel Berrelleza100% (1)
- FresadoraDocumento31 páginasFresadoraJudith Velasquez ChavezAinda não há avaliações
- Torno ProyectoDocumento10 páginasTorno ProyectoLeslie BradyAinda não há avaliações
- Informe - TorneadoDocumento8 páginasInforme - TorneadoAlex AndrangoAinda não há avaliações
- Dispositivos de SujecionDocumento16 páginasDispositivos de SujecionAdrian Morales AraujoAinda não há avaliações
- Unidad 2 Torneado Julio Lopez. 30377479 T3 F2 Seccion 2Documento13 páginasUnidad 2 Torneado Julio Lopez. 30377479 T3 F2 Seccion 2julio cesar lopez dianesAinda não há avaliações
- Tecnología de Las Máquinas HerramientasDocumento44 páginasTecnología de Las Máquinas HerramientasSteven100% (1)
- Informe Del Proceso de FresadoDocumento10 páginasInforme Del Proceso de Fresadokeily montesAinda não há avaliações
- EXAMEN FINAL 2020-2. Proces Manufactura 2020 - 2 - EnvDocumento6 páginasEXAMEN FINAL 2020-2. Proces Manufactura 2020 - 2 - EnvCesar Imba AAinda não há avaliações
- Ensayo TORNODocumento15 páginasEnsayo TORNOCecilia Gutiérrez100% (2)
- Articulo Proceso de FresadoDocumento7 páginasArticulo Proceso de Fresadojhonsuarez100% (2)
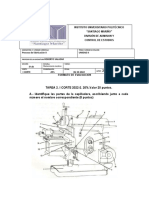
- Tarea 2. 20%. I Corte.Documento8 páginasTarea 2. 20%. I Corte.Alejandra FajardoAinda não há avaliações
- Tarea 2. 20%. I Corte.Documento8 páginasTarea 2. 20%. I Corte.Alejandra FajardoAinda não há avaliações
- Informe de FresadoraDocumento11 páginasInforme de FresadoraValeria FajardoAinda não há avaliações
- Laboratorio Trazado MecánicoDocumento26 páginasLaboratorio Trazado MecánicoYESICA VASQUEZ BOLIVARAinda não há avaliações
- Procesos Que Provocan Desprendimiento de VirutaDocumento23 páginasProcesos Que Provocan Desprendimiento de VirutaJoseiito Jesus DAinda não há avaliações
- Avances Tecnológicos en El Diseño de Líneas de Perfilado de Chapa (1 Parte)Documento10 páginasAvances Tecnológicos en El Diseño de Líneas de Perfilado de Chapa (1 Parte)El partner tecnológico para la industria del perfiladoAinda não há avaliações
- Practica 4 Rolado ManualDocumento5 páginasPractica 4 Rolado ManualDayana Velasquez100% (2)
- Fundición y MoldeadoDocumento3 páginasFundición y MoldeadoLiz Lopez0% (1)
- Lectura 6 Procesos de MaquinadoDocumento14 páginasLectura 6 Procesos de Maquinadoビル・スミルノフAinda não há avaliações
- Procesos IndustrialesDocumento5 páginasProcesos IndustrialesDaniela RodriguezAinda não há avaliações
- Apunte Proc. Ind Tema 3 Limado 2011Documento7 páginasApunte Proc. Ind Tema 3 Limado 2011Lara TheilerAinda não há avaliações
- Tipos de Torno y FresadoraDocumento25 páginasTipos de Torno y FresadoraNino Rojas ValverdeAinda não há avaliações
- FRESADODocumento15 páginasFRESADObrenda tapiaAinda não há avaliações
- Maquinas HerramientasDocumento9 páginasMaquinas HerramientasManuel Eduardo Loor DelgadoAinda não há avaliações
- Trabajo Final Maquinas y HerramientasDocumento5 páginasTrabajo Final Maquinas y HerramientasAndres210293Ainda não há avaliações
- Centro de MaquinadoDocumento2 páginasCentro de MaquinadoAiinesey Ipzzellina Lira TrizteAinda não há avaliações
- Torneado Cónico - ACABADODocumento13 páginasTorneado Cónico - ACABADOPaolita BrunoAinda não há avaliações
- Fresa DoraDocumento7 páginasFresa DorahomeroAinda não há avaliações
- Procesos de MecanizadoDocumento9 páginasProcesos de MecanizadoKatty CalderonAinda não há avaliações
- Unidad 7 - Operaciones de Torneado y FresadoDocumento65 páginasUnidad 7 - Operaciones de Torneado y FresadoRodrigo BordónAinda não há avaliações
- Guia de LaboratorioDocumento25 páginasGuia de LaboratorioNoelithaa Melendez AranibarAinda não há avaliações
- Practica de Mini TornoDocumento19 páginasPractica de Mini TornoAlejandroLopezCigarroaAinda não há avaliações
- Practica TornoDocumento9 páginasPractica TornoCarlos GutiérrezAinda não há avaliações
- Investigación Torneado Con Fresado y Fresado MultiejeDocumento52 páginasInvestigación Torneado Con Fresado y Fresado MultiejeJosé Luis Jaimes M.Ainda não há avaliações
- Tipos de Mecanizado Por Arranque de VirutaDocumento13 páginasTipos de Mecanizado Por Arranque de VirutaIsrael MozoAinda não há avaliações
- Informe Laboratorio Proceso de FabricaciónDocumento6 páginasInforme Laboratorio Proceso de FabricaciónAufbanAinda não há avaliações
- Maquinado Diapositiva 1 y 7Documento12 páginasMaquinado Diapositiva 1 y 7Laura Francisco OlivaresAinda não há avaliações
- Mecanizado Con Fresadora de Eje Vertical PDFDocumento17 páginasMecanizado Con Fresadora de Eje Vertical PDFFelix Romero CortesAinda não há avaliações
- Informe-Torno en CNCDocumento10 páginasInforme-Torno en CNCHenry Ramos CHAinda não há avaliações
- TornoDocumento20 páginasTornoAdrianos CoelloAinda não há avaliações
- Sweet WardDocumento94 páginasSweet Wardcamila larrosa100% (1)
- Cap 8Documento12 páginasCap 8clinthonAinda não há avaliações
- Syllabus de Fisica MAESTRIA 29-04-2013Documento3 páginasSyllabus de Fisica MAESTRIA 29-04-2013Edin Ronald Alva GuerreroAinda não há avaliações
- Cuadro SinopticoDocumento2 páginasCuadro Sinopticoguadalupe del carmen gordillo lugo100% (1)
- Antonin Carême BiografíaDocumento9 páginasAntonin Carême BiografíaNaybeth AcostaAinda não há avaliações
- Entradas Calientes - Gaston AcurioDocumento61 páginasEntradas Calientes - Gaston Acurioluza50Ainda não há avaliações
- Anemias Parte 1Documento5 páginasAnemias Parte 1Alex HidalgoAinda não há avaliações
- Practica 1 - TrigoDocumento1 páginaPractica 1 - TrigoMARIO TEODOSIO ASTOS LAROTAAinda não há avaliações
- Clasificacion de Los Costos Segun Su Aplicacion - Elemento-9 de ContabilidadDocumento44 páginasClasificacion de Los Costos Segun Su Aplicacion - Elemento-9 de ContabilidadGary Ramírez ArceAinda não há avaliações
- RECETARIODocumento4 páginasRECETARIOAriel HdezAinda não há avaliações
- Guia de La Exploracion Ecografica Del Corazon FetalDocumento38 páginasGuia de La Exploracion Ecografica Del Corazon FetalAldo RdzAinda não há avaliações
- El Reloj DespertadorDocumento3 páginasEl Reloj DespertadorLeonardo Corzo100% (3)
- 1-1 Fundamentacion de ModaDocumento30 páginas1-1 Fundamentacion de Modaliliana arandaAinda não há avaliações
- Medicação Intracanal T19Documento13 páginasMedicação Intracanal T19Nathalie PonceAinda não há avaliações
- Examen Parcial de Administración de OperacionesDocumento2 páginasExamen Parcial de Administración de OperacionesNorma Melina Rodríguez JuárezAinda não há avaliações
- DDIN01 - Trabajo Práctico 01Documento2 páginasDDIN01 - Trabajo Práctico 01diana_garrido_Ainda não há avaliações
- Manual de Uso para Samsung D5000 Serie 5 SMART TVDocumento191 páginasManual de Uso para Samsung D5000 Serie 5 SMART TVjmtexla68Ainda não há avaliações
- El Corto de Loja 24 08 2016Documento48 páginasEl Corto de Loja 24 08 2016JoséAndrésOrtizCuestaAinda não há avaliações
- La Plata Es Un Elemento QuímicoDocumento4 páginasLa Plata Es Un Elemento QuímicoNoe GutierrezAinda não há avaliações
- Capital Cultural y Comunicación PedagógicaDocumento6 páginasCapital Cultural y Comunicación PedagógicaJHONJIMMY CASTANEDARENDONAinda não há avaliações
- Protocolo de Acceso 10Documento6 páginasProtocolo de Acceso 10Jose DiazAinda não há avaliações
- Productos Con Efecto BotoxDocumento9 páginasProductos Con Efecto BotoxWaleskaAinda não há avaliações
- Diagonales y Patrones de Movimiento - FNP - CDDocumento7 páginasDiagonales y Patrones de Movimiento - FNP - CDMaría del Carmen Campos DomadorAinda não há avaliações
- Unidad IVDocumento46 páginasUnidad IVAndrea Gerl8ngAinda não há avaliações
- Pesca 1Documento20 páginasPesca 1Silvia Ustariz VasquezAinda não há avaliações
- Dinámica-Unidad 2-Actividades-406bDocumento23 páginasDinámica-Unidad 2-Actividades-406bcristian lagunesAinda não há avaliações
- PAVAN DescripciónDocumento4 páginasPAVAN DescripciónWein ImporterAinda não há avaliações
- 1 Minado, Transorte y Molienda Shery y XiomiDocumento10 páginas1 Minado, Transorte y Molienda Shery y XiomiGabriel Rodríguez SuttaAinda não há avaliações
- El Tiempo en KantDocumento3 páginasEl Tiempo en KantMateSacuraAinda não há avaliações
- Libro Termodinamica Cap 14 Motores HadzichDocumento17 páginasLibro Termodinamica Cap 14 Motores Hadzichjag84_25242100% (1)