Você também pode gostar
- WPS PQR WPQ Aws D1.1 SmawDocumento5 páginasWPS PQR WPQ Aws D1.1 SmawBrayan Montalban Garcia100% (2)
- 30 Enigmas y Juegos de Logica - Miquel CapoDocumento52 páginas30 Enigmas y Juegos de Logica - Miquel CapomAinda não há avaliações
- Acero AntidesgasteDocumento22 páginasAcero AntidesgastePatricia JacksonAinda não há avaliações
- Tablas de Equivalencias InternacionalesDocumento33 páginasTablas de Equivalencias InternacionalesBrandon Emilio Aliaga Fernandez100% (1)
- FichTec Elf Epexelf 2Documento1 páginaFichTec Elf Epexelf 2GUILLERMO SEGURAAinda não há avaliações
- Manual FastCAMDocumento19 páginasManual FastCAMBrooklynmtn100% (1)
- Tabla Comparativa de AcerosDocumento1 páginaTabla Comparativa de AcerosCruz Cruz Daniela GuadalupeAinda não há avaliações
- MMAPR2009Documento60 páginasMMAPR2009Diego Avendaño0% (1)
- GH 10 Testeros 2016Documento8 páginasGH 10 Testeros 2016EdwinQuintiAinda não há avaliações
- Codo 90º NPT 3000 PSIG: Normas de Diseño: Material: Acero Forjado ASTM A105Documento1 páginaCodo 90º NPT 3000 PSIG: Normas de Diseño: Material: Acero Forjado ASTM A105Alicia MartinezAinda não há avaliações
- Atados de Hierbas para Sahumar PDFDocumento2 páginasAtados de Hierbas para Sahumar PDFMarina Torcivia50% (2)
- Manual Del Usuario DronDocumento19 páginasManual Del Usuario DronAnaAinda não há avaliações
- Practica 6 Radiadores Botello Esime ZacatencoDocumento9 páginasPractica 6 Radiadores Botello Esime ZacatencoSaul Ibarra Corona100% (1)
- Presentacion Tema 5 Elementos RoscadasDocumento83 páginasPresentacion Tema 5 Elementos RoscadasegdielAinda não há avaliações
- El Arte de La Normalización PDFDocumento107 páginasEl Arte de La Normalización PDFClaudia TcAinda não há avaliações
- Er70s 6Documento1 páginaEr70s 6José Luis Guerra JácomeAinda não há avaliações
- Tabla General de RoscasDocumento1 páginaTabla General de RoscasLucas Velazquez100% (2)
- Carta Aws SoldaduraDocumento5 páginasCarta Aws SoldaduraEDUARDO EUGENIO ALATA ORMENOAinda não há avaliações
- Informe de Inspeccion de Bomba MultietapicaDocumento6 páginasInforme de Inspeccion de Bomba Multietapicafidel rodriguez ramirezAinda não há avaliações
- IralvilDocumento26 páginasIralvilCarlos Carabelli100% (2)
- Educación Integral en Sexualidad en El AulaDocumento51 páginasEducación Integral en Sexualidad en El AulaOmar Coronado NavarroAinda não há avaliações
- Ekdmr 3, 5, 10 y 16Documento44 páginasEkdmr 3, 5, 10 y 16Alejandro Rodriguez FloresAinda não há avaliações
- Lentax PDFDocumento4 páginasLentax PDFGuevaraCustodioSaulAinda não há avaliações
- DIAMANTEDocumento18 páginasDIAMANTEmcgiver_06_12Ainda não há avaliações
- Coti FinalDocumento165 páginasCoti FinalKelly ChavezAinda não há avaliações
- HD Imsa Ruedas RodachinasDocumento22 páginasHD Imsa Ruedas RodachinasjexuAinda não há avaliações
- Electrodo Lincoln GRICU 8Documento1 páginaElectrodo Lincoln GRICU 8Jose Luis Perez JimenezAinda não há avaliações
- Diseño de Compuerta Abatible para Gabarra Carolina MDocumento1 páginaDiseño de Compuerta Abatible para Gabarra Carolina MJulio César Párraga CurielAinda não há avaliações
- Lamina NegraDocumento5 páginasLamina NegraVladimirAinda não há avaliações
- Tabla de AceroDocumento6 páginasTabla de Aceroventas.juguetes9Ainda não há avaliações
- 01 2 PDFDocumento32 páginas01 2 PDFPlaneamiento AntapaccayAinda não há avaliações
- Catálogo de Rodamiento Rígido de Bolas TIMKENDocumento16 páginasCatálogo de Rodamiento Rígido de Bolas TIMKENClaude ClaudeAinda não há avaliações
- HT-092 Exatub 110 Ed. 07Documento1 páginaHT-092 Exatub 110 Ed. 07Josef Enrique Espinoza SotoAinda não há avaliações
- Tigerflex Espanol 2014Documento76 páginasTigerflex Espanol 2014jovares2099Ainda não há avaliações
- Catálogo Greenlee 2021Documento8 páginasCatálogo Greenlee 2021Ing ZenerAinda não há avaliações
- ChaveterosDocumento1 páginaChaveterospitcabAinda não há avaliações
- ANTIDESGASTsolucionaldesgaste PDFDocumento40 páginasANTIDESGASTsolucionaldesgaste PDFLeonardo SarriaAinda não há avaliações
- Cadena Syl-Kana PDFDocumento84 páginasCadena Syl-Kana PDFalexhch15Ainda não há avaliações
- Tornillería - TorrasDocumento82 páginasTornillería - Torraslucas quarchioniAinda não há avaliações
- sp5808 0 07 03 - Oil Air Coolers ElhDocumento11 páginassp5808 0 07 03 - Oil Air Coolers ElhHector Alejandro Melin ContrerasAinda não há avaliações
- Catalogo Esab - Electrodos y Equipos para SoldaduraDocumento44 páginasCatalogo Esab - Electrodos y Equipos para SoldaduraMariano FerreiroAinda não há avaliações
- DuraluminioDocumento6 páginasDuraluminioWalter Jose Moreno EscalanteAinda não há avaliações
- Catalogo 7 PDFDocumento37 páginasCatalogo 7 PDFDiego E. ValdezAinda não há avaliações
- Livianos Captain 714 b5 DCDocumento2 páginasLivianos Captain 714 b5 DCLuis CruzAinda não há avaliações
- Dellegrazie PDFDocumento7 páginasDellegrazie PDFYeison Leon100% (1)
- Catalogo LVM PDFDocumento82 páginasCatalogo LVM PDFMaximiliano Ezequiel LopezAinda não há avaliações
- Graco 495Documento57 páginasGraco 495Carla Benavides BarriaAinda não há avaliações
- Catalogo - Discos - Pinones - CadenaDocumento21 páginasCatalogo - Discos - Pinones - CadenaNicolas MañasAinda não há avaliações
- Características Del Bronce GrafitadoDocumento3 páginasCaracterísticas Del Bronce GrafitadojEVA012100% (1)
- Inyectores Farval P 2011 2 E FL1Documento6 páginasInyectores Farval P 2011 2 E FL1NCK INGENIEROSAinda não há avaliações
- Tigfil 316lg5 PDFDocumento1 páginaTigfil 316lg5 PDFRenzo TuestasAinda não há avaliações
- Sumatane HSDocumento4 páginasSumatane HSrenzo equiño quispeAinda não há avaliações
- Extravida XV 400 TSDocumento2 páginasExtravida XV 400 TSDiego AmatAinda não há avaliações
- H400 - U.de Pot. - U0010010006Documento21 páginasH400 - U.de Pot. - U0010010006Andy Yack Velasquez ChungaAinda não há avaliações
- Manual Galetti (P70)Documento57 páginasManual Galetti (P70)Oscar MoralesAinda não há avaliações
- Catalogo Mamut Mayo 2010Documento56 páginasCatalogo Mamut Mayo 2010EmilioTSAinda não há avaliações
- ESAB ProductosDocumento70 páginasESAB ProductosChristian Ron0% (1)
- MEC 24 - Trabajos en Pluma - 2020Documento28 páginasMEC 24 - Trabajos en Pluma - 2020Ale CisternasAinda não há avaliações
- TESIS Recubrimiento TermorociadoDocumento135 páginasTESIS Recubrimiento TermorociadoRick HunterAinda não há avaliações
- Piaz Catálogo CerramientosDocumento78 páginasPiaz Catálogo Cerramientosglamura0% (1)
- FICHATECMXL Cortacero A 5090Documento1 páginaFICHATECMXL Cortacero A 5090Angel Negrete BonesAinda não há avaliações
- Canilleras Verticales Hensley - WA600-6 - Balde HensleyDocumento10 páginasCanilleras Verticales Hensley - WA600-6 - Balde Hensleyraul carvajal rozasAinda não há avaliações
- Ficha Técnica Acero 1060Documento3 páginasFicha Técnica Acero 1060Juan Carlos NievaAinda não há avaliações
- FMaxdur 400-450Documento6 páginasFMaxdur 400-450Diego OrtizAinda não há avaliações
- Microsoft PowerPoint - CORTE Y CONFORMADO ModDocumento13 páginasMicrosoft PowerPoint - CORTE Y CONFORMADO ModIsabel Cristina Niño CamachoAinda não há avaliações
- SAW, Soldadura de Arco Sumergido.Documento17 páginasSAW, Soldadura de Arco Sumergido.kennysalc2100% (1)
- Caracteristicas Pernos MilimetricosDocumento3 páginasCaracteristicas Pernos MilimetricosAlex CaceresAinda não há avaliações
- Corte Por Plasma ComparativaDocumento6 páginasCorte Por Plasma ComparativaEduardoAinda não há avaliações
- Tornilleria Fijaciones PDFDocumento66 páginasTornilleria Fijaciones PDFcarrillo13Ainda não há avaliações
- Socialización Reglamento y Escalafón Docente UAmérica 2023-1Documento25 páginasSocialización Reglamento y Escalafón Docente UAmérica 2023-1Diego AvendañoAinda não há avaliações
- MMFEBMAR09Documento52 páginasMMFEBMAR09Diego AvendañoAinda não há avaliações
- Material de Apoyo - Capacitación Moodle FUA 14032020Documento1 páginaMaterial de Apoyo - Capacitación Moodle FUA 14032020Diego AvendañoAinda não há avaliações
- Rubrica de Ejercicios NuméricosDocumento1 páginaRubrica de Ejercicios NuméricosDiego AvendañoAinda não há avaliações
- Horarios Tutorías IngMecánica e IngMecatrónica 14032023Documento4 páginasHorarios Tutorías IngMecánica e IngMecatrónica 14032023Diego AvendañoAinda não há avaliações
- MMDEC2009Documento44 páginasMMDEC2009Diego AvendañoAinda não há avaliações
- MMFEB2008Documento62 páginasMMFEB2008Diego AvendañoAinda não há avaliações
- Rubrica de Evaluación de Competencias Por Resultados de AprendizajeDocumento1 páginaRubrica de Evaluación de Competencias Por Resultados de AprendizajeDiego AvendañoAinda não há avaliações
- MMJUN2009Documento47 páginasMMJUN2009Diego AvendañoAinda não há avaliações
- MMDIC2010Documento60 páginasMMDIC2010Diego AvendañoAinda não há avaliações
- Mig 1702Documento32 páginasMig 1702Diego AvendañoAinda não há avaliações
- MMFEB2011Documento60 páginasMMFEB2011Diego AvendañoAinda não há avaliações
- MMAUGSUPLEMET08Documento8 páginasMMAUGSUPLEMET08Diego AvendañoAinda não há avaliações
- MMAPRSUPLEMENT08Documento12 páginasMMAPRSUPLEMENT08Diego AvendañoAinda não há avaliações
- MMAPR2011Documento56 páginasMMAPR2011Diego AvendañoAinda não há avaliações
- MMAPRSUPLEMENT07Documento12 páginasMMAPRSUPLEMENT07Diego AvendañoAinda não há avaliações
- Seguridad en Corte y SoldaduraDocumento16 páginasSeguridad en Corte y SoldaduraCesar Andres Apaza MenesesAinda não há avaliações
- Malla Curricular MECANICADocumento1 páginaMalla Curricular MECANICADiego AvendañoAinda não há avaliações
- Ejemplo Reportes Base Datos MantenimientoDocumento6 páginasEjemplo Reportes Base Datos MantenimientoDiego AvendañoAinda não há avaliações
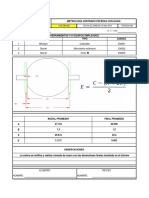
- Formato MetrologiaDocumento1 páginaFormato MetrologiaDiego AvendañoAinda não há avaliações
- Snies Guia Del Usuario 2013Documento60 páginasSnies Guia Del Usuario 2013Diego AvendañoAinda não há avaliações
- 31 08 2021 Carta Dirigida A Rectores IES-22Documento1 página31 08 2021 Carta Dirigida A Rectores IES-22Diego AvendañoAinda não há avaliações
- Habilidades Blandas. Reto para Los Maestros Del Siblo XXI - Parte No. 1Documento31 páginasHabilidades Blandas. Reto para Los Maestros Del Siblo XXI - Parte No. 1Diego AvendañoAinda não há avaliações
- Informe Trazado Purificacion LozaniaDocumento69 páginasInforme Trazado Purificacion LozaniaJairo Andres Bessolo CardonaAinda não há avaliações
- Coherencia y CohesionDocumento37 páginasCoherencia y CohesionAlejandro Parra75% (8)
- PáginaDocumento193 páginasPáginaWalter Emilio Murillo SernaAinda não há avaliações
- Fundamentos de Gestión de Servicios de TIDocumento16 páginasFundamentos de Gestión de Servicios de TIArmando Zavala PeñalozaAinda não há avaliações
- Libro Productividad SepDocumento32 páginasLibro Productividad Sepleonardo887Ainda não há avaliações
- Prueba de Como Domesticar A Tus PapasDocumento3 páginasPrueba de Como Domesticar A Tus Papaskaren ojedaAinda não há avaliações
- CinemáticaDocumento3 páginasCinemáticaJulian David Alvarado NiñoAinda não há avaliações
- Experiencia de Aprendizaje - Semana de Adaptación 2022Documento6 páginasExperiencia de Aprendizaje - Semana de Adaptación 2022Sorayda Rodríguez G.Ainda não há avaliações
- Sobre Concepto y ObjetoDocumento9 páginasSobre Concepto y ObjetoEvange GuevaraAinda não há avaliações
- Disciplinas Auxiliares de La ArqueologíaDocumento2 páginasDisciplinas Auxiliares de La ArqueologíaOmar Jimenez100% (1)
- Field Trip - SpwlaDocumento39 páginasField Trip - SpwlaJaime AlfonsoAinda não há avaliações
- IItebameDocumento176 páginasIItebameFidel Huanco RamosAinda não há avaliações
- EjerciciosResueltosProbabilidad LindMarchalWathen 15ed Parte1Documento8 páginasEjerciciosResueltosProbabilidad LindMarchalWathen 15ed Parte1HendryxCH100% (1)
- Monografia Minaya Montes Perez SandovalDocumento37 páginasMonografia Minaya Montes Perez Sandovalkhonny montes quitoAinda não há avaliações
- Conocemos Nuestra Escuela y Dibujamos: Sesión de AprendizajeDocumento6 páginasConocemos Nuestra Escuela y Dibujamos: Sesión de AprendizajeDenis Marilu Ordoñez Baldera0% (1)
- Modelo de Conduccion Estrategica (32 Hojas)Documento32 páginasModelo de Conduccion Estrategica (32 Hojas)Marcelo Arenas100% (1)
- Informe de BrujulaDocumento16 páginasInforme de Brujulaedson0% (1)
- Que Es Psicomotricidad, ConceptosDocumento9 páginasQue Es Psicomotricidad, ConceptosAlma LGAinda não há avaliações
- Informe SomatotipoDocumento10 páginasInforme SomatotipoCamila BelenAinda não há avaliações
- Cartel Inspeccion TortosaDocumento2 páginasCartel Inspeccion Tortosavideos gym VictorPascualAinda não há avaliações
- ConsuladosDocumento31 páginasConsuladosPelo PayasoAinda não há avaliações
- 01 Informe - de - Evaluación - de - Riesgos PDFDocumento62 páginas01 Informe - de - Evaluación - de - Riesgos PDFNilss Ochoa LimayAinda não há avaliações