Você também pode gostar
- Numerical Problems - Casting PDFDocumento14 páginasNumerical Problems - Casting PDFSubramanian Chidambaram100% (1)
- Sand Mould Casting Multiple Choice QuestionsDocumento9 páginasSand Mould Casting Multiple Choice QuestionsAyoub Mohamed100% (1)
- Sand CastingDocumento81 páginasSand CastingAshok PradhanAinda não há avaliações
- Tutorial CastingDocumento4 páginasTutorial CastingFaIz FauziAinda não há avaliações
- Multiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsDocumento6 páginasMultiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsrahmaAinda não há avaliações
- Manufacturing Processes (ME361) Lecture 15: Instructor: Shantanu BhattacharyaDocumento54 páginasManufacturing Processes (ME361) Lecture 15: Instructor: Shantanu BhattacharyaSahil SundaAinda não há avaliações
- Design of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveDocumento17 páginasDesign of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveYonas YG100% (2)
- Machine Design-II Question BankDocumento9 páginasMachine Design-II Question BankProf. Avinash MahaleAinda não há avaliações
- Me8073 Ucmp MCQ PDFDocumento139 páginasMe8073 Ucmp MCQ PDFtamilAinda não há avaliações
- Manufacturing Process 1 Question BankDocumento11 páginasManufacturing Process 1 Question BankAshok PradhanAinda não há avaliações
- Manufacturing Process 1 Question BankDocumento6 páginasManufacturing Process 1 Question BankAshok PradhanAinda não há avaliações
- Tutorial Last AnswerDocumento9 páginasTutorial Last AnswerEswaran ManakorAinda não há avaliações
- Final ExamDocumento1.199 páginasFinal ExamCora V. Walter100% (4)
- Assignment 2Documento2 páginasAssignment 2parthivAinda não há avaliações
- Introduction To Manufacturing Technology - Lecture 3Documento53 páginasIntroduction To Manufacturing Technology - Lecture 3venkat4Ainda não há avaliações
- MCQ Materials Science Part1Documento4 páginasMCQ Materials Science Part1fotickAinda não há avaliações
- Limits, Fits and TolerancesDocumento4 páginasLimits, Fits and Tolerancessimalaravi100% (1)
- MF7203-Dec 16 THEORY-OF-METAL-FORMINGDocumento3 páginasMF7203-Dec 16 THEORY-OF-METAL-FORMINGupender100% (1)
- Manufacturing Technology - I Unit - I: 2 Marks Question & AnswersDocumento15 páginasManufacturing Technology - I Unit - I: 2 Marks Question & AnswersSK NAGOOR VALI100% (1)
- Introduction To Casting ProcessDocumento11 páginasIntroduction To Casting ProcessMuraliMohan0% (1)
- WORKSHOP TECHNOLOGY SET6docDocumento4 páginasWORKSHOP TECHNOLOGY SET6docl8o8r8d8s8i8v8Ainda não há avaliações
- Tutorial: GEARS II: Spur Gears - Force AnalysisDocumento14 páginasTutorial: GEARS II: Spur Gears - Force AnalysisNdivhuwo NdivhuwoAinda não há avaliações
- MCQs Chip FormationDocumento9 páginasMCQs Chip FormationMohsin QaziAinda não há avaliações
- Casting and Welding 2 Mark QuestionsDocumento8 páginasCasting and Welding 2 Mark Questionsvmgobinath0% (1)
- UNIT-IV Question BankDocumento3 páginasUNIT-IV Question BankParamasivam VeerappanAinda não há avaliações
- Assignment Question Set On Modern Manufacturing ProcessDocumento1 páginaAssignment Question Set On Modern Manufacturing ProcessSagar KhanAinda não há avaliações
- Objective Questions MaterialDocumento14 páginasObjective Questions MaterialAshish AgarwalAinda não há avaliações
- Me MCQDocumento4 páginasMe MCQsangam100% (1)
- CH 19Documento11 páginasCH 19Vûmmïttî ChañðĥâñAinda não há avaliações
- 1 2 Resistance and Special Welding Q A For StudentsDocumento10 páginas1 2 Resistance and Special Welding Q A For StudentsRavinder AntilAinda não há avaliações
- Subject: Theory of Machines-II: Sample Multiple Choice QuestionDocumento13 páginasSubject: Theory of Machines-II: Sample Multiple Choice QuestionSawai PareshAinda não há avaliações
- ProjectDocumento14 páginasProjectoladipo GraceAinda não há avaliações
- METALWORKINGDocumento23 páginasMETALWORKINGDr Rajamani R - PSGCTAinda não há avaliações
- MidTermExam CADCAM2019 FFDocumento6 páginasMidTermExam CADCAM2019 FFkhalil alhatabAinda não há avaliações
- Chapter Two: Traditional Machining ProcessesDocumento45 páginasChapter Two: Traditional Machining Processeshaile mehariAinda não há avaliações
- 1 1 Welding Q A For StudentsDocumento10 páginas1 1 Welding Q A For StudentsRavinder Antil100% (4)
- Technozen Quiz MaterialDocumento35 páginasTechnozen Quiz MaterialKarthi100% (1)
- ACE-ACADEMY-ME-SET-A-2020 (Gate2016.info)Documento45 páginasACE-ACADEMY-ME-SET-A-2020 (Gate2016.info)Ajay GoelAinda não há avaliações
- Demo PartDocumento4 páginasDemo PartPeaceAinda não há avaliações
- Basic Mechanical Engineering MCQ PDF Part 2Documento10 páginasBasic Mechanical Engineering MCQ PDF Part 2kibrom atsbhaAinda não há avaliações
- Multiple Choice Questions emDocumento21 páginasMultiple Choice Questions emvaibhavmn100% (2)
- Metal Casting AnswersDocumento6 páginasMetal Casting AnswersKarthi100% (1)
- Question Bank For Machining and MetrologyDocumento7 páginasQuestion Bank For Machining and MetrologyAbhisheak DineshAinda não há avaliações
- MCQ 1Documento90 páginasMCQ 1alfred basilyAinda não há avaliações
- 3.1 Metal RemovalDocumento40 páginas3.1 Metal RemovalMichael Kearney50% (2)
- Assignment and WorksheetDocumento2 páginasAssignment and WorksheetAbebe AyingdaAinda não há avaliações
- Solution To Taylors Tool Life ProblemsDocumento1 páginaSolution To Taylors Tool Life Problems19G133 VASANTH B100% (1)
- Flow Around Submerged Bodies-Drag GATEDocumento7 páginasFlow Around Submerged Bodies-Drag GATEhcsharma1967Ainda não há avaliações
- U-4 - Design of Riveted Joint - SRMDocumento87 páginasU-4 - Design of Riveted Joint - SRMsiddharth GautamAinda não há avaliações
- Unit 4 EM MCQDocumento7 páginasUnit 4 EM MCQPratik Wakchoure100% (1)
- Practice Test: Question Set - 09: MCQ Workshop EnggDocumento5 páginasPractice Test: Question Set - 09: MCQ Workshop Enggl8o8r8d8s8i8v8Ainda não há avaliações
- Assignment4 CastingDocumento2 páginasAssignment4 CastingAkashkumar PrajapatiAinda não há avaliações
- Solution of Assignment 5Documento5 páginasSolution of Assignment 5Reza Borah100% (1)
- Gating System in CastingDocumento28 páginasGating System in CastingPrashantParashar100% (1)
- Ie 337.HW#3Documento2 páginasIe 337.HW#3ömer111Ainda não há avaliações
- Pouring Time CalculationDocumento5 páginasPouring Time CalculationKaarthicNatarajan100% (1)
- Metal CastingDocumento8 páginasMetal CastingYash DesaaiAinda não há avaliações
- Problems On CastingDocumento28 páginasProblems On CastingShantha Kumar G C100% (2)
- 55 MCQ of CastingDocumento8 páginas55 MCQ of CastingVivek Bajpai100% (1)
- Civil Engineering Objective Type QuestionsDocumento2 páginasCivil Engineering Objective Type QuestionsMopidevi Vijaya Kishore80% (5)
- Edelweiss Weekl July 16 2021Documento2 páginasEdelweiss Weekl July 16 2021venkatachalapathy.thAinda não há avaliações
- LIC SZ NotificationDocumento5 páginasLIC SZ Notificationvenkatachalapathy.thAinda não há avaliações
- W2A1Documento3 páginasW2A1venkatachalapathy.thAinda não há avaliações
- Bajaj Finance: Steady Performance, But Niggles On OutlookDocumento6 páginasBajaj Finance: Steady Performance, But Niggles On Outlookvenkatachalapathy.thAinda não há avaliações
- Lecture 01 Introduction To Product Design and DevelopmentDocumento17 páginasLecture 01 Introduction To Product Design and DevelopmentSohit Mishra100% (2)
- Venkadachalapathy Thangavel: LinkedinDocumento4 páginasVenkadachalapathy Thangavel: Linkedinvenkatachalapathy.thAinda não há avaliações
- Updated Ship - Cons - and - Na PDFDocumento60 páginasUpdated Ship - Cons - and - Na PDFvenkatachalapathy.thAinda não há avaliações
- Solution:: Step 1Documento3 páginasSolution:: Step 1venkatachalapathy.thAinda não há avaliações
- Lec 31Documento14 páginasLec 31venkatachalapathy.thAinda não há avaliações
- Lec 53Documento18 páginasLec 53venkatachalapathy.thAinda não há avaliações
- Project Management For Managers Dr. M.K. Barua Department of Management Indian Institute of Technology, Roorkee Lecture - 56 Cost of QualityDocumento12 páginasProject Management For Managers Dr. M.K. Barua Department of Management Indian Institute of Technology, Roorkee Lecture - 56 Cost of Qualityvenkatachalapathy.thAinda não há avaliações
- Week1 AssignmentQuestionandSolutionDocumento2 páginasWeek1 AssignmentQuestionandSolutionvenkatachalapathy.thAinda não há avaliações
- Week2 AssignmentQuestionandSolutionDocumento2 páginasWeek2 AssignmentQuestionandSolutionvenkatachalapathy.th100% (1)
- Week3 AssignmentQuestionandSolutionDocumento2 páginasWeek3 AssignmentQuestionandSolutionvenkatachalapathy.th100% (1)
- Confused About Own Assignments?Documento2 páginasConfused About Own Assignments?venkatachalapathy.thAinda não há avaliações
- Week8 AssignmentQuestionandSolutionDocumento2 páginasWeek8 AssignmentQuestionandSolutionvenkatachalapathy.thAinda não há avaliações
- Lec 44Documento7 páginasLec 44venkatachalapathy.thAinda não há avaliações
- OutputDocumento31 páginasOutputvenkatachalapathy.thAinda não há avaliações
- Solidification: Cooling Curves, Concept of Nucleation and GrowthDocumento5 páginasSolidification: Cooling Curves, Concept of Nucleation and Growthvenkatachalapathy.thAinda não há avaliações
- Ref Winning No: C.COLA-13000358 / Batch No: UEFA-109802957009.007 / Serial No: UK-613033089732-INDDocumento5 páginasRef Winning No: C.COLA-13000358 / Batch No: UEFA-109802957009.007 / Serial No: UK-613033089732-INDvenkatachalapathy.thAinda não há avaliações
- Bime-018: Computer Aided Design (Cad) : Tutorial Practical Credit MarksDocumento5 páginasBime-018: Computer Aided Design (Cad) : Tutorial Practical Credit Marksvenkatachalapathy.thAinda não há avaliações
- VAM-J EEDEN19A Data Books EnglishDocumento37 páginasVAM-J EEDEN19A Data Books EnglishValentin MalihinAinda não há avaliações
- Chapter - 11 - Forced Vibration Single Degree of Freedom Systems PDFDocumento19 páginasChapter - 11 - Forced Vibration Single Degree of Freedom Systems PDFfreddy kurniawanAinda não há avaliações
- Piston, Connecting Rod and Cylinder Liner L28/32H: DescriptionDocumento57 páginasPiston, Connecting Rod and Cylinder Liner L28/32H: DescriptionERepublikPolskaAinda não há avaliações
- Austempered Ductile Cast IronDocumento10 páginasAustempered Ductile Cast Ironhrk100Ainda não há avaliações
- Marksman Housing PDFDocumento2 páginasMarksman Housing PDFAyahKenzieAinda não há avaliações
- Iso 3506 1 2020Documento46 páginasIso 3506 1 2020Anna BubblegumAinda não há avaliações
- HpoDocumento4 páginasHpoAndy Anderson Limachi PeraltaAinda não há avaliações
- Astm A139Documento6 páginasAstm A139banglvhAinda não há avaliações
- 6115-Article Text-19834-2-10-20200803 PDFDocumento29 páginas6115-Article Text-19834-2-10-20200803 PDFAshaari Cha-eAinda não há avaliações
- Pneumatic Vulcanizing MachineDocumento50 páginasPneumatic Vulcanizing MachineANAND KRISHNANAinda não há avaliações
- 1327 751 102b - AS-Tronic Truck & Bus Repair Manual (10-, 12 - and 16-Speed Version Without ZF-Intarder Repair Level 3)Documento122 páginas1327 751 102b - AS-Tronic Truck & Bus Repair Manual (10-, 12 - and 16-Speed Version Without ZF-Intarder Repair Level 3)Сергей Миненко100% (8)
- Pneumatic / Electro Pneumatic Positioner: Specialists in Process Efficiency and Energy ConservationDocumento2 páginasPneumatic / Electro Pneumatic Positioner: Specialists in Process Efficiency and Energy ConservationAntonio HerreraAinda não há avaliações
- Oil Analysis Techniques For High Horsepower Diesel EnginesDocumento31 páginasOil Analysis Techniques For High Horsepower Diesel EnginesAli ArdinAinda não há avaliações
- Impulse and Momentum Problem Set October 21, 2014Documento2 páginasImpulse and Momentum Problem Set October 21, 2014Nikko Angelo V MolinaAinda não há avaliações
- c221 E3490d Uh SeriesDocumento20 páginasc221 E3490d Uh SeriesKokYee Chan100% (1)
- Concrete Deck Slab Design: Procedure For Analysis For The Given Example (Strip Method)Documento25 páginasConcrete Deck Slab Design: Procedure For Analysis For The Given Example (Strip Method)Kate CastroAinda não há avaliações
- Lesson Learned: Solution of The ProblemDocumento1 páginaLesson Learned: Solution of The ProblemRadovanZivanovicRashaAinda não há avaliações
- Gearbox Overhaul and Repair ProcedureDocumento3 páginasGearbox Overhaul and Repair ProcedureHugho0% (1)
- Surface Vehicle Standard: (R) Hydraulic Hose FittingsDocumento34 páginasSurface Vehicle Standard: (R) Hydraulic Hose FittingsLUCIANO SOTOAinda não há avaliações
- 2 - 2011 570 Closed Book Exam (75Qs)Documento15 páginas2 - 2011 570 Closed Book Exam (75Qs)Sunny Thundil100% (3)
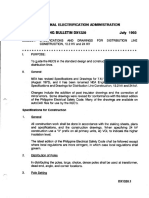
- NEA Standard 13.2kV Transmission LineDocumento325 páginasNEA Standard 13.2kV Transmission LineJS Engineering86% (29)
- Al Steel Buildings: Design Guide 1, 2Nd EditionDocumento14 páginasAl Steel Buildings: Design Guide 1, 2Nd EditionINNOBUNo7100% (1)
- Lecture No. 2: Maxwell Equations and Special Relativity in AcceleratorsDocumento22 páginasLecture No. 2: Maxwell Equations and Special Relativity in AcceleratorsEkky AndreanAinda não há avaliações
- Test Certificate: CM/L-NO:5530357Documento10 páginasTest Certificate: CM/L-NO:5530357TARUNKUMARAinda não há avaliações
- Manual de Mantenimiento D637Documento1.025 páginasManual de Mantenimiento D637Augusto Menendez Buitron100% (2)
- ATRO Catalog2018SupplementDocumento12 páginasATRO Catalog2018SupplementdeliaabreguAinda não há avaliações
- LocalizationDocumento45 páginasLocalizationbobAinda não há avaliações
- FE700 Installation Manual Echo SounderDocumento58 páginasFE700 Installation Manual Echo SounderNidhin.c.prakashAinda não há avaliações
- DistillationTheory 1Documento21 páginasDistillationTheory 1Prashant KumarAinda não há avaliações