Você também pode gostar
- How To Start A Consumer Lending Business - ABLE PlatformDocumento9 páginasHow To Start A Consumer Lending Business - ABLE PlatformandysupaAinda não há avaliações
- PNG National Energy Policy 2017-2027Documento149 páginasPNG National Energy Policy 2017-2027andysupaAinda não há avaliações
- Loan Management Software System - ABLE PlatformDocumento9 páginasLoan Management Software System - ABLE PlatformandysupaAinda não há avaliações
- What Licence Do You Need When You Become A Private Lender - Burke LawyersDocumento5 páginasWhat Licence Do You Need When You Become A Private Lender - Burke LawyersandysupaAinda não há avaliações
- Thematic Fiche No. 4 Improved Stoves As A Means To Increase Efficient Use of EnergyDocumento20 páginasThematic Fiche No. 4 Improved Stoves As A Means To Increase Efficient Use of EnergyandysupaAinda não há avaliações
- Hydropower SystemsDocumento1 páginaHydropower SystemsandysupaAinda não há avaliações
- Preparation of Charcoal Using Agricultural Wastes: Original ArticleDocumento15 páginasPreparation of Charcoal Using Agricultural Wastes: Original ArticleandysupaAinda não há avaliações
- Rahimafrooz Renewable Energy - 80 KWP Solar-Powered Mini-Grid in Ghorjan Island (Bangladesh) - The Alliance For Rural Electrification (ARE)Documento4 páginasRahimafrooz Renewable Energy - 80 KWP Solar-Powered Mini-Grid in Ghorjan Island (Bangladesh) - The Alliance For Rural Electrification (ARE)andysupaAinda não há avaliações
- Hydrology For Hydropower DesignDocumento1 páginaHydrology For Hydropower DesignandysupaAinda não há avaliações
- Micro-Hydro Village Electrification in NepalDocumento8 páginasMicro-Hydro Village Electrification in NepalandysupaAinda não há avaliações
- Taking Soft Power SeriouslyDocumento22 páginasTaking Soft Power SeriouslyandysupaAinda não há avaliações
- Solar Drying Adds Value To Crop Surplus: Chimney Solar Dryer DesignDocumento1 páginaSolar Drying Adds Value To Crop Surplus: Chimney Solar Dryer DesignandysupaAinda não há avaliações
- Chimney Solar Dryer Manual - Feed The Future Innovation Lab For HorticultureDocumento8 páginasChimney Solar Dryer Manual - Feed The Future Innovation Lab For HorticultureandysupaAinda não há avaliações
- Chimney Solar Dryer: Technology ProfileDocumento9 páginasChimney Solar Dryer: Technology ProfileandysupaAinda não há avaliações
- Plumbing and Services TrainingDocumento137 páginasPlumbing and Services TrainingandysupaAinda não há avaliações
- Pulleys - Diameters and SpeedDocumento7 páginasPulleys - Diameters and SpeedandysupaAinda não há avaliações
- Pulley Groove Dimensions and SelectionDocumento1 páginaPulley Groove Dimensions and Selectionandysupa100% (1)
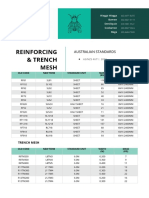
- Reinforcing Trench Mesh FINISHED 15032016Documento1 páginaReinforcing Trench Mesh FINISHED 15032016andysupaAinda não há avaliações
- 2.007 Cookbook: Pulley DrivesDocumento1 página2.007 Cookbook: Pulley DrivesandysupaAinda não há avaliações
- Pulley Profile TypesDocumento1 páginaPulley Profile TypesandysupaAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- AgisDocumento20 páginasAgisFabian Andres Blanco GAinda não há avaliações
- FGDFGFDGFDDocumento1 páginaFGDFGFDGFDPja MahsumAinda não há avaliações
- Cegard3D ManualDocumento60 páginasCegard3D ManualLevente BenczediAinda não há avaliações
- RC Chapter01 2016Documento7 páginasRC Chapter01 2016Luna Latisya0% (1)
- Forming RollingDocumento3 páginasForming RollingAvinash JhaAinda não há avaliações
- Leaflets 2018 Triple Type enDocumento2 páginasLeaflets 2018 Triple Type enСтефан ВасилевAinda não há avaliações
- Chemical Process Instrumentation: Temperature MeasurementDocumento19 páginasChemical Process Instrumentation: Temperature MeasurementlvrevathiAinda não há avaliações
- Christo Lube MCG 134 Tech DataDocumento1 páginaChristo Lube MCG 134 Tech Datarobertoalfaro492023Ainda não há avaliações
- Suppliers of Y Type StrainerDocumento17 páginasSuppliers of Y Type StrainertriveniequipmentsAinda não há avaliações
- Daelim VL 125 ManualDocumento68 páginasDaelim VL 125 ManualEdson0% (1)
- Wood Door Submittal SheetsDocumento9 páginasWood Door Submittal SheetsIwan PermanaAinda não há avaliações
- VMC 1300P - SINUMERIK 802D Operating ManualDocumento130 páginasVMC 1300P - SINUMERIK 802D Operating ManualcipilanAinda não há avaliações
- ColaCor EDPDocumento2 páginasColaCor EDPmndmatt100% (1)
- Advanced Applications of Multifunction Digital Generator ProtectionDocumento10 páginasAdvanced Applications of Multifunction Digital Generator ProtectionShambhu Poddar100% (1)
- Reverse Logistics and Closed-Loop Supply Chain of Waste Electrical and Electronic Equipment (WEEE) E-Waste A ComprehDocumento29 páginasReverse Logistics and Closed-Loop Supply Chain of Waste Electrical and Electronic Equipment (WEEE) E-Waste A ComprehSergioAinda não há avaliações
- ISEA94 CatalogueDocumento229 páginasISEA94 CatalogueAna ZarkovicAinda não há avaliações
- Manual Reductor Dodge TDT7Documento8 páginasManual Reductor Dodge TDT7DANIELAinda não há avaliações
- Outdoor Off Load Disconnectors 12 420KVEnglishDocumento2 páginasOutdoor Off Load Disconnectors 12 420KVEnglishdip461Ainda não há avaliações
- Chain Coupling PDFDocumento3 páginasChain Coupling PDFFrandi BarasaAinda não há avaliações
- Product CatalogueDocumento70 páginasProduct CatalogueAnonymous SDeSP1Ainda não há avaliações
- Food PackagingDocumento107 páginasFood PackagingVikram SinghAinda não há avaliações
- KrausNaimer CGCHCHR CatalogueDocumento50 páginasKrausNaimer CGCHCHR CatalogueNesil AbieraAinda não há avaliações
- GP3000Documento32 páginasGP3000JerAinda não há avaliações
- Cispi Designation 301-09 PDFDocumento80 páginasCispi Designation 301-09 PDFsina_84Ainda não há avaliações
- E2 Preventive Maintenance Manual1Documento68 páginasE2 Preventive Maintenance Manual1Jeffry KarundengAinda não há avaliações
- Vessel Data SheetDocumento1 páginaVessel Data SheetMichael HaiseAinda não há avaliações
- NCCI Design of Fixed Column Base JointsDocumento23 páginasNCCI Design of Fixed Column Base JointsVădan BogdanAinda não há avaliações
- 7020 - Liquid Soap ThickenerDocumento2 páginas7020 - Liquid Soap Thickenerzuber ahmedAinda não há avaliações
- CNG Bike PDFDocumento15 páginasCNG Bike PDFKrishnaAinda não há avaliações
- ASTM D975 Specification TestDocumento4 páginasASTM D975 Specification TestJaques ValleAinda não há avaliações