Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Aço SAE 4140 Propriedades MecânicasDocumento6 páginasAço SAE 4140 Propriedades MecânicasHenrique FernandesAinda não há avaliações
- Normas Técnicas para Tubulações IndustriaisDocumento48 páginasNormas Técnicas para Tubulações IndustriaisGreta Lais Boff ZortéaAinda não há avaliações
- Ensaios Não Destrutivos Aplicados À Fabricação de Vasos de Pressão PetrobrásDocumento11 páginasEnsaios Não Destrutivos Aplicados À Fabricação de Vasos de Pressão PetrobrásFERNANDOAinda não há avaliações
- N-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoDocumento22 páginasN-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoLuciano RezendeAinda não há avaliações
- Nomenclatura de SoldagemDocumento44 páginasNomenclatura de SoldagemThiago Oliveira de Sousa50% (2)
- Requisitos de Inspeção para Valvula de Segurança E-Ou Alivio-Rev1Documento12 páginasRequisitos de Inspeção para Valvula de Segurança E-Ou Alivio-Rev1GoldsteynAinda não há avaliações
- CP-S-501 Estruturas Metalicas Rev 12Documento25 páginasCP-S-501 Estruturas Metalicas Rev 12Cleber001Ainda não há avaliações
- N253 PETRO - Projeto de Vaso de Pressão PDFDocumento36 páginasN253 PETRO - Projeto de Vaso de Pressão PDFjonathan fernanAinda não há avaliações
- Normas de Qualificacao e FabricacaoDocumento25 páginasNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaAinda não há avaliações
- Iesa - Procedimento de Teste de EstanqueidadeDocumento4 páginasIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaAinda não há avaliações
- Redução Concêntrica Norma ANSI B16.9 Solda de Topo Schedule SCH Standard STD 40 80 XS 160 XXS em Aço Carbono ASTM A234 GR PDFDocumento1 páginaRedução Concêntrica Norma ANSI B16.9 Solda de Topo Schedule SCH Standard STD 40 80 XS 160 XXS em Aço Carbono ASTM A234 GR PDFAmanda100% (1)
- Critérios Estruturas MetálicasDocumento22 páginasCritérios Estruturas MetálicasAndré Luiz Nogueira100% (2)
- N-271 Contec Montagem de Tanque de Armazenamento: - PúblicoDocumento21 páginasN-271 Contec Montagem de Tanque de Armazenamento: - PúblicoRaphael Gomes GarciaAinda não há avaliações
- Comportamento de materiais e propriedades mecânicasDocumento10 páginasComportamento de materiais e propriedades mecânicasGilberto SilvaAinda não há avaliações
- N-1807 - Medição de RecalqueDocumento13 páginasN-1807 - Medição de RecalqueRodrigo CarneiroAinda não há avaliações
- Seleção de Aços pela Temperabilidade e Curvas JominyDocumento16 páginasSeleção de Aços pela Temperabilidade e Curvas Jominydouglas_2069Ainda não há avaliações
- N 0270 PDFDocumento70 páginasN 0270 PDFestradeiroAinda não há avaliações
- Fabricação de Tanques Cilindricos VerticaisDocumento19 páginasFabricação de Tanques Cilindricos VerticaisYohanan MachadoAinda não há avaliações
- Juntas Asme B16.20-2007Documento14 páginasJuntas Asme B16.20-2007Weberson CorreaAinda não há avaliações
- Válvula Gaveta de Aço Fundido e Forjado - EspecificaçãoDocumento18 páginasVálvula Gaveta de Aço Fundido e Forjado - EspecificaçãoMarcel Dandaro0% (1)
- N-115 Contec: 1 EmendaDocumento75 páginasN-115 Contec: 1 EmendaMadirley MadAinda não há avaliações
- Registro inspeção equipamento pressãoDocumento6 páginasRegistro inspeção equipamento pressãoThales KesslerAinda não há avaliações
- N 2163Documento40 páginasN 2163Alexandro Zambrana50% (2)
- Especificação técnica de materiais de tubulaçãoDocumento13 páginasEspecificação técnica de materiais de tubulaçãorafwebAinda não há avaliações
- Engenharia de DutosDocumento160 páginasEngenharia de Dutosflan-betoAinda não há avaliações
- CAESAR II Brochure PortugueseDocumento6 páginasCAESAR II Brochure PortugueseAtanasio0% (1)
- AneisDocumento7 páginasAneisrilinktradeAinda não há avaliações
- UW - ASME VIII Div 1Documento28 páginasUW - ASME VIII Div 1marcosAinda não há avaliações
- Abreviações para projetos industriaisDocumento14 páginasAbreviações para projetos industriaisSebastião Barbosa da Silva100% (1)
- Acabamento da face de contato do flange segundo padrão MSS-SP6Documento2 páginasAcabamento da face de contato do flange segundo padrão MSS-SP6Marcel DandaroAinda não há avaliações
- Acabamento da face de contato do flange segundo padrão MSS-SP6Documento2 páginasAcabamento da face de contato do flange segundo padrão MSS-SP6Marcel DandaroAinda não há avaliações
- Acabamento da face de contato do flange segundo padrão MSS-SP6Documento2 páginasAcabamento da face de contato do flange segundo padrão MSS-SP6Marcel DandaroAinda não há avaliações
- Inspeção em Vasos de Pressão: Histórico e Papel da InspeçãoDocumento147 páginasInspeção em Vasos de Pressão: Histórico e Papel da Inspeçãosaulo cruzAinda não há avaliações
- FundicaoDocumento42 páginasFundicaoLatícia Araujo100% (2)
- NBR 11096 2000 TerminologiaDocumento25 páginasNBR 11096 2000 TerminologiaSandro CrouceAinda não há avaliações
- FATEC-SP - Prof. Celio Zattoni - Materiais para Tubulação - Vol. 01Documento74 páginasFATEC-SP - Prof. Celio Zattoni - Materiais para Tubulação - Vol. 01Túlio Barata FrançaAinda não há avaliações
- NBR 13756 - Esquadrias de Aluminio - Guarnicao Elastomerica em EPDM para Vedacao - EspecificacaoDocumento8 páginasNBR 13756 - Esquadrias de Aluminio - Guarnicao Elastomerica em EPDM para Vedacao - EspecificacaoAylaMendonça100% (1)
- Tampos de Vasos de PressãoDocumento3 páginasTampos de Vasos de PressãoBruno281087100% (2)
- Contec Sc-15: Rev. A FEV / 2008Documento48 páginasContec Sc-15: Rev. A FEV / 2008ADIMILSON SILVA CABRALAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- IEIS Manutenção CaldeiraDocumento3 páginasIEIS Manutenção CaldeiraAbraão Rodrygues Sousa100% (1)
- Norma ABNT para testes de resistência de concretoDocumento29 páginasNorma ABNT para testes de resistência de concretoKimberley Holland100% (1)
- Plano de Solda Barragem MiringuavaDocumento19 páginasPlano de Solda Barragem MiringuavaMauro Martins Junior100% (1)
- Memória de Cálculo para Vaso Vertical de 6Documento18 páginasMemória de Cálculo para Vaso Vertical de 6Felipe Furtado100% (1)
- Catálogo BARRA ROSCADADocumento13 páginasCatálogo BARRA ROSCADARobson100% (1)
- N-2279 Inspeção Placa de OrificioDocumento15 páginasN-2279 Inspeção Placa de Orificioedcam13100% (1)
- Refrigeração - Cefet BaDocumento74 páginasRefrigeração - Cefet BaAnna Rafaela100% (1)
- N 2668Documento256 páginasN 2668Ricardo CurioniAinda não há avaliações
- N-1758 - Suportes PetrobrásDocumento100 páginasN-1758 - Suportes PetrobrásWenerson GhenesisAinda não há avaliações
- Controle de qualidade físicaDocumento51 páginasControle de qualidade físicaAna C CastroAinda não há avaliações
- Norma técnica PETROBRAS para projeto de tanque de armazenamento atmosféricoDocumento76 páginasNorma técnica PETROBRAS para projeto de tanque de armazenamento atmosféricoRaul Humberto Mora VillamizarAinda não há avaliações
- Ultrassom AsmeDocumento2 páginasUltrassom AsmeJoao Osmar CorreaAinda não há avaliações
- TCC - Fabricação e Montagem de Ponte RolanteDocumento72 páginasTCC - Fabricação e Montagem de Ponte RolanteEduardo CapelliAinda não há avaliações
- Procedimento para içamento de estruturas oceânicasDocumento13 páginasProcedimento para içamento de estruturas oceânicasrfelippe8733Ainda não há avaliações
- N 1823 PDFDocumento28 páginasN 1823 PDFEzequiel CastilhoniAinda não há avaliações
- NBR 7821 NB 89 - TanquesDocumento65 páginasNBR 7821 NB 89 - TanquesMichelleferreirasantAinda não há avaliações
- Vertedores e OrifíciosDocumento46 páginasVertedores e OrifíciosKássia De Paula Barbosa100% (1)
- Inspeção CaldeiraDocumento7 páginasInspeção CaldeiraJorginio GomesAinda não há avaliações
- Gabarito Consumíveis N2Documento7 páginasGabarito Consumíveis N2lks13Ainda não há avaliações
- Ensaios não destrutivos por partículas magnéticasDocumento12 páginasEnsaios não destrutivos por partículas magnéticasEzequiel CastilhoniAinda não há avaliações
- NR13 Caldeiras e Vasos de PressãoDocumento33 páginasNR13 Caldeiras e Vasos de PressãoEngenheiro Edimir Alves100% (1)
- N-1665 - Queimador - Folha de DadosDocumento12 páginasN-1665 - Queimador - Folha de DadosAntonioBalbinoAinda não há avaliações
- Implementação de IEISDocumento20 páginasImplementação de IEISClaudio SampaioAinda não há avaliações
- Asme IxDocumento30 páginasAsme IxJose Carlos Neves Barbosa100% (1)
- 012 - Montagem Dos Tanques VerticaisDocumento36 páginas012 - Montagem Dos Tanques VerticaisFábio Corrêa Inspetor100% (1)
- Tabela de Suportação para TubosDocumento34 páginasTabela de Suportação para TubosmarconelucenapereiraAinda não há avaliações
- Procedimento: Rev. D JAN / 2006Documento14 páginasProcedimento: Rev. D JAN / 2006naterodriguesAinda não há avaliações
- Catalogo Sede BrastecDocumento1 páginaCatalogo Sede BrastecMarcel DandaroAinda não há avaliações
- Equivalência de MateriaisDocumento4 páginasEquivalência de MateriaisMarcel DandaroAinda não há avaliações
- Válvula sanitária 2” dupla ação de ar e mola com sensor Reed switchDocumento5 páginasVálvula sanitária 2” dupla ação de ar e mola com sensor Reed switchMarcel DandaroAinda não há avaliações
- IT - 03 Seleção de MateriasDocumento3 páginasIT - 03 Seleção de MateriasMarcel DandaroAinda não há avaliações
- Indice Normas ISADocumento8 páginasIndice Normas ISAMarcel DandaroAinda não há avaliações
- Catalogo CARBINOX TubosDocumento16 páginasCatalogo CARBINOX TubosJohnny PetrisAinda não há avaliações
- Sae J500 EstriadosDocumento1 páginaSae J500 EstriadosMarcel DandaroAinda não há avaliações
- Catalogo CARBINOX TubosDocumento16 páginasCatalogo CARBINOX TubosJohnny PetrisAinda não há avaliações
- IT - 03 Seleção de MateriasDocumento3 páginasIT - 03 Seleção de MateriasMarcel DandaroAinda não há avaliações
- VRP PDFDocumento5 páginasVRP PDFPatrick MendonçaAinda não há avaliações
- Catalogo PDFDocumento14 páginasCatalogo PDFalexandre_mastroianoAinda não há avaliações
- Soldagem Do Aço Inoxidável2Documento19 páginasSoldagem Do Aço Inoxidável2Vino FerrariAinda não há avaliações
- FIS A MolasDocumento11 páginasFIS A MolasRafael MartinsAinda não há avaliações
- N-2368 D Fev 2006 - Inspeção, Manutenção, Calibração e Teste de Válvula de Segurança (PSV) Ou AlívioDocumento30 páginasN-2368 D Fev 2006 - Inspeção, Manutenção, Calibração e Teste de Válvula de Segurança (PSV) Ou Alívioxandyghomes100% (1)
- WCB - WC1Documento3 páginasWCB - WC1Marcel DandaroAinda não há avaliações
- Torneiro Mecanico Gab 2Documento8 páginasTorneiro Mecanico Gab 2Marcel DandaroAinda não há avaliações
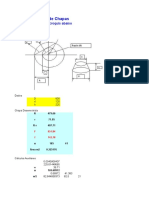
- Calculo Chapeu ChinesDocumento2 páginasCalculo Chapeu ChinesMarcel DandaroAinda não há avaliações
- Conversões de dureza e parâmetros de mediçãoDocumento40 páginasConversões de dureza e parâmetros de mediçãoMarcel DandaroAinda não há avaliações
- Esquema de pintura para equipamentos em aço sujeitos à umidadeDocumento8 páginasEsquema de pintura para equipamentos em aço sujeitos à umidadeMarcel DandaroAinda não há avaliações
- IT - 03 Seleção de MateriasDocumento3 páginasIT - 03 Seleção de MateriasMarcel DandaroAinda não há avaliações
- Cálculo DamperDocumento4 páginasCálculo DamperMarcel DandaroAinda não há avaliações
- VP20TS Datasheet PT 2021 02Documento8 páginasVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKAinda não há avaliações
- Cobre Eletrolítico C-110 propriedades e aplicaçõesDocumento4 páginasCobre Eletrolítico C-110 propriedades e aplicaçõesScarduelliAinda não há avaliações
- Influência de Tratamentos Térmicos Na Microestrutura E Propriedades Mecânicas Do Aço Sae 4140Documento12 páginasInfluência de Tratamentos Térmicos Na Microestrutura E Propriedades Mecânicas Do Aço Sae 4140Francisco SousalimaAinda não há avaliações
- Página 2Documento18 páginasPágina 2CRISTIANOAinda não há avaliações
- Têmpera e EsferoidizaçãoDocumento22 páginasTêmpera e EsferoidizaçãoNeto CateringerAinda não há avaliações
- D Slides Inspetor de Soldagem - Responsabilidade Do Inspetor DDocumento17 páginasD Slides Inspetor de Soldagem - Responsabilidade Do Inspetor DDione SouzaAinda não há avaliações
- Análise Da Influência Do Boro Na Temperabilidade de Aços CarbonoDocumento58 páginasAnálise Da Influência Do Boro Na Temperabilidade de Aços CarbonoVictor FontanaAinda não há avaliações
- Exercícios MetrologiaDocumento20 páginasExercícios Metrologiaheitor100% (3)
- NBR7671 - Arquivo para ImpressãoDocumento6 páginasNBR7671 - Arquivo para ImpressãoEric FernandesAinda não há avaliações
- Ensaios Materiais Tração DurezaDocumento40 páginasEnsaios Materiais Tração DurezaManuel AlmeidaAinda não há avaliações
- ASTM E140 Conversão de Durezas - En.ptDocumento25 páginasASTM E140 Conversão de Durezas - En.ptJoel JrAinda não há avaliações
- Relatorio de AgregadosDocumento27 páginasRelatorio de AgregadosBrunelle OliveiraAinda não há avaliações
- Pesquisa de Classe de Agressividade e ConcretoDocumento8 páginasPesquisa de Classe de Agressividade e Concretovictor dinizAinda não há avaliações
- 2019lista de Publicacao 01 A 31janDocumento3 páginas2019lista de Publicacao 01 A 31janAlay CostaAinda não há avaliações
- NBR 10845 - 1988 - Tubo de Poliester Reforçado Com Fibra deDocumento4 páginasNBR 10845 - 1988 - Tubo de Poliester Reforçado Com Fibra deZidson Arduim Ferreira100% (1)
- Desenho técnico de aeronaves: tipos de desenhos e elementosDocumento18 páginasDesenho técnico de aeronaves: tipos de desenhos e elementosYan RibeiroAinda não há avaliações
- 17 DiamanteDocumento23 páginas17 DiamantejjsAinda não há avaliações
- Análise de falha em dente de engrenagem revela causasDocumento18 páginasAnálise de falha em dente de engrenagem revela causasRaphael CruzAinda não há avaliações
- Ensaio de Dureza BrinellDocumento12 páginasEnsaio de Dureza BrinellJocasta Oliveira MacielAinda não há avaliações
- Ensaios em componentes para calçadosDocumento5 páginasEnsaios em componentes para calçadosgugu_msAinda não há avaliações
- Ensaio de Tração Aço 1020Documento17 páginasEnsaio de Tração Aço 1020Cli SantosAinda não há avaliações