Você também pode gostar
- Sol-I-02 Liquidos Penetrantes Rev 4Documento8 páginasSol-I-02 Liquidos Penetrantes Rev 4Daniel MojarrazAinda não há avaliações
- Sol-I-01 Rev7 Inspección VisualDocumento11 páginasSol-I-01 Rev7 Inspección VisualDaniel Mojarraz100% (1)
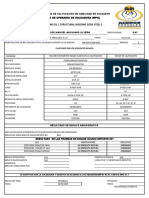
- WPQ Certificados de SoldadoresDocumento15 páginasWPQ Certificados de SoldadoresDaniel MojarrazAinda não há avaliações
- Calificacion de SoldadoresDocumento12 páginasCalificacion de SoldadoresDaniel Mojarraz100% (3)
- Anexo 07 Rev. 01 (Objetivos de Calidad)Documento2 páginasAnexo 07 Rev. 01 (Objetivos de Calidad)Daniel MojarrazAinda não há avaliações
- Quimica 10° Guia AbrilDocumento10 páginasQuimica 10° Guia AbrilJorge M BolañoAinda não há avaliações
- AnilinaDocumento9 páginasAnilinaAntonio Aviles GudiñoAinda não há avaliações
- Capitulo 4 (Agua para Mezclado) ActDocumento10 páginasCapitulo 4 (Agua para Mezclado) ActKevin ZaldañaAinda não há avaliações
- Expoferia Yo ConstructorDocumento10 páginasExpoferia Yo ConstructorJorge QuispeAinda não há avaliações
- Minerales de ArcillaDocumento9 páginasMinerales de ArcillaMartin GonzalezAinda não há avaliações
- Guia de CienciaDocumento10 páginasGuia de CienciaMey CortezAinda não há avaliações
- Cuestionario para Evaluacion Incendios y ExplosionesDocumento2 páginasCuestionario para Evaluacion Incendios y ExplosionesZaira HoriaAinda não há avaliações
- Matrices Colector PluvialDocumento36 páginasMatrices Colector PluvialYelice RendonAinda não há avaliações
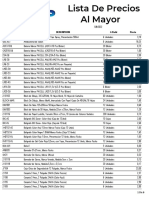
- Lista de Precio Mayor VSP-3Documento6 páginasLista de Precio Mayor VSP-3Livia De aguiarAinda não há avaliações
- El Hidrógeno y Los Gases NoblesDocumento10 páginasEl Hidrógeno y Los Gases NoblesVictor NievesAinda não há avaliações
- Taller No. 1. - Fundamnetos de CostosDocumento5 páginasTaller No. 1. - Fundamnetos de CostosPedroAntonioSaavedraTorresAinda não há avaliações
- Termolita TermocretDocumento2 páginasTermolita TermocretPeluchin Téllez0% (1)
- Informe Final MetodosDocumento68 páginasInforme Final MetodosAnahy RamirezAinda não há avaliações
- Lab. N 5 Obtencion de AcetonaDocumento7 páginasLab. N 5 Obtencion de AcetonaAlisohn Andrea Cutiño Lima67% (3)
- Ejemplo - Marchas AnalíticasDocumento15 páginasEjemplo - Marchas Analíticascelia Gutiérrez MamaniAinda não há avaliações
- Cementacion y Tipos de Cemento (Backer Hugues)Documento7 páginasCementacion y Tipos de Cemento (Backer Hugues)Belen CastroAinda não há avaliações
- Guía Ejercicios 1 Concepto Materia Unidades de MedidaDocumento4 páginasGuía Ejercicios 1 Concepto Materia Unidades de MedidafranciscoAinda não há avaliações
- Análisis de Precio UnitarioDocumento96 páginasAnálisis de Precio UnitarioCarlos EnriqueAinda não há avaliações
- Hoja Tecnica Nytro - LibraDocumento1 páginaHoja Tecnica Nytro - LibraBre Cuari100% (1)
- Cobreado BasicoDocumento9 páginasCobreado BasicoRosa VasquezAinda não há avaliações
- Formulacion 4 EsoDocumento14 páginasFormulacion 4 EsoBriam RamonAinda não há avaliações
- Reporte Ley de Corte - 2019Documento13 páginasReporte Ley de Corte - 2019Paulo Francisco GutierrezAinda não há avaliações
- Patologia y Reparacion Del Concreto 2018Documento86 páginasPatologia y Reparacion Del Concreto 2018jorgelozano100% (2)
- Ra-28 Modificado Norma Nrf-053-Pemex - 2006Documento6 páginasRa-28 Modificado Norma Nrf-053-Pemex - 2006Omar Neftali PzAinda não há avaliações
- Thyssen Group PDFDocumento8 páginasThyssen Group PDFLionel CarlosAinda não há avaliações
- Losas Nervadas en Dos Direcciones Grupo 6Documento30 páginasLosas Nervadas en Dos Direcciones Grupo 6Roddy Vicente100% (2)
- 151 205.conducción Catálogo General Coproven 2018 19Documento55 páginas151 205.conducción Catálogo General Coproven 2018 19ValentínAinda não há avaliações
- Clasificacion Arancelaria - Rojas - Arcos - C2.1Documento15 páginasClasificacion Arancelaria - Rojas - Arcos - C2.1Maricielo Rojas ArcosAinda não há avaliações
- Modulo03-Procesos de Unión y Corte de MetalesDocumento48 páginasModulo03-Procesos de Unión y Corte de MetalesTatiana MerchanAinda não há avaliações
- Activividad Nivelacion - Clasificación MateriaDocumento2 páginasActivividad Nivelacion - Clasificación MateriaWilmer Alfredo RodríguezAinda não há avaliações