Você também pode gostar
- Tema 4. Geo 9. Medida de ÁngulosDocumento3 páginasTema 4. Geo 9. Medida de Ángulosdaniel caceresAinda não há avaliações
- Tema 4. Geo 9. Medida de ÁngulosDocumento3 páginasTema 4. Geo 9. Medida de Ángulosdaniel caceresAinda não há avaliações
- Tema 4. Geo 9. Medida de ÁngulosDocumento3 páginasTema 4. Geo 9. Medida de Ángulosdaniel caceresAinda não há avaliações
- Actividad Unidad 2 LacteosDocumento8 páginasActividad Unidad 2 Lacteosdaniel caceresAinda não há avaliações
- Tema 4. Geo 9. Medida de ÁngulosDocumento3 páginasTema 4. Geo 9. Medida de Ángulosdaniel caceresAinda não há avaliações
- Tema 4. Geo 9. Medida de ÁngulosDocumento3 páginasTema 4. Geo 9. Medida de Ángulosdaniel caceresAinda não há avaliações
- Tema 4. Geo 9. Medida de ÁngulosDocumento3 páginasTema 4. Geo 9. Medida de Ángulosdaniel caceresAinda não há avaliações
- Actividad CalibracionDocumento8 páginasActividad Calibraciondaniel caceresAinda não há avaliações
- RacionalismoDocumento2 páginasRacionalismodaniel caceresAinda não há avaliações
- Estudio de Caso #4Documento6 páginasEstudio de Caso #4daniel caceresAinda não há avaliações
- EL HACCP EficaciaDocumento1 páginaEL HACCP Eficaciadaniel caceresAinda não há avaliações
- Funcion de La PupilaDocumento3 páginasFuncion de La Pupiladaniel caceresAinda não há avaliações
- Cuando Se Pretende Conocer El Estado Microbiológico de Un Sistema Solo Podemos Analizar Una Pequeña Parte Del MismoDocumento3 páginasCuando Se Pretende Conocer El Estado Microbiológico de Un Sistema Solo Podemos Analizar Una Pequeña Parte Del Mismodaniel caceresAinda não há avaliações
- Foro TrazabilidadDocumento2 páginasForo Trazabilidaddaniel caceresAinda não há avaliações
- Lista de Chequeo BPMDocumento1 páginaLista de Chequeo BPMdaniel caceresAinda não há avaliações
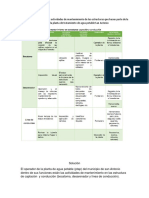
- Cuadro Actividad de MonitoreoDocumento2 páginasCuadro Actividad de Monitoreodaniel caceresAinda não há avaliações
- Normas Basicas de LaboratorioDocumento3 páginasNormas Basicas de Laboratoriodaniel caceresAinda não há avaliações
- Toma de muestras microbiológicas: aspectos clave para análisis bacteriológicoDocumento31 páginasToma de muestras microbiológicas: aspectos clave para análisis bacteriológicodaniel caceresAinda não há avaliações
- CuracionesDocumento27 páginasCuracionesdaniel caceres100% (1)
- Empresa de Lácteos JJ CaribeDocumento1 páginaEmpresa de Lácteos JJ Caribedaniel caceresAinda não há avaliações
- Empresa de Lácteos JJ CaribeDocumento1 páginaEmpresa de Lácteos JJ Caribedaniel caceresAinda não há avaliações
- Plan de Gestión Integral de Residuos Peligrosos Josedc Actv..2Documento11 páginasPlan de Gestión Integral de Residuos Peligrosos Josedc Actv..2daniel caceresAinda não há avaliações
- Ahorro de Energia ElectricaDocumento13 páginasAhorro de Energia Electricadaniel caceresAinda não há avaliações
- El EstructuralismoDocumento1 páginaEl Estructuralismodaniel caceresAinda não há avaliações
- El Ojo HumanoDocumento20 páginasEl Ojo Humanodaniel caceresAinda não há avaliações
- CitologíaDocumento1 páginaCitologíadaniel caceresAinda não há avaliações
- Formato Normas ICONTECDocumento25 páginasFormato Normas ICONTECLiliana Rocio Sanabria TotaitiveAinda não há avaliações
- Ciencias Naturales y Educacion Ambiental - 02!01!2018 - Per4 - MananaDocumento8 páginasCiencias Naturales y Educacion Ambiental - 02!01!2018 - Per4 - Mananadaniel caceresAinda não há avaliações
- Desde La Cavidad Bucal Al Estómago o La Porción Proximal Del Intestino Delgado para Su Posterior Absorción. para Llegar A LaDocumento5 páginasDesde La Cavidad Bucal Al Estómago o La Porción Proximal Del Intestino Delgado para Su Posterior Absorción. para Llegar A Ladaniel caceresAinda não há avaliações
- Claves CGBVP 2020Documento1 páginaClaves CGBVP 2020Paola Azucena SalasAinda não há avaliações
- Curiosidades de Los Discos DurosDocumento2 páginasCuriosidades de Los Discos DurosAngel Alejo FerrufinoAinda não há avaliações
- Análisis Pragmático, ArtículoDocumento4 páginasAnálisis Pragmático, ArtículoNoel :'vAinda não há avaliações
- Informe de Practicas PreprofesionalesDocumento15 páginasInforme de Practicas PreprofesionalesV. Yelsin Conde LabioAinda não há avaliações
- Ventiladores SiemensDocumento8 páginasVentiladores SiemensLEONARDOPARRA67% (3)
- Unidad 3Documento18 páginasUnidad 3Eloisa OvandoAinda não há avaliações
- Reglas de Netiqueta ResumenDocumento2 páginasReglas de Netiqueta ResumenJuanita Amaya BAinda não há avaliações
- Gg-pr-01 Procedimiento Gestión GerencialDocumento10 páginasGg-pr-01 Procedimiento Gestión Gerenciallady varonAinda não há avaliações
- Desarrollo de Talento HumanoDocumento25 páginasDesarrollo de Talento HumanoDarwin DiazAinda não há avaliações
- Prevencion de Riesgos en La MineriaDocumento46 páginasPrevencion de Riesgos en La MineriaMauricio Alejandro Diaz Apey100% (2)
- Programa Microecomía 2019-2Documento7 páginasPrograma Microecomía 2019-2anon_109477854Ainda não há avaliações
- Proceso captación selección personal empresaDocumento4 páginasProceso captación selección personal empresaYaryAinda não há avaliações
- Decreto 208-16: Jubilación y Pensión A 2,356 Servidores Públicos Del IDSSDocumento68 páginasDecreto 208-16: Jubilación y Pensión A 2,356 Servidores Públicos Del IDSSGobierno Danilo Medina91% (11)
- Los MOOCDocumento12 páginasLos MOOCJessica Nohemi0% (1)
- Recursos educativos UNAD para Teoría de SistemasDocumento2 páginasRecursos educativos UNAD para Teoría de Sistemasmartha rinconAinda não há avaliações
- MATRIZDocumento2 páginasMATRIZJosé Miguel Gonzalez PihuaveAinda não há avaliações
- Juego, Deporte y SociedadDocumento53 páginasJuego, Deporte y SociedadVevi Do100% (1)
- Función Polinómica de Grado 2Documento4 páginasFunción Polinómica de Grado 2balcucho616563100% (3)
- Ficha de EstudianteDocumento7 páginasFicha de EstudianteJandry CAsqueteAinda não há avaliações
- Informe TopograficoDocumento7 páginasInforme TopograficoEdison Toto Olivares GarciaAinda não há avaliações
- Procedimiento de Asentado de LadrilloDocumento8 páginasProcedimiento de Asentado de LadrilloAlexander CheroAinda não há avaliações
- PG-GG-PR-001 Procedimiento Autoridad y ResponsabilidadDocumento6 páginasPG-GG-PR-001 Procedimiento Autoridad y ResponsabilidadWILDREY STIVEN ESTRADA LOPEZAinda não há avaliações
- Actividad Practica s2Documento2 páginasActividad Practica s2Lenny Lama OlayaAinda não há avaliações
- Prueba de Biología sobre Mitosis y MeiosisDocumento4 páginasPrueba de Biología sobre Mitosis y MeiosisbazmeAinda não há avaliações
- Huesos Frescos PDFDocumento42 páginasHuesos Frescos PDFGonzalo MunAinda não há avaliações
- Inf Complejidad y Contradiccion en La Arquitectura PosmodernaDocumento7 páginasInf Complejidad y Contradiccion en La Arquitectura PosmodernaljbullabAinda não há avaliações
- Malditas MatematicasDocumento19 páginasMalditas MatematicasMiguel Larios HerreraAinda não há avaliações
- Editores de Texto Vi, Vim y EmacsDocumento9 páginasEditores de Texto Vi, Vim y EmacsNely Jimnz BAinda não há avaliações
- El modelo transteórico del cambio de Prochaska y DiClementeDocumento27 páginasEl modelo transteórico del cambio de Prochaska y DiClementeFabiana Quintero100% (1)