Você também pode gostar
- Sae Spec For Steel Shot & GritDocumento3 páginasSae Spec For Steel Shot & Gritsanoopvk100% (1)
- Shin CombinedDocumento29 páginasShin CombinedAce Ace100% (1)
- Coating Control FormDocumento23 páginasCoating Control FormMasjhonAinda não há avaliações
- Random Products Bonded Arbasives CatalogDocumento42 páginasRandom Products Bonded Arbasives Catalogmo2ls100% (1)
- Testex Tape Product Data Sheet 122Documento2 páginasTestex Tape Product Data Sheet 122Bash MatAinda não há avaliações
- Steel Surface Defects Diagnosis and CureDocumento19 páginasSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- 00-Appointments Processing Checklist BlankDocumento2 páginas00-Appointments Processing Checklist BlankZham DawilaAinda não há avaliações
- Optimization Waterbase Paint PDFDocumento12 páginasOptimization Waterbase Paint PDFtimotius100% (1)
- Coating StandartDocumento15 páginasCoating StandartJandy PratamaAinda não há avaliações
- Salt TestDocumento16 páginasSalt Testم.ذكى فضل ذكى100% (1)
- Coating International StandardsDocumento2 páginasCoating International StandardsAhmed AliAinda não há avaliações
- Fundamentals of Waterborne Resin TechnologyDocumento4 páginasFundamentals of Waterborne Resin TechnologyvaducAinda não há avaliações
- Rust Grades Rust Grades Rust Grades Rust GradesDocumento31 páginasRust Grades Rust Grades Rust Grades Rust GradesΕύη ΣαλταAinda não há avaliações
- Inspection Check List 2Documento34 páginasInspection Check List 2r.devendranAinda não há avaliações
- CorrosionDocumento14 páginasCorrosionChalakAhmedAinda não há avaliações
- Paint Types - Important NotesDocumento3 páginasPaint Types - Important Notesmushroom0320Ainda não há avaliações
- Glossary of Paint Defect TermsDocumento7 páginasGlossary of Paint Defect Terms4romi89Ainda não há avaliações
- Surface Preparation Standards For Steel Substrates A Critical ReviewDocumento5 páginasSurface Preparation Standards For Steel Substrates A Critical ReviewJoseph Darwin Zion100% (1)
- Surface Preparation Standards - ComparasionDocumento4 páginasSurface Preparation Standards - ComparasiontaiAinda não há avaliações
- SSPC Standards Update PresentationDocumento30 páginasSSPC Standards Update PresentationAnbalagan Ravichandran100% (1)
- Painting of Structure Piping Equipment 22Documento5 páginasPainting of Structure Piping Equipment 22Saurabh Kumar VermaAinda não há avaliações
- Comprehending Pull-Off Adhesion TestingDocumento5 páginasComprehending Pull-Off Adhesion Testingzavisa2Ainda não há avaliações
- Coating Thickness Measurement and Material AnalysisDocumento61 páginasCoating Thickness Measurement and Material AnalysisEdwin OsogoAinda não há avaliações
- 1468 Water Soluble Salts Bresle Method Iso 8509Documento2 páginas1468 Water Soluble Salts Bresle Method Iso 8509osgamAinda não há avaliações
- Amine Blush+Bloom Explained - Dow BulletinDocumento5 páginasAmine Blush+Bloom Explained - Dow BulletinPhilip La Trobe100% (2)
- Cross Cut Adhesion Test Basic Cutter m44Documento4 páginasCross Cut Adhesion Test Basic Cutter m44Madidj_2014Ainda não há avaliações
- 5 Things Surface Prep 1Documento40 páginas5 Things Surface Prep 1Jesus De la RosaAinda não há avaliações
- SSPC Paint 22 Nov 2004 PDFDocumento6 páginasSSPC Paint 22 Nov 2004 PDFMuhammad PervaizAinda não há avaliações
- Repairing HDG ProductsDocumento1 páginaRepairing HDG ProductsZMC100% (1)
- Paint Technical TrainingDocumento100 páginasPaint Technical TrainingLakshan FonsekaAinda não há avaliações
- Summary of Main Changes For Applicators and SpecifiersDocumento20 páginasSummary of Main Changes For Applicators and Specifiersمحمد مقلدAinda não há avaliações
- 1.2.4 HDG - Painting Issues PDFDocumento2 páginas1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Ainda não há avaliações
- G16S-0205-01 - Repair Hot Drip Galv SurfaceDocumento5 páginasG16S-0205-01 - Repair Hot Drip Galv Surfacepuwarin naja100% (1)
- GAMESA Handbook Hempel 024 en Rev5 June2016Documento47 páginasGAMESA Handbook Hempel 024 en Rev5 June2016asim alok swain100% (2)
- Paint Testing ChartDocumento39 páginasPaint Testing ChartAudrey Patrick Kalla0% (1)
- Coatings Bro PDFDocumento8 páginasCoatings Bro PDFMBastawyAinda não há avaliações
- January - 2021 - FinalDocumento13 páginasJanuary - 2021 - FinalMohammed FasilAinda não há avaliações
- Coverage Spreading Rate and Paint Consumption Calculations 01nov2022Documento4 páginasCoverage Spreading Rate and Paint Consumption Calculations 01nov2022Tirumala PrasadAinda não há avaliações
- SSPC Pa1 PDFDocumento14 páginasSSPC Pa1 PDFAnonymous zia5og7psAinda não há avaliações
- Paint TerminologyDocumento9 páginasPaint TerminologyKAMAL BEHLAinda não há avaliações
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Documento17 páginasDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- Concrete Scaling - A Critical ReviewDocumento41 páginasConcrete Scaling - A Critical ReviewsatpalAinda não há avaliações
- FBE Testleri - DeFelskoDocumento54 páginasFBE Testleri - DeFelskoÖzgür TuştaşAinda não há avaliações
- 15.07.31 FAQ - Frequently Ask Question To NORSOK M650 Rev 4 PDFDocumento21 páginas15.07.31 FAQ - Frequently Ask Question To NORSOK M650 Rev 4 PDFdang2172014Ainda não há avaliações
- ASTM D 714 - 87 r00Documento6 páginasASTM D 714 - 87 r00Abi PutraAinda não há avaliações
- Failure Analysis Paint CoatingDocumento37 páginasFailure Analysis Paint CoatingPNG Apollohx100% (2)
- Paint ApplicationDocumento4 páginasPaint ApplicationSteven FlynnAinda não há avaliações
- Paint Failures Library - PPT (Read-Only)Documento75 páginasPaint Failures Library - PPT (Read-Only)Elhusseiny FoudaAinda não há avaliações
- Painting EquivalentDocumento2 páginasPainting EquivalentErica HerreraAinda não há avaliações
- Coatings Knowledge, Basic Paint Technology - HMG Paints LimitedDocumento3 páginasCoatings Knowledge, Basic Paint Technology - HMG Paints LimitedShyam Yadav0% (1)
- Manual de CorrosionDocumento36 páginasManual de CorrosionCristian CisternasAinda não há avaliações
- 1411 - Explanation To Product Data SheetsDocumento0 página1411 - Explanation To Product Data SheetseraswastaAinda não há avaliações
- Commented - FZV Painting Specification-2019Documento41 páginasCommented - FZV Painting Specification-2019Raj100% (1)
- Paint Technology Diploma Course AssignmentDocumento11 páginasPaint Technology Diploma Course AssignmentAnonymous UdYX3bAinda não há avaliações
- Hempel Brochure On Imo - PSPCDocumento12 páginasHempel Brochure On Imo - PSPCislimaAinda não há avaliações
- Paint Defects Troubleshooting GuideDocumento22 páginasPaint Defects Troubleshooting GuidecristiAinda não há avaliações
- Paint Defects 1: (1) Cratering (2) Dust (Nibs) (3) Orange Peel (4) Sagging (5) Poor OpacityDocumento17 páginasPaint Defects 1: (1) Cratering (2) Dust (Nibs) (3) Orange Peel (4) Sagging (5) Poor Opacityerharsingh100% (1)
- Instructions Dust TestDocumento4 páginasInstructions Dust TestÖzhan ÖzkanAinda não há avaliações
- 10 - Chapter 2 PDFDocumento13 páginas10 - Chapter 2 PDFpavan4samudralaAinda não há avaliações
- 139157-882132 Smt2p2lentztonyDocumento8 páginas139157-882132 Smt2p2lentztonybhf_86Ainda não há avaliações
- Duty Roster Quality Control CRM: Shift Schedule For Slitter / CTL Quality (April 2019 Onwards)Documento1 páginaDuty Roster Quality Control CRM: Shift Schedule For Slitter / CTL Quality (April 2019 Onwards)Waqas RajaAinda não há avaliações
- GalvanizedDocumento20 páginasGalvanizedWaqas RajaAinda não há avaliações
- Iso Viewer System: Qms Manual Hse Manual Qms Procedures Hse Procedures Qms Work InstructionsDocumento2 páginasIso Viewer System: Qms Manual Hse Manual Qms Procedures Hse Procedures Qms Work InstructionsWaqas RajaAinda não há avaliações
- Determining The Inclusion or Second-Phase Constituent Content of Metals by Automatic Image AnalysisDocumento8 páginasDetermining The Inclusion or Second-Phase Constituent Content of Metals by Automatic Image AnalysisWaqas RajaAinda não há avaliações
- Preparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelDocumento5 páginasPreparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelWaqas RajaAinda não há avaliações
- Preparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelDocumento5 páginasPreparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelWaqas RajaAinda não há avaliações
- E 407 PDFDocumento21 páginasE 407 PDFWaqas RajaAinda não há avaliações
- Airworthiness Notice: Registration / Change of Ownership / Possession of Aircraft in PakistanDocumento5 páginasAirworthiness Notice: Registration / Change of Ownership / Possession of Aircraft in PakistanWaqas RajaAinda não há avaliações
- Training On Metallography PDFDocumento109 páginasTraining On Metallography PDFWaqas RajaAinda não há avaliações
- Notched Bar Impact Testing of Metallic Materials: Standard Test Methods ForDocumento25 páginasNotched Bar Impact Testing of Metallic Materials: Standard Test Methods ForWaqas RajaAinda não há avaliações
- Aircraft FamiliarizationDocumento20 páginasAircraft FamiliarizationWaqas Raja100% (1)
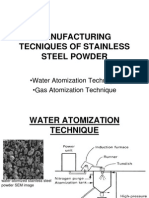
- Manufacturing Tecniques of Stainless Steel Powder: - Water Atomization Technique - Gas Atomization TechniqueDocumento6 páginasManufacturing Tecniques of Stainless Steel Powder: - Water Atomization Technique - Gas Atomization TechniqueWaqas RajaAinda não há avaliações
- Thermal Fluid Assignment: Nozzles and DiffusersDocumento5 páginasThermal Fluid Assignment: Nozzles and DiffusersWaqas RajaAinda não há avaliações
- Admission Test Booklet PDFDocumento62 páginasAdmission Test Booklet PDFWaqas RajaAinda não há avaliações
- Design, Selection & Characterisation of Engineering Materials (My-407)Documento13 páginasDesign, Selection & Characterisation of Engineering Materials (My-407)Waqas RajaAinda não há avaliações
- Soft SuedeDocumento3 páginasSoft SuedeMakv2lisAinda não há avaliações
- Scoil Mhuire Clane - Autumn 2011Documento40 páginasScoil Mhuire Clane - Autumn 2011gerrymcgowanAinda não há avaliações
- Transformers Classics UK Vol. 4 PreviewDocumento44 páginasTransformers Classics UK Vol. 4 PreviewGraphic PolicyAinda não há avaliações
- Question For Machine Parts and Their FunctionDocumento4 páginasQuestion For Machine Parts and Their FunctionNitta MallikAinda não há avaliações
- Indian Heritage Project - NewDocumento16 páginasIndian Heritage Project - NewvijayAinda não há avaliações
- Embed Reading Blanks For PTEDocumento60 páginasEmbed Reading Blanks For PTEDevika Subbaiah0% (1)
- Demo Finals Na To LPDocumento7 páginasDemo Finals Na To LPalvin gilig100% (2)
- A Parable Painter of InaDocumento1 páginaA Parable Painter of InaAna Roble0% (1)
- Reading Comprehension Strategies Assignment 3Documento3 páginasReading Comprehension Strategies Assignment 3api-296844905Ainda não há avaliações
- Raster Vs Vector AssignmentDocumento24 páginasRaster Vs Vector Assignmentapi-237366460Ainda não há avaliações
- THK Paint Defects GB PDFDocumento24 páginasTHK Paint Defects GB PDFmaddyAinda não há avaliações
- B2 Stage of WorkDocumento33 páginasB2 Stage of WorkPhani PitchikaAinda não há avaliações
- Proposed Government OfficesDocumento3 páginasProposed Government OfficesRaymond LohAinda não há avaliações
- Biagioli - Galileo The Emblem MakerDocumento30 páginasBiagioli - Galileo The Emblem MakerSPGSAinda não há avaliações
- BDJC B B Herringbone FlowersDocumento5 páginasBDJC B B Herringbone Flowerscamicarmella100% (4)
- BGAS Qustins-1Documento40 páginasBGAS Qustins-1Shyam Sundar GayenAinda não há avaliações
- Pixel ArtDocumento2 páginasPixel ArtLoniAinda não há avaliações
- Landscapes Black & White Fine-Art: Words & Pictures: Lee FrostDocumento4 páginasLandscapes Black & White Fine-Art: Words & Pictures: Lee Frostsigit permadiAinda não há avaliações
- Study Guide: American Indian Dance With Eddie MadrilDocumento26 páginasStudy Guide: American Indian Dance With Eddie MadrilmontalvoartsAinda não há avaliações
- Surrealist Cinema, A Revolutionary MovementDocumento3 páginasSurrealist Cinema, A Revolutionary MovementCherry Yu100% (1)
- Chhatri Element in The Mughal ArchitectuDocumento10 páginasChhatri Element in The Mughal ArchitectuZain ZulfiqarAinda não há avaliações
- Photography - Flash Sync PDFDocumento2 páginasPhotography - Flash Sync PDFNithin KalorthAinda não há avaliações
- May Davis PortfolioDocumento38 páginasMay Davis PortfolioSilent SentinelAinda não há avaliações
- Skima Markah Akhir 2015Documento8 páginasSkima Markah Akhir 2015Mohd Karafi Md SallehAinda não há avaliações
- Color Theory Research PresentationDocumento27 páginasColor Theory Research PresentationMadison ToddAinda não há avaliações
- Technical Manual of Ytong Block 2014Documento34 páginasTechnical Manual of Ytong Block 2014tsapoutshis100% (3)
- Capitol Box Art BrochureDocumento2 páginasCapitol Box Art BrochureABC10Ainda não há avaliações
- Artist: Directions: Answer The Following Questions Regarding Your Own Knowledge and Experiences. WriteDocumento5 páginasArtist: Directions: Answer The Following Questions Regarding Your Own Knowledge and Experiences. WritePrincess Tin PalerAinda não há avaliações
- PU007 HarewoodhousewallpaperDocumento9 páginasPU007 HarewoodhousewallpapermallettantiquesAinda não há avaliações
- SiddharthanagarDocumento2 páginasSiddharthanagarmanish acharyaAinda não há avaliações