Você também pode gostar
- Weld Like a Pro: Beginning to Advanced TechniquesNo EverandWeld Like a Pro: Beginning to Advanced TechniquesNota: 4.5 de 5 estrelas4.5/5 (6)
- Grinding Overview: Machinist Grinder Interview Questions and AnswersNo EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersAinda não há avaliações
- Training ReportDocumento18 páginasTraining ReportSachin ShikotraAinda não há avaliações
- Mahindra Gears Transmiision Training ReportDocumento32 páginasMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- Internship Report ST EngDocumento38 páginasInternship Report ST Engyasar aliAinda não há avaliações
- Heavy Mechanical ComplexDocumento67 páginasHeavy Mechanical ComplexSyed Bukhari100% (1)
- Report On Metal FabricationDocumento48 páginasReport On Metal Fabricationdj170263% (8)
- PrefaceDocumento10 páginasPrefaceVũ Đức ThắngAinda não há avaliações
- Different Types of Manufacturing Processes, Their Advantages, Disadvantages and Ideal Applications Blog - MechGuruDocumento4 páginasDifferent Types of Manufacturing Processes, Their Advantages, Disadvantages and Ideal Applications Blog - MechGuruvsdeepakchandra0% (1)
- Mahindra Gears Transmiision Training Report PDFDocumento32 páginasMahindra Gears Transmiision Training Report PDFsukhpal choudharyAinda não há avaliações
- Cutting Tool Technology - Mubashir UsmanDocumento26 páginasCutting Tool Technology - Mubashir UsmanM.FakharAinda não há avaliações
- Internship at DawlanceDocumento12 páginasInternship at DawlanceZohaib IslamAinda não há avaliações
- To Study Faults and Defects in Diesel Fire Casting Machine PDFDocumento26 páginasTo Study Faults and Defects in Diesel Fire Casting Machine PDFChirag KundaliyaAinda não há avaliações
- A Internship Report On (Shreyas)Documento33 páginasA Internship Report On (Shreyas)shreyasAinda não há avaliações
- Dawlance Internship ReportDocumento48 páginasDawlance Internship ReportSmart IsheruqAinda não há avaliações
- A Internship Report On (Shreyas) PDFDocumento33 páginasA Internship Report On (Shreyas) PDFshreyasAinda não há avaliações
- Basic Machining Processes ReportDocumento11 páginasBasic Machining Processes Reportedgarinox.davidAinda não há avaliações
- Basic Machining Processes ReportDocumento11 páginasBasic Machining Processes Reportedgarinox.davidAinda não há avaliações
- Machining CourseworkDocumento10 páginasMachining CourseworkJethro JeyarajAinda não há avaliações
- Six Week Industrial Training AT Hindustan Machine Tool Limited (HMT) PinjoreDocumento34 páginasSix Week Industrial Training AT Hindustan Machine Tool Limited (HMT) PinjoreprateekAinda não há avaliações
- Industrial Trainning Report at BMTFDocumento10 páginasIndustrial Trainning Report at BMTFJunayed HasanAinda não há avaliações
- Ashish Saluja 15B00017 For-2Documento13 páginasAshish Saluja 15B00017 For-2Vishal JaiswalAinda não há avaliações
- Training PPT 18001004028Documento18 páginasTraining PPT 18001004028Mandeep TanwarAinda não há avaliações
- IC348 Yuen Wai Ying Individual ReportDocumento12 páginasIC348 Yuen Wai Ying Individual ReportEunice YuenAinda não há avaliações
- Summer Training AT HMT MACHINE TOOLSDocumento30 páginasSummer Training AT HMT MACHINE TOOLSarpit nagpalAinda não há avaliações
- Training Report Loco WorkshopDocumento57 páginasTraining Report Loco WorkshopKartica ChouhanAinda não há avaliações
- Sheet Metal ReportDocumento12 páginasSheet Metal ReportnfatihahAinda não há avaliações
- GrindingDocumento6 páginasGrindingrealexplorerAinda não há avaliações
- Well Com To My Final Presentation On Akaki Basic Metal IndustryDocumento31 páginasWell Com To My Final Presentation On Akaki Basic Metal IndustryyalewTeferi86% (7)
- Project On Tool Consumption in Hero Cycles in Rim PlantDocumento14 páginasProject On Tool Consumption in Hero Cycles in Rim Plantsharanjeet4uAinda não há avaliações
- Mini Belt Grinder Project Jounal 4Documento3 páginasMini Belt Grinder Project Jounal 41DS19ME136-Shivam KumarAinda não há avaliações
- Sheet Metal Cutting111111Documento60 páginasSheet Metal Cutting111111Mintesnot AdeAinda não há avaliações
- Study and Improvement of Small Scale Industry SystemDocumento10 páginasStudy and Improvement of Small Scale Industry SystemRajneesh SinghAinda não há avaliações
- HMT Pinjore HaryanaDocumento12 páginasHMT Pinjore HaryanaAnurag KumarAinda não há avaliações
- Project at Site 8 Weeks-Sunil SharmaDocumento36 páginasProject at Site 8 Weeks-Sunil SharmaRakesh MahawarAinda não há avaliações
- Brahmos Aerospace Thiruvananthapuram LimitedDocumento23 páginasBrahmos Aerospace Thiruvananthapuram LimitedRohan Baby-MathewsAinda não há avaliações
- Purpose of Internship: TH THDocumento16 páginasPurpose of Internship: TH THSyeda Habib Unnisa100% (1)
- HMTDocumento6 páginasHMTHarshmani GuptaAinda não há avaliações
- Small Arms and Ammunition Factory: C-09 ShopDocumento7 páginasSmall Arms and Ammunition Factory: C-09 ShopAnis BadshahAinda não há avaliações
- Casting Process Report by SavanDocumento44 páginasCasting Process Report by Savanसावन हिहोरीया70% (27)
- Report On Sheet Metal FabricationDocumento30 páginasReport On Sheet Metal FabricationM.A.K. S. Pathan97% (34)
- Engineering Journal::Review On Cold Rolling Mill Roll DeformationDocumento8 páginasEngineering Journal::Review On Cold Rolling Mill Roll DeformationEngineering JournalAinda não há avaliações
- Industrial Project Report: AbstractDocumento3 páginasIndustrial Project Report: AbstractMuhammad SanaAinda não há avaliações
- ENG218-Technology and Theory Practice - FILE-11-889Documento5 páginasENG218-Technology and Theory Practice - FILE-11-889Fere GodspowerAinda não há avaliações
- ME-352 CEP Taha Mahmood - 2017472Documento24 páginasME-352 CEP Taha Mahmood - 2017472Muneer AhmedAinda não há avaliações
- Lathe MachineDocumento8 páginasLathe MachineDinusha ThirimaduraAinda não há avaliações
- EDM Lab ReportDocumento12 páginasEDM Lab ReportAli Hassan100% (1)
- Injection MoldingDocumento15 páginasInjection MoldingDavid StefanAinda não há avaliações
- B.TECH. (5 Semester) Production and Industrial Engineering Pi-319 Vocational Training ReportDocumento10 páginasB.TECH. (5 Semester) Production and Industrial Engineering Pi-319 Vocational Training ReportPraveen UpadhyayAinda não há avaliações
- Jimma University Institute of Technology: Chapter One 1. Overall Internship ExperienceDocumento41 páginasJimma University Institute of Technology: Chapter One 1. Overall Internship ExperienceAmanuelAinda não há avaliações
- Subang ManufactureDocumento16 páginasSubang Manufacturehercheys aberteAinda não há avaliações
- Internship Report Writing - Steel PlantDocumento21 páginasInternship Report Writing - Steel PlantAbhinash Jami90% (10)
- Unitech Engineering Works (Autosaved) - 1Documento37 páginasUnitech Engineering Works (Autosaved) - 1E2 079 Yadnyee LanjewarAinda não há avaliações
- Tai RaporDocumento39 páginasTai RaporerdemersoyAinda não há avaliações
- Lesson 03Documento33 páginasLesson 03Tirusameer YarlagaddaAinda não há avaliações
- Beveling PDFDocumento29 páginasBeveling PDFTechnology SinghAinda não há avaliações
- Training at CaparoDocumento36 páginasTraining at Caparopilaniabhupesh_81404Ainda não há avaliações
- FORGINGDocumento14 páginasFORGINGKhan MARCEL NjiAinda não há avaliações
- UTA026 Manufacturing Processes Work SheetDocumento3 páginasUTA026 Manufacturing Processes Work SheetGUNJAN KHULLARAinda não há avaliações
- Madde Welabu University School of EngineeringDocumento6 páginasMadde Welabu University School of Engineeringzelalem wegayehuAinda não há avaliações
- Etp PumpDocumento1 páginaEtp PumpSachin ShikotraAinda não há avaliações
- Installation Instructions EPLAN Education 2023 enDocumento16 páginasInstallation Instructions EPLAN Education 2023 enSachin ShikotraAinda não há avaliações
- MCC Panel Unit 2Documento1 páginaMCC Panel Unit 2Sachin ShikotraAinda não há avaliações
- All Test LinkDocumento10 páginasAll Test LinkSachin ShikotraAinda não há avaliações
- Voltage Drop CalculationDocumento1 páginaVoltage Drop CalculationSachin ShikotraAinda não há avaliações
- Take Home Salary Calculator 1Documento4 páginasTake Home Salary Calculator 1Sachin ShikotraAinda não há avaliações
- FSP PanelDocumento14 páginasFSP PanelSachin ShikotraAinda não há avaliações
- Take Home Salary Calculator in India For 2021 22Documento2 páginasTake Home Salary Calculator in India For 2021 22Sachin ShikotraAinda não há avaliações
- RESUME Sachin..Documento3 páginasRESUME Sachin..Sachin ShikotraAinda não há avaliações
- Rajkot District NDocumento1 páginaRajkot District NSachin ShikotraAinda não há avaliações
- NATRiP Notice 08 01Documento12 páginasNATRiP Notice 08 01Sachin ShikotraAinda não há avaliações
- Nischay BhavsarDocumento2 páginasNischay BhavsarSachin ShikotraAinda não há avaliações
- Nikul ResumeDocumento2 páginasNikul ResumeSachin ShikotraAinda não há avaliações
- Air-Chiller-Air-Cooled-1 - 2021-07-03T105248.802Documento1 páginaAir-Chiller-Air-Cooled-1 - 2021-07-03T105248.802Sachin ShikotraAinda não há avaliações
- 0 Resume Sachin PDFDocumento2 páginas0 Resume Sachin PDFSachin ShikotraAinda não há avaliações
- Sachu 111Documento66 páginasSachu 111Sachin ShikotraAinda não há avaliações
- Sal Institute of Technology and Engineering Reserch Electrical DepartmentDocumento1 páginaSal Institute of Technology and Engineering Reserch Electrical DepartmentSachin ShikotraAinda não há avaliações
- Sal Institute of Technology and Engineering Reserch Electrical DepartmentDocumento1 páginaSal Institute of Technology and Engineering Reserch Electrical DepartmentSachin ShikotraAinda não há avaliações
- Siemens PLM NX CAM 2 5 Axis Milling Add On Fs Tcm1023 118151Documento2 páginasSiemens PLM NX CAM 2 5 Axis Milling Add On Fs Tcm1023 118151rasgeetsinghAinda não há avaliações
- D A42 1362 0001J 17 Isometric ExtractedDocumento3 páginasD A42 1362 0001J 17 Isometric ExtractedAnhNtCaoAinda não há avaliações
- Engine Control System: SectionDocumento1.924 páginasEngine Control System: SectionMihai IavorschiAinda não há avaliações
- Busqueda de Fallas F9Q Renault PDFDocumento75 páginasBusqueda de Fallas F9Q Renault PDFJuan Carlos CasaleAinda não há avaliações
- F 03 01 09 Brosur Welding Inspector Rev.22-14Documento1 páginaF 03 01 09 Brosur Welding Inspector Rev.22-14Garry MorhanAinda não há avaliações
- Edwards Vacuum Pump EDP Dry Pump Instruction ManualDocumento84 páginasEdwards Vacuum Pump EDP Dry Pump Instruction ManualSuprapto ToAinda não há avaliações
- TriNano Ultra Precision CMM (White Paper)Documento6 páginasTriNano Ultra Precision CMM (White Paper)TriNanoAinda não há avaliações
- Supplement 1Documento11 páginasSupplement 1Tabish IslamAinda não há avaliações
- Project: 4 Doors Duplex Type Boarding House: Item Materials Qty. Unit U/P AmountDocumento4 páginasProject: 4 Doors Duplex Type Boarding House: Item Materials Qty. Unit U/P AmountReynaldo PesqueraAinda não há avaliações
- Substation Equipment Failure Report October 14 To August 15Documento95 páginasSubstation Equipment Failure Report October 14 To August 15Yogendra SwarnkarAinda não há avaliações
- Activated Carbon FilterDocumento9 páginasActivated Carbon Filtersanabilbaig100% (1)
- 200clc, 230clc, and 270clc Repair Tm1931Documento408 páginas200clc, 230clc, and 270clc Repair Tm1931Rogelio Hernandez Garcia89% (18)
- Polyamide (PA) - Grilamid TR 90Documento36 páginasPolyamide (PA) - Grilamid TR 90anilsamuel0077418Ainda não há avaliações
- Rexnord Tabletop Mattop English 02Documento215 páginasRexnord Tabletop Mattop English 02operationmanager100% (1)
- Suction Cups/grippers: Duraflex® BagDocumento2 páginasSuction Cups/grippers: Duraflex® BagBe HappyAinda não há avaliações
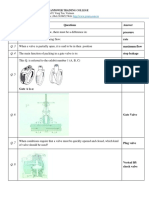
- No. Questions Answer Pressure Rate Maximum Flow Stop LeakageDocumento7 páginasNo. Questions Answer Pressure Rate Maximum Flow Stop LeakageTrường Tùng LýAinda não há avaliações
- Cabin Pressure:: ExampleDocumento47 páginasCabin Pressure:: ExamplePrasanth ViratAinda não há avaliações
- Analisis Sikap Good Faith Non-Compliance Indonesia Dalam Upaya Implementasi Konvensi Basel Nehru AnggitaDocumento9 páginasAnalisis Sikap Good Faith Non-Compliance Indonesia Dalam Upaya Implementasi Konvensi Basel Nehru AnggitaMuhammad IqbalAinda não há avaliações
- 2013 Catalog Kabeldon Cable Accessories 1-420 KV English REV A-7Documento148 páginas2013 Catalog Kabeldon Cable Accessories 1-420 KV English REV A-7iyilmaz1Ainda não há avaliações
- Location Planning and AnalysisDocumento42 páginasLocation Planning and AnalysisSobhit Gupta100% (2)
- SHD450 Butt Fusion Welding Machine - WuXi Sun Hill New Energy Technology Co.,Ltd - WuXi Sun Hill New Energy Technology CoDocumento4 páginasSHD450 Butt Fusion Welding Machine - WuXi Sun Hill New Energy Technology Co.,Ltd - WuXi Sun Hill New Energy Technology CoPrageeth Nalaka ArambegedaraAinda não há avaliações
- Batteries ANL ESD 10-7Documento45 páginasBatteries ANL ESD 10-7Ngọc Minh NguyễnAinda não há avaliações
- RI 4 Defect CausesDocumento50 páginasRI 4 Defect CausesSathishkumar Srinivasan100% (1)
- Egg Hatching Poster en 2015Documento1 páginaEgg Hatching Poster en 2015mahmudAinda não há avaliações
- MBX - Amoladora Quita OxidoDocumento6 páginasMBX - Amoladora Quita OxidoomarAinda não há avaliações
- A22009BDocumento162 páginasA22009BInstalatii CivileAinda não há avaliações
- WeldingDocumento27 páginasWeldingankit4565Ainda não há avaliações
- Ingersoll Rand Air Fi Ltration: E-Mail Sales@mbairsystems - Co.uk WWW - Mbairsystems.co - Uk WWW - Airwinch.co - UkDocumento7 páginasIngersoll Rand Air Fi Ltration: E-Mail Sales@mbairsystems - Co.uk WWW - Mbairsystems.co - Uk WWW - Airwinch.co - Ukrodonganjaya22Ainda não há avaliações
- Dow Therm J SpecificationsDocumento28 páginasDow Therm J SpecificationsClintronicAinda não há avaliações
- A10083395 Piping Service IndexDocumento2 páginasA10083395 Piping Service IndexPIERRONAinda não há avaliações