Você também pode gostar
- Procédure MTDocumento11 páginasProcédure MTAslaouiAinda não há avaliações
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 30-Oct-17 MechDocumento2 páginasSaudi Aramco Test Report Pre-Pressure Test Checklist (Form) : SATR-A-2007 30-Oct-17 MechJagdishAinda não há avaliações
- Tips Wps FormatDocumento5 páginasTips Wps FormatWaqas WaqasAinda não há avaliações
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocumento2 páginasElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifAinda não há avaliações
- Ug-Til-43-Sin1-415702 - 02 - Afc - 20220623 - JBR09 To JBR08Documento2 páginasUg-Til-43-Sin1-415702 - 02 - Afc - 20220623 - JBR09 To JBR08AHMED LASSOUEDAinda não há avaliações
- Attach-3 ITP For Process PipingDocumento11 páginasAttach-3 ITP For Process PipingSukalyan BasuAinda não há avaliações
- Cold Forming ProcedureDocumento5 páginasCold Forming ProcedureMassimo FumarolaAinda não há avaliações
- Saudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Documento1 páginaSaudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Mohammed Hamed BaganAinda não há avaliações
- Piping Daily Fit Up Quality Control and Inspection Report FormDocumento1 páginaPiping Daily Fit Up Quality Control and Inspection Report FormMd Shariful IslamAinda não há avaliações
- Welding ProceduresDocumento29 páginasWelding ProceduresLaith Salman100% (1)
- Job Description NDTDocumento4 páginasJob Description NDTNDTInstructorAinda não há avaliações
- SAIC-W-2077 Weld Joint Identification SystemDocumento1 páginaSAIC-W-2077 Weld Joint Identification Systemkarioke mohaAinda não há avaliações
- Welding Log DW-CWDocumento12 páginasWelding Log DW-CWhasan shahriarAinda não há avaliações
- NG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedDocumento20 páginasNG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedFolarin Ayodeji100% (1)
- Earth Moving Equipment ChekclistDocumento2 páginasEarth Moving Equipment ChekclistBakri Bin SapilahAinda não há avaliações
- QATAR Pin Braze pdfr1Documento14 páginasQATAR Pin Braze pdfr1Karunanithi NagarajanAinda não há avaliações
- Earth Moving EquipmentsDocumento2 páginasEarth Moving EquipmentsSHARAFUDHEEN TKAinda não há avaliações
- Oman-India Fertilizer Project OIFDocumento24 páginasOman-India Fertilizer Project OIFBassam Dahham83% (6)
- P15340-CYD-PI-SP-0006 - Rev.1 (Specification For Fabrication, Erection & Testing of Piping System)Documento43 páginasP15340-CYD-PI-SP-0006 - Rev.1 (Specification For Fabrication, Erection & Testing of Piping System)Saiful AmreeAinda não há avaliações
- Itp PWHTDocumento1 páginaItp PWHTTridib DeyAinda não há avaliações
- Work Instruction For Hydrostatic TestingDocumento18 páginasWork Instruction For Hydrostatic TestingAlok SinghAinda não há avaliações
- G. Std. ITP For Pipeline Job PDFDocumento4 páginasG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGWAinda não há avaliações
- QCP 040 QCP CrmsDocumento7 páginasQCP 040 QCP Crmsarockiyathass100% (1)
- 4.-QA-QC-Plan-job Desc Field PDFDocumento12 páginas4.-QA-QC-Plan-job Desc Field PDFAli HajirassoulihaAinda não há avaliações
- H Quality and Certification Requirements-SPDocumento3 páginasH Quality and Certification Requirements-SPEl_memitoAinda não há avaliações
- MS For HDPE Pipes Laying ActivityDocumento7 páginasMS For HDPE Pipes Laying ActivityJust Do LoveAinda não há avaliações
- Welding InspectionDocumento7 páginasWelding Inspectionzahid_497100% (1)
- AKP Storage TanksDocumento51 páginasAKP Storage Tankscris_2010Ainda não há avaliações
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152Documento12 páginasAin Tsila Development Main EPC Contract A-CNT-CON-000-00282: Stringing Procedure B-CON-RPO-210-39152ZaidiAinda não há avaliações
- Curriculumvitae: Personal ParticularDocumento14 páginasCurriculumvitae: Personal ParticularBakhtiar Afendy ZaabaAinda não há avaliações
- Inspection Engineer - Senior Welding - Arunkumar Andavar - CVDocumento7 páginasInspection Engineer - Senior Welding - Arunkumar Andavar - CVArun KumarAinda não há avaliações
- 1L02 - Quality PlanDocumento19 páginas1L02 - Quality PlanMuhammad RizalAinda não há avaliações
- Flash Report-2016-2-21Documento3 páginasFlash Report-2016-2-21sujinlongAinda não há avaliações
- 11 - Method of Statement For Stub Angle InstallationDocumento10 páginas11 - Method of Statement For Stub Angle InstallationiloveumakkahAinda não há avaliações
- ITP Heat ExchangerDocumento1 páginaITP Heat Exchangersarmad009Ainda não há avaliações
- Metallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisDocumento34 páginasMetallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisMohamed100% (1)
- Pipeline ConstructionDocumento19 páginasPipeline ConstructionJose Anisio SilvaAinda não há avaliações
- PEP Onshore PipelineDocumento76 páginasPEP Onshore PipelineYudha MaulanaAinda não há avaliações
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Documento22 páginasTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117Ainda não há avaliações
- ML 07 WeldingDocumento11 páginasML 07 WeldingDeepakAinda não há avaliações
- Scope of Work (Sow)Documento10 páginasScope of Work (Sow)Asongwe HansAinda não há avaliações
- Asme Sec Ix (Welder Qualification)Documento39 páginasAsme Sec Ix (Welder Qualification)VinodAinda não há avaliações
- Denso Pipe Wrapping SolutionsDocumento8 páginasDenso Pipe Wrapping SolutionsVinoth MechAinda não há avaliações
- Saudi Aramco Test Report: Re-Instatement Punch List Form (Punch List by The Contractor) SATR-A-2011 25-May-05 MechDocumento1 páginaSaudi Aramco Test Report: Re-Instatement Punch List Form (Punch List by The Contractor) SATR-A-2011 25-May-05 MechAnonymous S9qBDVkyAinda não há avaliações
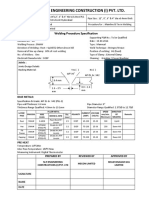
- Proposed WPS For API 5LDocumento1 páginaProposed WPS For API 5LMecon HyderabadAinda não há avaliações
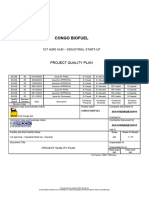
- 30a100dbqb23010 - Exde06 - 77 Project Quality PlanDocumento81 páginas30a100dbqb23010 - Exde06 - 77 Project Quality Plansamuel madisonAinda não há avaliações
- DOD-ITP - INS-008-ITP FOR Installation and Testing of Fiber Optic Cable - Rev.0Documento2 páginasDOD-ITP - INS-008-ITP FOR Installation and Testing of Fiber Optic Cable - Rev.0Bharathi100% (1)
- Welder Performance Qualification WPQDocumento3 páginasWelder Performance Qualification WPQramzi5ben5ahmed100% (1)
- TP-01Hydrostatic Test Cover SheetDocumento4 páginasTP-01Hydrostatic Test Cover SheetAnonymous GaMb5H52100% (1)
- 02a Offshore Platform Structural ComponentsDocumento6 páginas02a Offshore Platform Structural ComponentsMUHAMMAD ILHAM DIRGANTARAAinda não há avaliações
- QC Example Resume.01Documento4 páginasQC Example Resume.01Guru SankarAinda não há avaliações
- Re-Welding, Expansion & HT ProcedureDocumento6 páginasRe-Welding, Expansion & HT Proceduresuria qaqcAinda não há avaliações
- Structural Steel and Pipe Work ProcedureDocumento5 páginasStructural Steel and Pipe Work ProcedureMohamed100% (2)
- F-CD-19 Pipe and Weld Book 26-Abr-19Documento84 páginasF-CD-19 Pipe and Weld Book 26-Abr-19Jorge Isaac Lara RamosAinda não há avaliações
- OCTGDocumento1 páginaOCTGMurugananthamParamasivam100% (1)
- 3.1 Fabrication and Installation of PipingDocumento45 páginas3.1 Fabrication and Installation of PipingArie100% (1)
- 37507022-WPS-PQR-SS-316 LDocumento5 páginas37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- WPS FormatDocumento3 páginasWPS Formatvivek bhangaleAinda não há avaliações
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocumento5 páginasWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedAinda não há avaliações
- Oh Descriptive StatisticsDocumento8 páginasOh Descriptive StatisticsParminder SinghAinda não há avaliações
- Review 2 PDFDocumento10 páginasReview 2 PDFParminder SinghAinda não há avaliações
- En Iso 15609Documento2 páginasEn Iso 15609Parminder SinghAinda não há avaliações
- 13706download Notice 1Documento1 página13706download Notice 1Parminder SinghAinda não há avaliações
- WPQ Format Sec IxDocumento2 páginasWPQ Format Sec IxParminder SinghAinda não há avaliações
- WPQ D1.1 - Single ProcessDocumento1 páginaWPQ D1.1 - Single ProcessParminder SinghAinda não há avaliações
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Documento2 páginasQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghAinda não há avaliações
- WPQ D1.1 - Single ProcessDocumento1 páginaWPQ D1.1 - Single ProcessParminder SinghAinda não há avaliações
- 1501 1 PDFDocumento86 páginas1501 1 PDFParminder SinghAinda não há avaliações
- 6 Welding Procedure Qualification & Welder Qualification PDFDocumento15 páginas6 Welding Procedure Qualification & Welder Qualification PDFParminder Singh100% (2)
- Solved Pressure Vessels QuestionsDocumento2 páginasSolved Pressure Vessels QuestionsParminder SinghAinda não há avaliações
- Skills Checklist - Gastrostomy Tube FeedingDocumento2 páginasSkills Checklist - Gastrostomy Tube Feedingpunam todkar100% (1)
- Drug Addiction Final (Term Paper)Documento15 páginasDrug Addiction Final (Term Paper)Dessa Patiga IIAinda não há avaliações
- Rana2 Compliment As Social StrategyDocumento12 páginasRana2 Compliment As Social StrategyRanaAinda não há avaliações
- How He Loves PDFDocumento2 páginasHow He Loves PDFJacob BullockAinda não há avaliações
- Man and Historical ActionDocumento4 páginasMan and Historical Actionmama.sb415Ainda não há avaliações
- Review On AlgebraDocumento29 páginasReview On AlgebraGraziela GutierrezAinda não há avaliações
- Determination Rules SAP SDDocumento2 páginasDetermination Rules SAP SDkssumanthAinda não há avaliações
- IEC TC 56 Dependability PDFDocumento8 páginasIEC TC 56 Dependability PDFsaospieAinda não há avaliações
- SOL LogicDocumento21 páginasSOL LogicJa RiveraAinda não há avaliações
- Meno's Paradox of Inquiry and Socrates' Theory of RecollectionDocumento10 páginasMeno's Paradox of Inquiry and Socrates' Theory of RecollectionPhilip DarbyAinda não há avaliações
- ECE Companies ListDocumento9 páginasECE Companies ListPolaiah Geriki100% (1)
- Executive Summary-P-5 181.450 To 222Documento14 páginasExecutive Summary-P-5 181.450 To 222sat palAinda não há avaliações
- Module 2 MANA ECON PDFDocumento5 páginasModule 2 MANA ECON PDFMeian De JesusAinda não há avaliações
- TriPac EVOLUTION Operators Manual 55711 19 OP Rev. 0-06-13Documento68 páginasTriPac EVOLUTION Operators Manual 55711 19 OP Rev. 0-06-13Ariel Noya100% (1)
- The cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayDocumento7 páginasThe cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayMennatallah AliAinda não há avaliações
- Lesson 3 - ReviewerDocumento6 páginasLesson 3 - ReviewerAdrian MarananAinda não há avaliações
- Economic Review English 17-18Documento239 páginasEconomic Review English 17-18Shashank SinghAinda não há avaliações
- Chapter 2Documento13 páginasChapter 2Kumkumo Kussia KossaAinda não há avaliações
- Microsmart GEODTU Eng 7Documento335 páginasMicrosmart GEODTU Eng 7Jim JonesjrAinda não há avaliações
- WAQF Podium Design Presentation 16 April 2018Documento23 páginasWAQF Podium Design Presentation 16 April 2018hoodqy99Ainda não há avaliações
- Chhay Chihour - SS402 Mid-Term 2020 - E4.2Documento8 páginasChhay Chihour - SS402 Mid-Term 2020 - E4.2Chi Hour100% (1)
- Phytotherapy On CancerDocumento21 páginasPhytotherapy On CancerSiddhendu Bhattacharjee100% (1)
- Food ResourcesDocumento20 páginasFood ResourceshiranAinda não há avaliações
- Congenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementDocumento87 páginasCongenital Cardiac Disease: A Guide To Evaluation, Treatment and Anesthetic ManagementJZAinda não há avaliações
- SweetenersDocumento23 páginasSweetenersNur AfifahAinda não há avaliações
- Activity On Noli Me TangereDocumento5 páginasActivity On Noli Me TangereKKKAinda não há avaliações
- Development Developmental Biology EmbryologyDocumento6 páginasDevelopment Developmental Biology EmbryologyBiju ThomasAinda não há avaliações
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDocumento12 páginasJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalAinda não há avaliações
- Latched, Flip-Flops, and TimersDocumento36 páginasLatched, Flip-Flops, and TimersMuhammad Umair AslamAinda não há avaliações
- Speech On Viewing SkillsDocumento1 páginaSpeech On Viewing SkillsMera Largosa ManlaweAinda não há avaliações