Você também pode gostar
- Honda StandardDocumento4 páginasHonda StandardBjorn Fejer67% (6)
- Blasting and Painting Procedure - 1Documento6 páginasBlasting and Painting Procedure - 1Azrul Rais64% (11)
- PQT and Applicator Qualification Test Report: Report Date: Report NumberDocumento10 páginasPQT and Applicator Qualification Test Report: Report Date: Report Numberirwan100% (2)
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocumento47 páginasCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaAinda não há avaliações
- Painting ProcedureDocumento8 páginasPainting ProcedureSunday Paul50% (2)
- AS 1358-2004 - Bursting Discs and Devices PDFDocumento45 páginasAS 1358-2004 - Bursting Discs and Devices PDFThaiminh VoAinda não há avaliações
- As 1358-2004 - Bursting Discs and DevicesDocumento45 páginasAs 1358-2004 - Bursting Discs and DevicesThaiminh VoAinda não há avaliações
- BS en 12540-2000 PDFDocumento26 páginasBS en 12540-2000 PDFpham khietAinda não há avaliações
- Painting An Coating StandardDocumento12 páginasPainting An Coating StandardkolaaruAinda não há avaliações
- Failure Analysis Paint CoatingDocumento37 páginasFailure Analysis Paint CoatingPNG Apollohx100% (2)
- SP 18 Thoro Spot & Sweep 12-30-20Documento7 páginasSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiAinda não há avaliações
- Attachment: Painting ProcedureDocumento79 páginasAttachment: Painting ProcedureOmar Wardeh100% (2)
- Application Guide Penguard MidcoatDocumento6 páginasApplication Guide Penguard Midcoatadeoye_okunoyeAinda não há avaliações
- STGPS N1 6 Painting SpecificationDocumento18 páginasSTGPS N1 6 Painting Specificationraluca_19735597Ainda não há avaliações
- Fenomastic Hygiene Emulsion SilkDocumento4 páginasFenomastic Hygiene Emulsion Silkمحمد عزتAinda não há avaliações
- PDS Simacover Tar Epoxy 3404-00Documento4 páginasPDS Simacover Tar Epoxy 3404-00Aulia RahmahAinda não há avaliações
- Inspection Check List 2Documento34 páginasInspection Check List 2r.devendranAinda não há avaliações
- Contractor IOT Infrastructure & Energy Services LTDDocumento38 páginasContractor IOT Infrastructure & Energy Services LTDNaveen KurupAinda não há avaliações
- Marathon XHBDocumento4 páginasMarathon XHBeskim00Ainda não há avaliações
- Audit Checklist Blasting PaintingDocumento4 páginasAudit Checklist Blasting PaintingEyoh EffiongAinda não há avaliações
- ASTM D 714 - 87 r00Documento6 páginasASTM D 714 - 87 r00Abi PutraAinda não há avaliações
- Coating Procedure - General Rev.03Documento35 páginasCoating Procedure - General Rev.03moytabura96100% (2)
- Aban Constructions Pvt. LTD: Procedure For PaintingDocumento4 páginasAban Constructions Pvt. LTD: Procedure For PaintingAkhilesh KumarAinda não há avaliações
- Standard Specification FOR Pipeline Internal CoatingDocumento2 páginasStandard Specification FOR Pipeline Internal CoatingRanjan KumarAinda não há avaliações
- Blasting Painting ProcedureDocumento4 páginasBlasting Painting ProcedureRyanAinda não há avaliações
- Painting Procedure For CondenceDocumento26 páginasPainting Procedure For CondenceNamta GeorgeAinda não há avaliações
- D6677Documento2 páginasD6677Robby DíazAinda não há avaliações
- Surfacepreparation StandardDocumento11 páginasSurfacepreparation StandardAri SupramonoAinda não há avaliações
- Painting Report Cd1Documento77 páginasPainting Report Cd1sivaAinda não há avaliações
- Appendix G - Painting ProcedureDocumento4 páginasAppendix G - Painting ProcedureKandula RajuAinda não há avaliações
- Emulsion Paint ChecklistDocumento2 páginasEmulsion Paint Checklistmesmerize59Ainda não há avaliações
- Data Sheet Proguard CN 200 A.SDocumento3 páginasData Sheet Proguard CN 200 A.SAlexir Thatayaone NdovieAinda não há avaliações
- Removing Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncDocumento46 páginasRemoving Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncMilagros MorantesAinda não há avaliações
- 103-Paint Work Checklist (English)Documento1 página103-Paint Work Checklist (English)asimnaqvi2008Ainda não há avaliações
- Pentadur 5540 (F6A)Documento3 páginasPentadur 5540 (F6A)SiDdu Kalashetti0% (1)
- Radiography Examination ProdureDocumento29 páginasRadiography Examination ProdureNguyen Phuc100% (1)
- Paint Specification No.: SSPC: The Society For Protective CoatingsDocumento5 páginasPaint Specification No.: SSPC: The Society For Protective CoatingsanoopkumarAinda não há avaliações
- Blasting PaintingDocumento3 páginasBlasting PaintingAthirah AkhmaAinda não há avaliações
- Penguard Special: Technical Data SheetDocumento5 páginasPenguard Special: Technical Data Sheetajuhaseen100% (1)
- AI Hempel's Galvosil 15700 EnglishDocumento7 páginasAI Hempel's Galvosil 15700 EnglishvitharvanAinda não há avaliações
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDocumento56 páginasWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineAinda não há avaliações
- 4516 TTI Coating Inspector Transition 0317.2Documento4 páginas4516 TTI Coating Inspector Transition 0317.2Mohamed NouzerAinda não há avaliações
- ABRASIVE BLASTING SM PRESENTATION 2017.ppsxDocumento18 páginasABRASIVE BLASTING SM PRESENTATION 2017.ppsxIsaac SamuelAinda não há avaliações
- ASTM D 4285 Blotter Test PDFDocumento1 páginaASTM D 4285 Blotter Test PDFMurali Dharan100% (1)
- GS-09 (Painting) PDFDocumento22 páginasGS-09 (Painting) PDFSarbendu PaulAinda não há avaliações
- Surface Preparation Standards JotunDocumento2 páginasSurface Preparation Standards JotunbacabacabacaAinda não há avaliações
- Rust-O-Cap FC: Technical DataDocumento1 páginaRust-O-Cap FC: Technical DataGunjan GaganAinda não há avaliações
- Coating Specification PAM EC 50 SP 001 1ADocumento43 páginasCoating Specification PAM EC 50 SP 001 1ADavid Ricardo Diaz0% (1)
- Paint For SteelDocumento11 páginasPaint For SteelSaud PathiranaAinda não há avaliações
- Specification Checklist For Steel and Concrete CoatingDocumento5 páginasSpecification Checklist For Steel and Concrete Coatingsea_jazzAinda não há avaliações
- CIP Work Experience FINALDocumento2 páginasCIP Work Experience FINALDeepak YadavAinda não há avaliações
- TDS - Sonoshield ParkcoatDocumento2 páginasTDS - Sonoshield ParkcoatVenkata RaoAinda não há avaliações
- Project To Estimate The New Shot Blasting & Painting Facility For New ProjectDocumento24 páginasProject To Estimate The New Shot Blasting & Painting Facility For New ProjectHarshad_SAinda não há avaliações
- Instion Test Record-PaintingDocumento1 páginaInstion Test Record-PaintingkeronsAinda não há avaliações
- Daily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanDocumento4 páginasDaily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanSUKhanAinda não há avaliações
- Daily Painting Inspection Report 08Documento2 páginasDaily Painting Inspection Report 08Oussama Ben AbbesAinda não há avaliações
- Dfy - Coating Quality Key PointsDocumento1 páginaDfy - Coating Quality Key PointsMohammed SadiqAinda não há avaliações
- Daily Painting Report System P 01ndDocumento49 páginasDaily Painting Report System P 01ndArung IdAinda não há avaliações
- 3855 ICorr Coating Inspector Assessment Guidelines 0821Documento6 páginas3855 ICorr Coating Inspector Assessment Guidelines 0821aliAinda não há avaliações
- 6-Blasting and Painting Procedure - BP006Documento14 páginas6-Blasting and Painting Procedure - BP006mohd as shahiddin jafriAinda não há avaliações
- GRP General Procedure (EWS)Documento16 páginasGRP General Procedure (EWS)Maged Ali Ragheb100% (1)
- Include Your Logo: Painting ProcedureDocumento7 páginasInclude Your Logo: Painting ProcedureFrancis AndorfulAinda não há avaliações
- Blasting and Painting Procedure 1Documento6 páginasBlasting and Painting Procedure 1vishwas salunkheAinda não há avaliações
- BlastpaintDocumento12 páginasBlastpaintdeje1726Ainda não há avaliações
- Combustion Control by Pulse Firing: SP-456 February, 2007Documento8 páginasCombustion Control by Pulse Firing: SP-456 February, 2007Thaiminh VoAinda não há avaliações
- Neo KoteDocumento1 páginaNeo KoteThaiminh VoAinda não há avaliações
- SP456Documento1 páginaSP456Thaiminh VoAinda não há avaliações
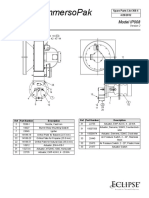
- V2 ImmersoPak IP008 SparePartsList 360-4Documento1 páginaV2 ImmersoPak IP008 SparePartsList 360-4Thaiminh VoAinda não há avaliações
- Combustion Control by Pulse Firing: SP-456 February, 2007Documento8 páginasCombustion Control by Pulse Firing: SP-456 February, 2007Thaiminh VoAinda não há avaliações
- NMC PDFDocumento10 páginasNMC PDFThaiminh VoAinda não há avaliações
- Stand Spec For Inspec Flushing Testing Piping SystmDocumento12 páginasStand Spec For Inspec Flushing Testing Piping SystmThaiminh VoAinda não há avaliações
- Ba Markiv UsaDocumento20 páginasBa Markiv UsaThaiminh VoAinda não há avaliações
- Eclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Documento6 páginasEclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Thaiminh VoAinda não há avaliações
- S LB CombustifumeDocumento20 páginasS LB CombustifumeThaiminh VoAinda não há avaliações
- Eclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Documento18 páginasEclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Thaiminh VoAinda não há avaliações
- Ba Markiv UsaDocumento20 páginasBa Markiv UsaThaiminh VoAinda não há avaliações
- Design and Application Details: Circular INCINO-PAK BurnersDocumento6 páginasDesign and Application Details: Circular INCINO-PAK BurnersThaiminh VoAinda não há avaliações
- Designing Your Compressed Air System - KAESER Compressor PDFDocumento8 páginasDesigning Your Compressed Air System - KAESER Compressor PDFhugoAinda não há avaliações
- Pipe and Valve IdentificationDocumento27 páginasPipe and Valve Identificationanwerquadri100% (1)
- CW2125Documento9 páginasCW2125jamaljamal20Ainda não há avaliações
- Air-Pro Corrosion Guide PDFDocumento47 páginasAir-Pro Corrosion Guide PDFThaiminh VoAinda não há avaliações
- Designing Your Compressed Air System - KAESER Compressor PDFDocumento8 páginasDesigning Your Compressed Air System - KAESER Compressor PDFhugoAinda não há avaliações
- Ti p509 06 UsDocumento4 páginasTi p509 06 UsThaiminh VoAinda não há avaliações
- SAMSUNG SEM-3069E Compressor & Turbine Piping Design Standard - 2Documento34 páginasSAMSUNG SEM-3069E Compressor & Turbine Piping Design Standard - 2saminasritn100% (2)
- As 1365 - 1996-Tolerance For Flat Rolled Steel ProductsDocumento23 páginasAs 1365 - 1996-Tolerance For Flat Rolled Steel ProductsThaiminh Vo75% (4)
- Air-Pro Design Overview - 1Documento4 páginasAir-Pro Design Overview - 1Thaiminh VoAinda não há avaliações
- RIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFDocumento3 páginasRIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFThaiminh Vo100% (1)
- As 1666.2-1995 Wire-Rope Slings - Care and UseDocumento25 páginasAs 1666.2-1995 Wire-Rope Slings - Care and UseThaiminh VoAinda não há avaliações
- As 1627.2-1989 Metal Finishing - Preparation & PretreatmentDocumento11 páginasAs 1627.2-1989 Metal Finishing - Preparation & PretreatmentThaiminh VoAinda não há avaliações
- Pipe Rough ValuesDocumento1 páginaPipe Rough ValuesSpoonful BurnsideAinda não há avaliações
- Vsi 11Documento8 páginasVsi 11Thaiminh VoAinda não há avaliações
- Getting More Bang For Your Deburring Buck: Related SuppliersDocumento6 páginasGetting More Bang For Your Deburring Buck: Related SuppliersMariver LlorenteAinda não há avaliações
- Gyproc 2Documento3 páginasGyproc 2Govind NataniAinda não há avaliações
- Astm A270 2015 enDocumento6 páginasAstm A270 2015 enHugo AT alvaradoAinda não há avaliações
- ASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyDocumento4 páginasASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyLuis Fillipe Lopes TorresAinda não há avaliações
- Nitocote EP405 Sept21Documento4 páginasNitocote EP405 Sept21Fun TonAinda não há avaliações
- New Basic Chemistry 2 Solution (Ideal Solution and Colligative PropertiesDocumento83 páginasNew Basic Chemistry 2 Solution (Ideal Solution and Colligative PropertiesRetno Ayu PuspitaAinda não há avaliações
- Ams-27593d HEAT TREATMENTDocumento16 páginasAms-27593d HEAT TREATMENTGian GianAinda não há avaliações
- Sandvik SAF 2304: Duplex Stainless SteelDocumento8 páginasSandvik SAF 2304: Duplex Stainless SteelmattiaAinda não há avaliações
- Pocket Manual HGU Rev01-HmelDocumento103 páginasPocket Manual HGU Rev01-HmelSandeep kumar sonkarAinda não há avaliações
- Popular Mechanics - Hobby Lathe#1Documento19 páginasPopular Mechanics - Hobby Lathe#1sonofsilas100% (1)
- Welding DefectsDocumento4 páginasWelding DefectsSD Recruiters100% (1)
- Thyssenkrupp Steel: Material SpecificationsDocumento4 páginasThyssenkrupp Steel: Material Specificationsmukeshsingh6Ainda não há avaliações
- Comparison of Water and Oil PaintsDocumento16 páginasComparison of Water and Oil PaintsMg H100% (1)
- By Product PlantDocumento6 páginasBy Product PlantRajan BhandariAinda não há avaliações
- P14 CX Hydr NippelsDocumento11 páginasP14 CX Hydr NippelsasdfAinda não há avaliações
- How To Build An Outdoor Lounge ChairDocumento11 páginasHow To Build An Outdoor Lounge ChairJ MartinAinda não há avaliações
- Modular CNC Mini Mill Assy-01Documento1 páginaModular CNC Mini Mill Assy-01ModularCNC100% (1)
- AS 1085.20-2020 Railway Track Materials, WeldingDocumento120 páginasAS 1085.20-2020 Railway Track Materials, WeldingAttalh Djaafar AttalhAinda não há avaliações
- DIY Simple Workbench PlansDocumento8 páginasDIY Simple Workbench PlanskentwilAinda não há avaliações
- Catalog Hanger BearingsDocumento1 páginaCatalog Hanger BearingsRajibAinda não há avaliações
- Government Polytechnic Porbandar: A Seminar Report On Plasma Arc MachiningDocumento9 páginasGovernment Polytechnic Porbandar: A Seminar Report On Plasma Arc MachiningJanelle FlowersAinda não há avaliações
- Denso Tank Base Protection System SpecDocumento2 páginasDenso Tank Base Protection System SpecmniteshpAinda não há avaliações
- PCT - TY 1st PDFDocumento3 páginasPCT - TY 1st PDFMayur CharanAinda não há avaliações
- Shell EnsisFluidDocumento2 páginasShell EnsisFluidEmiliano BoggianoAinda não há avaliações
- 2014 Grizzly Main Catalog WebDocumento760 páginas2014 Grizzly Main Catalog WebjairomarcanoAinda não há avaliações
- Fire Sprinkler System Pipe Material: The Pros and Cons of Copper and CPVCDocumento8 páginasFire Sprinkler System Pipe Material: The Pros and Cons of Copper and CPVCAmar kobitaAinda não há avaliações
- Multi-Use Product: Technical DataDocumento2 páginasMulti-Use Product: Technical Datacorsini999Ainda não há avaliações
- Valmet Calender Roll Cover CODocumento2 páginasValmet Calender Roll Cover COAmmar MalikAinda não há avaliações