Você também pode gostar
- Accepted ManuscriptDocumento32 páginasAccepted ManuscriptFarah El ShahawyAinda não há avaliações
- Best-Treatment of Highly Toxic Cardboard Plant Wastewater by A Combination of EC and EODocumento9 páginasBest-Treatment of Highly Toxic Cardboard Plant Wastewater by A Combination of EC and EOygAinda não há avaliações
- Treatment and Remediation of A Wastewater Lagoon Using Microelectrolysis and Modified DAT /IAT MethodsDocumento8 páginasTreatment and Remediation of A Wastewater Lagoon Using Microelectrolysis and Modified DAT /IAT MethodsIna ElenaAinda não há avaliações
- Journal of Cleaner Production: Krit Sirirerkratana, Patiya Kemacheevakul, Surawut ChuangchoteDocumento8 páginasJournal of Cleaner Production: Krit Sirirerkratana, Patiya Kemacheevakul, Surawut ChuangchoteAngle JudieAinda não há avaliações
- Roamorales 20071Documento6 páginasRoamorales 20071Violeta GarciaAinda não há avaliações
- Printing Ink Wastewater Treatment Using ElectrocoagulationDocumento2 páginasPrinting Ink Wastewater Treatment Using ElectrocoagulationBryan Alberto Cueva VásquezAinda não há avaliações
- 10 1088@1009-0630@19@1@015503Documento9 páginas10 1088@1009-0630@19@1@015503ARIFFIN BIN ZULKIFLIAinda não há avaliações
- Treatment of Wastewater From Slaughterhouses by Electrocoagulation:Case Study of Gachororo Slaughterhouse, Kiambu County, KenyaDocumento15 páginasTreatment of Wastewater From Slaughterhouses by Electrocoagulation:Case Study of Gachororo Slaughterhouse, Kiambu County, KenyaTemesgen M. MandersoAinda não há avaliações
- Bioresource Technology: Anil N. Ghadge, Dipak A. Jadhav, Harapriya Pradhan, Makarand M. GhangrekarDocumento7 páginasBioresource Technology: Anil N. Ghadge, Dipak A. Jadhav, Harapriya Pradhan, Makarand M. GhangrekarGunaseelan KuppurangamAinda não há avaliações
- 2022 - Leachate Post-Treatment by Electrocoagulation Process Effect of Polarity Switching and Anode-To-Cathode Surface AreaDocumento7 páginas2022 - Leachate Post-Treatment by Electrocoagulation Process Effect of Polarity Switching and Anode-To-Cathode Surface AreavariousjaAinda não há avaliações
- 2008 Huang&Logan AMBDocumento7 páginas2008 Huang&Logan AMBJayabrata DasAinda não há avaliações
- Electrocoagulation Process For The Treatment of Real TextileDocumento8 páginasElectrocoagulation Process For The Treatment of Real TextilePraveen KumarAinda não há avaliações
- Photo EODocumento8 páginasPhoto EOJorge VecinoAinda não há avaliações
- 1 s2.0 S0301479719302312 MainDocumento7 páginas1 s2.0 S0301479719302312 MainmayaAinda não há avaliações
- Journal of Water Process Engineering: SciencedirectDocumento8 páginasJournal of Water Process Engineering: SciencedirectEricke Nandita MaharaniAinda não há avaliações
- Textile Industries Wastewater Treatment by Electrochemical Oxidation Technique Using Metal PlateDocumento13 páginasTextile Industries Wastewater Treatment by Electrochemical Oxidation Technique Using Metal PlateSanti LeoAinda não há avaliações
- Continuous Flow ECDocumento16 páginasContinuous Flow ECFahmi IzzuddinAinda não há avaliações
- 10 1016@j Jhazmat 2019 03 030Documento7 páginas10 1016@j Jhazmat 2019 03 030Grinder Hernan Rojas UrcohuarangaAinda não há avaliações
- Jurnal Ekologi UmumDocumento10 páginasJurnal Ekologi Umumrr josephineAinda não há avaliações
- AssemianDocumento13 páginasAssemianGILLES GOULEDEHIAinda não há avaliações
- Desalination: Reza Katal, Hassan PahlavanzadehDocumento7 páginasDesalination: Reza Katal, Hassan PahlavanzadehGrinder Hernan Rojas UrcohuarangaAinda não há avaliações
- 1 s2.0 S0301479721022982 MainDocumento7 páginas1 s2.0 S0301479721022982 MainFarah TalibAinda não há avaliações
- 1 s2.0 S138589472102742X MainDocumento13 páginas1 s2.0 S138589472102742X MainSara ÁvilaAinda não há avaliações
- Comparison of Ozonation, Photolysis, Photocatalysis and Photoelectrocatalysis Methods For Wastewater DecolorizationDocumento8 páginasComparison of Ozonation, Photolysis, Photocatalysis and Photoelectrocatalysis Methods For Wastewater DecolorizationOllafAinda não há avaliações
- Niazmand Et Al. 2019Documento8 páginasNiazmand Et Al. 2019Tatiana Sainara Maia FernandesAinda não há avaliações
- Akyol 2012Documento9 páginasAkyol 2012ISAACAinda não há avaliações
- Electrochemical Oxidation of Textile Wastewater and Its ReuseDocumento8 páginasElectrochemical Oxidation of Textile Wastewater and Its Reuseapi-3828788Ainda não há avaliações
- Electrooxidation and Subcritical Water Oxidation Hybrid Process For Pistachio Wastewater TreatmentDocumento23 páginasElectrooxidation and Subcritical Water Oxidation Hybrid Process For Pistachio Wastewater TreatmentFleur D'amitiéAinda não há avaliações
- Journal of Cleaner Production: Mayzonee Ligaray, Cybelle M. Futalan, Mark Daniel de Luna, Meng-Wei WanDocumento10 páginasJournal of Cleaner Production: Mayzonee Ligaray, Cybelle M. Futalan, Mark Daniel de Luna, Meng-Wei WanAbeer El ShahawyAinda não há avaliações
- Zou2017 PDFDocumento7 páginasZou2017 PDFmayelaAinda não há avaliações
- 2 Turbidity Removal From Textile EffluentsDocumento12 páginas2 Turbidity Removal From Textile EffluentsazerfazAinda não há avaliações
- Zero Discharge Process For Dyeing Wastewater TreatmentDocumento6 páginasZero Discharge Process For Dyeing Wastewater Treatmentcarlosalfredo35Ainda não há avaliações
- Integration of Biofiltration and Advanced Oxidation Processes For Tertiary Treatment of An Oil Refinery Wastewater Aiming at Water ReuseDocumento12 páginasIntegration of Biofiltration and Advanced Oxidation Processes For Tertiary Treatment of An Oil Refinery Wastewater Aiming at Water Reuseferchosb12Ainda não há avaliações
- A Novel Electrocoagulation Process Using Insulated Edges of AlDocumento10 páginasA Novel Electrocoagulation Process Using Insulated Edges of AlPraveen KumarAinda não há avaliações
- Electrocoagulation Electroflotation MethDocumento10 páginasElectrocoagulation Electroflotation MethBagas FairuzAinda não há avaliações
- Valero 20111Documento6 páginasValero 20111Violeta GarciaAinda não há avaliações
- Elkacmi 2018Documento13 páginasElkacmi 2018Jihan Khansa NabilaAinda não há avaliações
- H. Comparison Study On Sonodirect and Sonoalternate CurrentDocumento13 páginasH. Comparison Study On Sonodirect and Sonoalternate CurrentAbreham BekeleAinda não há avaliações
- Archive of SID: Removal of Surfactant From Industrial Wastewaters by Coagulation Flocculation ProcessDocumento6 páginasArchive of SID: Removal of Surfactant From Industrial Wastewaters by Coagulation Flocculation ProcessrudymerchoAinda não há avaliações
- Research Paper On Industrial Wastewater TreatmentDocumento8 páginasResearch Paper On Industrial Wastewater Treatmentm0d1p1fuwub2Ainda não há avaliações
- Ijciet 09 05 133Documento14 páginasIjciet 09 05 133Rajagnaruk UmakAinda não há avaliações
- Application of Electrocoagulation For Printing Wastewater Treatment - From Laboratory To Pilot ScaleDocumento12 páginasApplication of Electrocoagulation For Printing Wastewater Treatment - From Laboratory To Pilot ScaleCUEVA VASQUEZ BRYAN ALBERTOAinda não há avaliações
- Influence of Experimental Parameters in The Treatment of Tannery Wastewater by ElectrocoagulationDocumento11 páginasInfluence of Experimental Parameters in The Treatment of Tannery Wastewater by Electrocoagulationjuanita18zapataAinda não há avaliações
- Electrochemical Treatment of Actual Sugar Industry Wastewater Using Aluminum ElectrodeDocumento12 páginasElectrochemical Treatment of Actual Sugar Industry Wastewater Using Aluminum Electrodesush kulagodAinda não há avaliações
- OzonoDocumento8 páginasOzonoDaniella CelisAinda não há avaliações
- Matecconf Sicest2017 02010Documento6 páginasMatecconf Sicest2017 02010Trecy RezatantiaAinda não há avaliações
- Degradation of Textile Waste Water by Electrochemical MethodDocumento8 páginasDegradation of Textile Waste Water by Electrochemical MethodDedeh RosmaniarAinda não há avaliações
- 158 2019 87Documento10 páginas158 2019 87hodcivilssmietAinda não há avaliações
- 1 s2.0 S2214714417303422 MainDocumento5 páginas1 s2.0 S2214714417303422 MainPraveen KumarAinda não há avaliações
- Titanium Dioxide-Modified Activated CarbonDocumento8 páginasTitanium Dioxide-Modified Activated Carbonpetru apopeiAinda não há avaliações
- Remocion de Azul de Metileno Por Adsorcion de Caolin PDFDocumento8 páginasRemocion de Azul de Metileno Por Adsorcion de Caolin PDFbetancur970929Ainda não há avaliações
- A Review On The Electrochemical Treatment of The Salty Organic WastewaterDocumento5 páginasA Review On The Electrochemical Treatment of The Salty Organic WastewaterN.Ngọc LinhAinda não há avaliações
- Chemical Engineering and Processing: Process Intensi FicationDocumento8 páginasChemical Engineering and Processing: Process Intensi FicationMaliha CheemaAinda não há avaliações
- 2016 - Buthiyappan Et Al - Recent Advances and Prospects of Catalytic AOP in Treating Textile EffluentsDocumento48 páginas2016 - Buthiyappan Et Al - Recent Advances and Prospects of Catalytic AOP in Treating Textile EffluentsSoumyabrata TewaryAinda não há avaliações
- Pengolahan Air Limbah Pewarna Tekstil Dengan Metode ElektrokoagulasiDocumento10 páginasPengolahan Air Limbah Pewarna Tekstil Dengan Metode ElektrokoagulasiSalsabila Putri RomadhanAinda não há avaliações
- Na 2024Documento8 páginasNa 2024cLAUDIOAinda não há avaliações
- Pretreatment of Complex Industrial Wastewater by OzonationDocumento9 páginasPretreatment of Complex Industrial Wastewater by OzonationAnonymous aYmVPmdcLjAinda não há avaliações
- Investigation of Effect of Electrochemical Process On Detergent Removal From Synthetic Wastewater With Bioassay TestDocumento5 páginasInvestigation of Effect of Electrochemical Process On Detergent Removal From Synthetic Wastewater With Bioassay TestvahidAinda não há avaliações
- ImportantDocumento13 páginasImportantASK REDAAinda não há avaliações
- Heterogeneous Nanocomposite-Photocatalysis for Water PurificationNo EverandHeterogeneous Nanocomposite-Photocatalysis for Water PurificationAinda não há avaliações
- Lazada - Ulefone Armor FlipDocumento10 páginasLazada - Ulefone Armor Flipnavri_nalhadAinda não há avaliações
- Untreated Coffee Husks As Biosorbents For The Removal of Heavy Metals From Aqueous SolutionsDocumento9 páginasUntreated Coffee Husks As Biosorbents For The Removal of Heavy Metals From Aqueous Solutionsnavri_nalhadAinda não há avaliações
- What Is A Sanitary LandfillDocumento2 páginasWhat Is A Sanitary Landfillnavri_nalhadAinda não há avaliações
- GBH Enterprises, LTD.: GBHE-PEG-SPG-300Documento73 páginasGBH Enterprises, LTD.: GBHE-PEG-SPG-300navri_nalhadAinda não há avaliações
- Script For Sharing Session by The AlumniDocumento1 páginaScript For Sharing Session by The Alumninavri_nalhadAinda não há avaliações
- Research ArticleDocumento12 páginasResearch Articlenavri_nalhadAinda não há avaliações
- 3 PDFDocumento5 páginas3 PDFnavri_nalhadAinda não há avaliações
- Tapioca Waste Water For Electricity Generation in Microbial Fuel Cell (MFC) SystemDocumento3 páginasTapioca Waste Water For Electricity Generation in Microbial Fuel Cell (MFC) Systemnavri_nalhadAinda não há avaliações
- Academic Staff Recruitment For 2019Documento9 páginasAcademic Staff Recruitment For 2019navri_nalhadAinda não há avaliações
- Jazan UnviersityDocumento47 páginasJazan Unviersitynavri_nalhadAinda não há avaliações
- Biomimetic SiO2Documento5 páginasBiomimetic SiO2navri_nalhadAinda não há avaliações
- An Integrated Anaerobic-Aerobic Bioreactor (IAAB) For The Treatment of Palm Oil Mill Ef Uent (POME) : Start-Up and Steady State PerformanceDocumento11 páginasAn Integrated Anaerobic-Aerobic Bioreactor (IAAB) For The Treatment of Palm Oil Mill Ef Uent (POME) : Start-Up and Steady State Performancenavri_nalhadAinda não há avaliações
- 1 s2.0 S0048969704004279 Main PDFDocumento22 páginas1 s2.0 S0048969704004279 Main PDFnavri_nalhadAinda não há avaliações
- Paper and Board Mill e Uent Treatment With The Combined Biological-Coagulation-Filtration Pilot Scale ReactorDocumento5 páginasPaper and Board Mill e Uent Treatment With The Combined Biological-Coagulation-Filtration Pilot Scale Reactornavri_nalhadAinda não há avaliações
- Biorefinery Technology and ApplicationsDocumento2 páginasBiorefinery Technology and Applicationsnavri_nalhadAinda não há avaliações
- Case StudiesDocumento28 páginasCase Studiesnavri_nalhadAinda não há avaliações
- Quantitative Indicators of Social Sustainability PDFDocumento12 páginasQuantitative Indicators of Social Sustainability PDFnavri_nalhadAinda não há avaliações
- Exercise For AutoCADDocumento3 páginasExercise For AutoCADnavri_nalhadAinda não há avaliações
- Motion MountainDocumento1.132 páginasMotion MountainDoc SparkyAinda não há avaliações
- SB Unit 1Documento5 páginasSB Unit 1Анастасия РоманченкоAinda não há avaliações
- Repaso Bi 2Documento70 páginasRepaso Bi 2WillyMoralesAinda não há avaliações
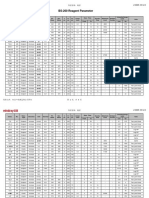
- BS-200 Reagent ParameterDocumento3 páginasBS-200 Reagent ParameterBetina NdjiemiAinda não há avaliações
- Problems: C D y XDocumento7 páginasProblems: C D y XBanana QAinda não há avaliações
- Eis Piggery SampleDocumento55 páginasEis Piggery SampleLinnel Faye C. MalibiranAinda não há avaliações
- Ext 80165Documento5 páginasExt 80165Daryl Juliette Taborda GodoyAinda não há avaliações
- The LargestDocumento3 páginasThe Largestsh_shi2003Ainda não há avaliações
- Transformers The Basics On The Decepticon Justice Division - YoutubeDocumento1 páginaTransformers The Basics On The Decepticon Justice Division - YoutubeCarlos BaroniAinda não há avaliações
- CH 5 RCC SlabDocumento76 páginasCH 5 RCC SlabAmanGargAinda não há avaliações
- Reading Material Lecture 04Documento12 páginasReading Material Lecture 04Muqeem MahmoodAinda não há avaliações
- Review of Available Experimental Data and Models For The Transport Properties of CO - Mixtures Relevant For CO Capture, Transport and StorageDocumento36 páginasReview of Available Experimental Data and Models For The Transport Properties of CO - Mixtures Relevant For CO Capture, Transport and StorageF SedighiAinda não há avaliações
- Agr GD 6 Term 1Documento17 páginasAgr GD 6 Term 1Edwin NdiemaAinda não há avaliações
- Geothermal Reservoir Simulation in Hot Sedimentary Aquifer System Using FeflowDocumento1 páginaGeothermal Reservoir Simulation in Hot Sedimentary Aquifer System Using FeflowImmanuel Lumban GaolAinda não há avaliações
- Tensors, Differential Forms and Variational Principles Lovelock Rund (1975) Dover PDFDocumento191 páginasTensors, Differential Forms and Variational Principles Lovelock Rund (1975) Dover PDFPablo Ramirez100% (2)
- Volleyball & Basketball ProposalDocumento7 páginasVolleyball & Basketball ProposalJerry ButlerAinda não há avaliações
- Acti 9 iEM3000 - METSECTR25500Documento2 páginasActi 9 iEM3000 - METSECTR25500James HealyAinda não há avaliações
- SBS Comparison 08.03.23Documento7 páginasSBS Comparison 08.03.23Burt RamentoAinda não há avaliações
- Research Paper RubricDocumento2 páginasResearch Paper RubricLeo SuingAinda não há avaliações
- Advanced Surveying: Course Code: 15CE1114 L T P C 3 0 0 3Documento2 páginasAdvanced Surveying: Course Code: 15CE1114 L T P C 3 0 0 3rathan kumarAinda não há avaliações
- 7-Development of High Precision Gear MeasuringDocumento9 páginas7-Development of High Precision Gear MeasuringFahrul Chayank AisyahAinda não há avaliações
- CORSIA Supporting Document - CORSIA Eligible Fuels - LCA MethodologyDocumento140 páginasCORSIA Supporting Document - CORSIA Eligible Fuels - LCA MethodologyjouAinda não há avaliações
- Research Introduction 1Documento7 páginasResearch Introduction 1Kenneth George V. FernandezAinda não há avaliações
- Assignment 1Documento2 páginasAssignment 1Nitish KumarAinda não há avaliações
- Potable Water Reuse - EpaDocumento8 páginasPotable Water Reuse - EpaMarc NguyenAinda não há avaliações
- Smith - Art Technology and ScienceDocumento21 páginasSmith - Art Technology and ScienceGuillermo Guadarrama MendozaAinda não há avaliações
- Abhijit MuhuratDocumento7 páginasAbhijit MuhuratAbi Abilash100% (1)
- Hán Công Đỉnh 20195767Documento46 páginasHán Công Đỉnh 20195767Hán Công ĐỉnhAinda não há avaliações
- Introduction To Political AnalysisDocumento12 páginasIntroduction To Political AnalysisAilene SimanganAinda não há avaliações
- GRADE 10 MATHS INVESTIGATION Jan 2020 Capricorn DistrictDocumento4 páginasGRADE 10 MATHS INVESTIGATION Jan 2020 Capricorn DistrictDL Mkhabela0% (1)