Você também pode gostar
- 1.method Fabrication Spool (r2)Documento13 páginas1.method Fabrication Spool (r2)sethu109175% (20)
- Fabrication Erection Installation Procedure For PipingDocumento35 páginasFabrication Erection Installation Procedure For Pipingbain100% (1)
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingDocumento11 páginasPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadAinda não há avaliações
- Damaged Spool Replacement GuideDocumento12 páginasDamaged Spool Replacement GuideMohsen KeramatiAinda não há avaliações
- Piping Spool Fabrication ProcedureDocumento14 páginasPiping Spool Fabrication ProcedureMiky Andrean100% (6)
- Piping Fabrication and Installation Procedure Rev.A1Documento19 páginasPiping Fabrication and Installation Procedure Rev.A1Anh Võ71% (24)
- 5.a. Piping Fabrication PlanDocumento15 páginas5.a. Piping Fabrication PlanOkeyman100% (5)
- Piping Fabrication, Installation, Erection, and TestingDocumento33 páginasPiping Fabrication, Installation, Erection, and Testingaop1046889% (9)
- Method Statement Piping Works DABBIYADocumento11 páginasMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- Pipe FabricationDocumento42 páginasPipe FabricationJanani M Janani67% (6)
- Method Statement for Fabrication, Installation and Testing of Piping WorksDocumento31 páginasMethod Statement for Fabrication, Installation and Testing of Piping WorksNaveed Ahmed Get-Info100% (1)
- Piping Fabrication and Installation Functional SpecificationDocumento30 páginasPiping Fabrication and Installation Functional SpecificationVijay Mohan100% (3)
- Erection of Piping Method StatementDocumento11 páginasErection of Piping Method StatementMalik Riaz50% (2)
- Fabrication Erection and Installation Procedure For PipingDocumento36 páginasFabrication Erection and Installation Procedure For PipingMuzaffar Hussain100% (3)
- Equipment Erection, Static and RotaryDocumento8 páginasEquipment Erection, Static and RotaryHamada ELaraby60% (5)
- Structural Steel Procedure.Documento9 páginasStructural Steel Procedure.Janardhan Surya100% (1)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFDocumento21 páginasMethod Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFfurkanAinda não há avaliações
- Piping Fabrication ProcedureDocumento11 páginasPiping Fabrication ProcedureMohammed Elsaid Yousef Harhera100% (2)
- Fabrication & Erection of PipingDocumento7 páginasFabrication & Erection of PipingJoseph DarwinAinda não há avaliações
- Piping Fabrication and Erection ProcedureDocumento15 páginasPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- Fabrication Procedure SA-4200-70621Documento24 páginasFabrication Procedure SA-4200-70621mohd as shahiddin jafriAinda não há avaliações
- Method For Spool PipingDocumento13 páginasMethod For Spool PipingrealstrojmanAinda não há avaliações
- Ms Ag 002 Rev 0 - Method Statement For Above Ground PipingDocumento16 páginasMs Ag 002 Rev 0 - Method Statement For Above Ground Pipingsugumar50% (4)
- Dimensional Control Procedure (Pipe Fit Assurance)Documento17 páginasDimensional Control Procedure (Pipe Fit Assurance)Joe Ripa67% (3)
- 静设备英文 Static Equipment Installation ProcedureDocumento6 páginas静设备英文 Static Equipment Installation Procedurejie100% (4)
- Fabrication Erection and Installation Procedure For PipingDocumento36 páginasFabrication Erection and Installation Procedure For PipingThiên Khánh67% (3)
- Tank Construction Quality ProceduresDocumento36 páginasTank Construction Quality ProceduresJagdish Busa100% (2)
- Tank Fabrication ProcedureDocumento11 páginasTank Fabrication ProcedureNurul100% (2)
- Pipe Fabrication and Installation Work Procedure Rev-01Documento21 páginasPipe Fabrication and Installation Work Procedure Rev-01Dilshad Ahemad67% (3)
- Fabrication and Installation Procedure for Port Tank Farm PipingDocumento37 páginasFabrication and Installation Procedure for Port Tank Farm PipingNauman Zia100% (1)
- Method Statement Pipe WeldingDocumento14 páginasMethod Statement Pipe Weldingjayasjb90% (10)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01Documento21 páginasMethod Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01mister pogi80% (41)
- Piping Tie in Procedure Rev ADocumento15 páginasPiping Tie in Procedure Rev AAnh Võ94% (17)
- To Commissioning Manual: Appendix No. 1Documento7 páginasTo Commissioning Manual: Appendix No. 1Bassem BalghouthiAinda não há avaliações
- Method Statement-Welding of Piping DabbaiyaDocumento11 páginasMethod Statement-Welding of Piping Dabbaiyasivaparthiban67% (3)
- Method Statement For Prefabrication and Erection-PipingDocumento10 páginasMethod Statement For Prefabrication and Erection-PipingAhmed Gomaa92% (59)
- Fabrication Erection and Installation Procedure For PipingDocumento36 páginasFabrication Erection and Installation Procedure For Pipinggst ajah100% (2)
- Fabrication ProcedureDocumento17 páginasFabrication ProcedureThi Pham100% (9)
- Above Ground Piping ProcedureDocumento4 páginasAbove Ground Piping Proceduremusthafa_11Ainda não há avaliações
- Installation Static Equipment ITPDocumento3 páginasInstallation Static Equipment ITPAwais Tariq90% (10)
- Static Equipment Installation SpecificationDocumento17 páginasStatic Equipment Installation Specificationonur gunes100% (2)
- Fabrication, Erection and Installation Procedure For Piping: Sa-Jer-Xxxxxx-Xxxx-XxxxxxDocumento36 páginasFabrication, Erection and Installation Procedure For Piping: Sa-Jer-Xxxxxx-Xxxx-Xxxxxxvanchai sapa100% (1)
- Method Statement For Fab of Pipework and FittingsDocumento13 páginasMethod Statement For Fab of Pipework and FittingsAllan EscobarAinda não há avaliações
- Hydrotest Procedure For PipelineDocumento12 páginasHydrotest Procedure For Pipelineaike_577% (13)
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocumento9 páginasMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Method Statement For Pre FabricationDocumento5 páginasMethod Statement For Pre FabricationFs67% (3)
- Method Statement For Underground Piping FCDocumento17 páginasMethod Statement For Underground Piping FCmister pogi94% (17)
- ITP - PipingDocumento7 páginasITP - PipingRiaz Rasool100% (1)
- Itp TankDocumento4 páginasItp TankAmber Chavez100% (2)
- Scope of Work for Pipeline InstallationDocumento10 páginasScope of Work for Pipeline InstallationAsongwe HansAinda não há avaliações
- Method Statement PVC Conduit InstallationDocumento8 páginasMethod Statement PVC Conduit InstallationAzree Mohd Noor50% (2)
- Method of Statement Piping Fab. ErectionDocumento22 páginasMethod of Statement Piping Fab. Erectionhasan_676489616Ainda não há avaliações
- Method Statement For PVC Conduits InstallationDocumento9 páginasMethod Statement For PVC Conduits InstallationAnandu AshokanAinda não há avaliações
- Metallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisDocumento34 páginasMetallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisMohamed100% (1)
- METHOD STATEMENT - PipingDocumento12 páginasMETHOD STATEMENT - PipingAnonymous M5rHHKAinda não há avaliações
- ملف ممتاز عن الرشاشاتDocumento13 páginasملف ممتاز عن الرشاشاتakram husseinAinda não há avaliações
- Installation of GI Duct, Volume Dampers and Access DoorDocumento20 páginasInstallation of GI Duct, Volume Dampers and Access DoorvinodkumarAinda não há avaliações
- Method Statement For Conduits WiringDocumento8 páginasMethod Statement For Conduits WiringÖmeralp SakAinda não há avaliações
- Work Method StatementDocumento7 páginasWork Method StatementBOUZAIDAAinda não há avaliações
- FW - Construction DrawingsDocumento2 páginasFW - Construction DrawingsJanardhan SuryaAinda não há avaliações
- Structural Steel Procedure.Documento9 páginasStructural Steel Procedure.Janardhan Surya100% (1)
- En 13445Documento1 páginaEn 13445Janardhan Surya100% (1)
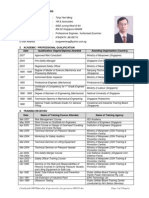
- CV (MR Tong Yew Meng)Documento2 páginasCV (MR Tong Yew Meng)Janardhan SuryaAinda não há avaliações
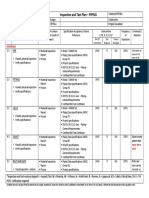
- Test Pack Reference..Documento32 páginasTest Pack Reference..Janardhan SuryaAinda não há avaliações
- Liquid Penetrant Request Mels Carbon Steel (L-S-11-088)Documento1 páginaLiquid Penetrant Request Mels Carbon Steel (L-S-11-088)Janardhan SuryaAinda não há avaliações
- Mps SDM 2014 Tp042Documento37 páginasMps SDM 2014 Tp042Janardhan Surya100% (1)
- Liquid Penetrant Request MPS EA-2111 Y100312Documento1 páginaLiquid Penetrant Request MPS EA-2111 Y100312Janardhan SuryaAinda não há avaliações
- 2Documento1 página2Janardhan SuryaAinda não há avaliações
- Banyan Layout1 R0Documento1 páginaBanyan Layout1 R0Janardhan SuryaAinda não há avaliações
- A Ponnu, K Pugal, C C Keong, G SinghDocumento1 páginaA Ponnu, K Pugal, C C Keong, G SinghJanardhan SuryaAinda não há avaliações
- Liquid Penetrant Request MPS EA-2111 Y100312Documento1 páginaLiquid Penetrant Request MPS EA-2111 Y100312Janardhan SuryaAinda não há avaliações
- Flexible Hose PDFDocumento1 páginaFlexible Hose PDFJanardhan SuryaAinda não há avaliações
- Liquid Penetrant Request Mels Stainless Steel (L-S-11-088)Documento1 páginaLiquid Penetrant Request Mels Stainless Steel (L-S-11-088)Janardhan SuryaAinda não há avaliações
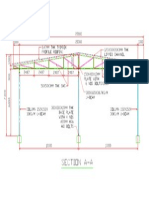
- Painting Chamber SECTION A ADocumento1 páginaPainting Chamber SECTION A AJanardhan SuryaAinda não há avaliações
- Material Control Procedure SAMPLEDocumento24 páginasMaterial Control Procedure SAMPLEJanardhan Surya82% (17)
- Liquid Penetrant Request Mels Hexane Transfer Line-Interconnection (L-S-11-089)Documento1 páginaLiquid Penetrant Request Mels Hexane Transfer Line-Interconnection (L-S-11-089)Janardhan SuryaAinda não há avaliações
- Requirement For CCCDocumento2 páginasRequirement For CCCJanardhan SuryaAinda não há avaliações
- Painting Chamber ModelDocumento1 páginaPainting Chamber ModelJanardhan SuryaAinda não há avaliações
- Banyan Painting Chamber MaterialDocumento6 páginasBanyan Painting Chamber MaterialJanardhan SuryaAinda não há avaliações
- Loonglobal LogoDocumento1 páginaLoonglobal LogoJanardhan SuryaAinda não há avaliações
- Long Wei Construction & Engg. Works Pte LTD: SignatureDocumento1 páginaLong Wei Construction & Engg. Works Pte LTD: SignatureJanardhan SuryaAinda não há avaliações
- Material Control Procedure SAMPLEDocumento24 páginasMaterial Control Procedure SAMPLEJanardhan Surya82% (17)
- New Microsoft Word DocumentDocumento1 páginaNew Microsoft Word DocumentJanardhan SuryaAinda não há avaliações
- Painting Inspection Report Form TemplateDocumento2 páginasPainting Inspection Report Form TemplateJanardhan SuryaAinda não há avaliações
- Company Letter Head 2013Documento1 páginaCompany Letter Head 2013Janardhan SuryaAinda não há avaliações
- Long Wei Construction & Engg. Works Pte LTD: Signature Reviewed BYDocumento1 páginaLong Wei Construction & Engg. Works Pte LTD: Signature Reviewed BYJanardhan SuryaAinda não há avaliações
- Experienced QA/QC Engineer ResumeDocumento6 páginasExperienced QA/QC Engineer ResumeJanardhan SuryaAinda não há avaliações
- Loonglobal LogoDocumento1 páginaLoonglobal LogoJanardhan SuryaAinda não há avaliações
- Sales Office: Jl. Pangeran Jayakarta 107 Jakarta 10730, Indonesia (+62-21) 639 3608 (+62-21) 659 7766Documento103 páginasSales Office: Jl. Pangeran Jayakarta 107 Jakarta 10730, Indonesia (+62-21) 639 3608 (+62-21) 659 7766BelfrianAinda não há avaliações
- NKM Heights (Demo Project) : SubstructureDocumento9 páginasNKM Heights (Demo Project) : SubstructureTechnical Priyanka GroupAinda não há avaliações
- Jai Paras Construction & Engg. Co. Bill of Quantity For Storm Water LineDocumento3 páginasJai Paras Construction & Engg. Co. Bill of Quantity For Storm Water LineNirajan MarwaitAinda não há avaliações
- MTO #4 Fase VII, Materiales Electricos 1 PDFDocumento9 páginasMTO #4 Fase VII, Materiales Electricos 1 PDFdavidseins2009Ainda não há avaliações
- Chapter 12 Aluminium and Magnesium Casting Alloys PDFDocumento41 páginasChapter 12 Aluminium and Magnesium Casting Alloys PDFDANIEL ALEJANDRO FERNANDEZ GARCIAAinda não há avaliações
- Weld Toe Burr Grinding ProcedureDocumento3 páginasWeld Toe Burr Grinding ProcedureGaurav1 KhamkarAinda não há avaliações
- Asesorias Acobas Bienes Y Minerales Email: Cal: 3507765365-3016491806 Medellín - ColombiaDocumento2 páginasAsesorias Acobas Bienes Y Minerales Email: Cal: 3507765365-3016491806 Medellín - ColombiaMaira Alejandra Cubillos TorresAinda não há avaliações
- EKS - Sept 2022 - 510 - FinalDocumento2 páginasEKS - Sept 2022 - 510 - FinalfirdausAinda não há avaliações
- Tong Hop BuiddingDocumento122 páginasTong Hop BuiddingTrần ViệtAinda não há avaliações
- CEMswell - Hydrophilic Swelling Rubber for Tunnel ConstructionDocumento1 páginaCEMswell - Hydrophilic Swelling Rubber for Tunnel ConstructionTung Doan ThanhAinda não há avaliações
- Rediset WMX Ecuador RDocumento34 páginasRediset WMX Ecuador RDiego Fernando ChicaizaAinda não há avaliações
- Plumbing, Pipe Fitting, and Sewerage PDFDocumento277 páginasPlumbing, Pipe Fitting, and Sewerage PDFBroArkez67% (3)
- Industrial Electronics Lecture Notes 07 Automatic Welding PDFDocumento15 páginasIndustrial Electronics Lecture Notes 07 Automatic Welding PDFSheehan Kayne De CardoAinda não há avaliações
- Brochure ALYVIA RESIDENCE PDFDocumento9 páginasBrochure ALYVIA RESIDENCE PDFeddie chongAinda não há avaliações
- 1-Drainage System and Building SewerDocumento38 páginas1-Drainage System and Building SewerLi ReAinda não há avaliações
- 23 PDFDocumento4 páginas23 PDFWilliam PerkinsAinda não há avaliações
- API 1104 2014 EditionDocumento17 páginasAPI 1104 2014 EditionekkyAinda não há avaliações
- Structural Engineering Handbooks and Codes ListDocumento4 páginasStructural Engineering Handbooks and Codes ListAmey GudigarAinda não há avaliações
- Buesing&Fasch Gel&TopDocumento6 páginasBuesing&Fasch Gel&TopBen Abdallah BecemAinda não há avaliações
- Aircraft Sheet Metal Structural Repair and the Five Major StressesDocumento20 páginasAircraft Sheet Metal Structural Repair and the Five Major StressesBeanos BeanAinda não há avaliações
- Fire Resistance Directory GCP Applied Technologies Ul Designs Fire-Resistance Ratings - ANSI/UL 263Documento10 páginasFire Resistance Directory GCP Applied Technologies Ul Designs Fire-Resistance Ratings - ANSI/UL 263souravrobinAinda não há avaliações
- Durastor Tank Brochure PDFDocumento8 páginasDurastor Tank Brochure PDFhamadaniAinda não há avaliações
- Aalco Metals LTD Stainless Steel 1.4542 17 4 PH 100Documento4 páginasAalco Metals LTD Stainless Steel 1.4542 17 4 PH 100Sergio CLAinda não há avaliações
- Construction of Rajegaon-Kirnapur-Lanji-Amgaon Road frequency testsDocumento17 páginasConstruction of Rajegaon-Kirnapur-Lanji-Amgaon Road frequency testsfevahe756Ainda não há avaliações
- Different Types of Concrete Grades and Their UsesDocumento9 páginasDifferent Types of Concrete Grades and Their UsesTunchiTheBadGuyAinda não há avaliações
- Dry Powder UL PDFDocumento2 páginasDry Powder UL PDFGoldwin Ricky AritonangAinda não há avaliações
- Fixture Unit For Sanitary Equipments According To Plumbing Code 2003Documento2 páginasFixture Unit For Sanitary Equipments According To Plumbing Code 2003Alaa FaiqAinda não há avaliações
- European Commission Document Summarizes Harmonized Standards for Pressure Equipment DirectiveDocumento17 páginasEuropean Commission Document Summarizes Harmonized Standards for Pressure Equipment DirectiveBilel MahjoubAinda não há avaliações
- IRS Guidelins HPCDocumento12 páginasIRS Guidelins HPCsaritasohamAinda não há avaliações
- Part 1: Multi Panel System General: 30BXD Ceiling Panels Can Be Featured With A 30 MM Open JointDocumento3 páginasPart 1: Multi Panel System General: 30BXD Ceiling Panels Can Be Featured With A 30 MM Open JointBogdan MucenicaAinda não há avaliações