Você também pode gostar
- UF1443 - Supervisión del montaje de las instalaciones eléctricas en el entorno de edificios y con fines especialesNo EverandUF1443 - Supervisión del montaje de las instalaciones eléctricas en el entorno de edificios y con fines especialesAinda não há avaliações
- Procedimiento de Instalación de Estructuras MetalicasDocumento7 páginasProcedimiento de Instalación de Estructuras MetalicasHeberth Peña Morales100% (1)
- Procedimiento Armado de Vigas Tipo IDocumento12 páginasProcedimiento Armado de Vigas Tipo ICarlos Quispe MartinezAinda não há avaliações
- Procedimiento MontajeDocumento14 páginasProcedimiento MontajeFeña Morales Rioseco67% (6)
- Procedimiento de Fabricación y Montaje de Estructuras MetalicasDocumento10 páginasProcedimiento de Fabricación y Montaje de Estructuras MetalicasManhattan Pub Ovalle100% (6)
- 15-Procedimiento Montaje de Estructuras MetalicasDocumento38 páginas15-Procedimiento Montaje de Estructuras Metalicaslmartinezs74% (19)
- Procedimiento para Fabricacion y Montaje Deestructura Metalica GalvanizadaDocumento7 páginasProcedimiento para Fabricacion y Montaje Deestructura Metalica GalvanizadaSerch BarajasAinda não há avaliações
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 páginasPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Preparacion SuperficialDocumento7 páginasPreparacion SuperficialDiego ParedesAinda não há avaliações
- SD-CA-PR-12389DBN-008 Instalación y Torqueo de Pernos Ver.BDocumento7 páginasSD-CA-PR-12389DBN-008 Instalación y Torqueo de Pernos Ver.BJuan Jose Ramirez Aparcana100% (1)
- Procedimiento Montaje EstructuraDocumento15 páginasProcedimiento Montaje EstructuraMario Andres Arriagada Viveros100% (1)
- SGI ESTR PROC 003 Montaje de Estructura (Reparado) (Reparado)Documento10 páginasSGI ESTR PROC 003 Montaje de Estructura (Reparado) (Reparado)Jonathan Pavez AgueroAinda não há avaliações
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocumento14 páginasProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Plan de Calidad Estructura MetalicaDocumento21 páginasPlan de Calidad Estructura MetalicaFabri GutyAinda não há avaliações
- Pets016 Montaje de Estructuras Nave IndustrialDocumento73 páginasPets016 Montaje de Estructuras Nave IndustrialEdwin Jork Valderrama VegaAinda não há avaliações
- 3.16 Iponlac PrimerDocumento4 páginas3.16 Iponlac PrimerPeter CallánAinda não há avaliações
- 03 Plan de Gestion de Calidad1Documento51 páginas03 Plan de Gestion de Calidad1Walter HuamanquispeAinda não há avaliações
- Dossier de CalidadDocumento28 páginasDossier de Calidadluis100% (1)
- Mpd004-P083obr-140-Pr-M-003 - B Procedimiento de Inspeccion de Control DimensionalDocumento14 páginasMpd004-P083obr-140-Pr-M-003 - B Procedimiento de Inspeccion de Control DimensionalBenjamin Herrera Vargas50% (2)
- Procedimiento General para Montaje de Fabricacion y Montaje de Tuberias Valvulas y Accesorios.r2Documento15 páginasProcedimiento General para Montaje de Fabricacion y Montaje de Tuberias Valvulas y Accesorios.r2Marvin William Montes Cristo67% (3)
- CWI-Modulo IDocumento29 páginasCWI-Modulo IrodolfoAinda não há avaliações
- PO K031 7140 20 Torqueo de Pernos.Documento7 páginasPO K031 7140 20 Torqueo de Pernos.Fernando Rcl100% (2)
- F-SIG-CAL-01 Prot Niv Verticalidad y Alineamiento de EstructurasDocumento1 páginaF-SIG-CAL-01 Prot Niv Verticalidad y Alineamiento de Estructurascjms_2203_344910725100% (2)
- Plan de Calidad Fabricacion y Montaje Lineas de TuberiaDocumento94 páginasPlan de Calidad Fabricacion y Montaje Lineas de Tuberiajavier_gutierrez_2375% (4)
- Procedimiento Instalacion Placa ColaboranteDocumento5 páginasProcedimiento Instalacion Placa ColaboranteGerman Cruz Mallqui100% (2)
- Procedimiento de Trabajo Barandas y PasamanosDocumento14 páginasProcedimiento de Trabajo Barandas y PasamanosRichard Perales50% (6)
- PETS - FAMOME - para Montaje de Anclajes de Vigas y Tijerales Metálicos.Documento12 páginasPETS - FAMOME - para Montaje de Anclajes de Vigas y Tijerales Metálicos.lpillacaa936Ainda não há avaliações
- QC Index - Dossier de Calidad Sistema de BombeoDocumento5 páginasQC Index - Dossier de Calidad Sistema de Bombeojhemsen100% (2)
- Procedimiento de Montaje de Tanques Por AnillosDocumento9 páginasProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- Procedimiento Liquidos Penetrantes PDFDocumento5 páginasProcedimiento Liquidos Penetrantes PDFomarcastellonAinda não há avaliações
- Procedimiento Colocacion de Anclajes MetalicosDocumento3 páginasProcedimiento Colocacion de Anclajes MetalicosLlv MaxAinda não há avaliações
- PTS - Desmontaje de Estructuras Metalicas Con Oxicorte - AutoplazaDocumento11 páginasPTS - Desmontaje de Estructuras Metalicas Con Oxicorte - AutoplazaMatias Aragon UribeAinda não há avaliações
- Dossier de Calidad en Procesos de SoldaduraDocumento56 páginasDossier de Calidad en Procesos de Soldadurayojhan corahua89% (9)
- Dossier de Calidad de PinturaDocumento2 páginasDossier de Calidad de PinturaCarmen VictoriaAinda não há avaliações
- PROCEDIMIENTO DE MONTAJE ESTACION DE BOMBEO DE RELAVES VERSIÓN 2B Rev02Documento61 páginasPROCEDIMIENTO DE MONTAJE ESTACION DE BOMBEO DE RELAVES VERSIÓN 2B Rev02Melody Esther Alvarado Ascue100% (2)
- Plan de Calidad Estructuras MétalicasDocumento142 páginasPlan de Calidad Estructuras MétalicasEfrain Ortiz Barreto100% (2)
- PBVNT0450100 - (Plan de Puntos de Inspección y Ensayos) Rev 0Documento13 páginasPBVNT0450100 - (Plan de Puntos de Inspección y Ensayos) Rev 0Jose Jarol Mirano Sopla100% (1)
- 03 Inspeccion Arenado de EstructurasDocumento8 páginas03 Inspeccion Arenado de EstructuraswilliamcdAinda não há avaliações
- Procedimiento de Inspección Visual de Uniones SoldadasDocumento10 páginasProcedimiento de Inspección Visual de Uniones SoldadasDavid Ninaquispe BardalesAinda não há avaliações
- Instructivo de Decapado y Pasivado de Acero InoxidableDocumento3 páginasInstructivo de Decapado y Pasivado de Acero InoxidablePer DC100% (3)
- Ft-106 Golmastic 850 HSHBDocumento2 páginasFt-106 Golmastic 850 HSHBCRISTIAN LIZARASO PÉREZ100% (1)
- PROCEDIMIENTO Desmontaje de Estructuras Metalicas.Documento7 páginasPROCEDIMIENTO Desmontaje de Estructuras Metalicas.zoe miguel vrAinda não há avaliações
- Procedimiento para Fabricacion y Montaje de Estructura Metalica Galvanizad1Documento10 páginasProcedimiento para Fabricacion y Montaje de Estructura Metalica Galvanizad1anon_82343207180% (15)
- Ppi Fabricacion MontajeDocumento2 páginasPpi Fabricacion MontajeELIANA GABRIELA ALVAREZ ZUÑIGAAinda não há avaliações
- 004-Procedimiento de ARENADO Y PINTURA DE ESTRUCTURAS MET+ÇLICAS EN TALLER Y CAMPO FINALDocumento13 páginas004-Procedimiento de ARENADO Y PINTURA DE ESTRUCTURAS MET+ÇLICAS EN TALLER Y CAMPO FINALLeonardo Benites67% (3)
- PTS - Montaje de CerchasDocumento10 páginasPTS - Montaje de CerchasPankrasio NatorAinda não há avaliações
- Reporte de Liquidos PenetrantesDocumento1 páginaReporte de Liquidos PenetrantesDiego LeónAinda não há avaliações
- Plan de Montaje Coberturas Metálicas - J&J COBERTURAS - TRUPALDocumento20 páginasPlan de Montaje Coberturas Metálicas - J&J COBERTURAS - TRUPALGermán Miranda100% (1)
- HJ-IT-PIP-10 Trazabilidad de Uniones SoldadasDocumento7 páginasHJ-IT-PIP-10 Trazabilidad de Uniones SoldadasguillermolimoAinda não há avaliações
- Procedimiento de Aplicación de GroutDocumento9 páginasProcedimiento de Aplicación de Groutstintaya1Ainda não há avaliações
- Procedimiento de Control y Recepción de MaterialesDocumento9 páginasProcedimiento de Control y Recepción de Materialesjarly gomezAinda não há avaliações
- Dossier de Calidad EstructuraDocumento44 páginasDossier de Calidad EstructuraWendy Yandy Ayma HuamanAinda não há avaliações
- RCCM 04 Registro de Control DimensionalDocumento1 páginaRCCM 04 Registro de Control DimensionalLuis LinoAinda não há avaliações
- Procedimiento para Montaje y Torque 005Documento8 páginasProcedimiento para Montaje y Torque 005Benjamin Enmanuel Mango D50% (2)
- V-101946-0511-0224 Rev.0 - Reparacion de Soldadura Con DefectosDocumento14 páginasV-101946-0511-0224 Rev.0 - Reparacion de Soldadura Con DefectosJoseph LizarragaAinda não há avaliações
- R2B-P6-300-04-F-PTC-04 Procedimiento Relleno y Compactación en Excavaciones SPIDocumento9 páginasR2B-P6-300-04-F-PTC-04 Procedimiento Relleno y Compactación en Excavaciones SPIChemaBalcazarAinda não há avaliações
- FVL-MONPRO-06 (Procedimiento de Nivelación)Documento7 páginasFVL-MONPRO-06 (Procedimiento de Nivelación)Axel Quiroga CasteloAinda não há avaliações
- Emi C7ed Pts Autosoportadas Rev 02. OkDocumento60 páginasEmi C7ed Pts Autosoportadas Rev 02. OkJohnny Alejandro Andrade CarvajalAinda não há avaliações
- Mte13ii Tep052obr 2560 PR QC 004 - BDocumento10 páginasMte13ii Tep052obr 2560 PR QC 004 - BindanthonyhrAinda não há avaliações
- RMP Val 05 Civ PCD 00010 F02Documento12 páginasRMP Val 05 Civ PCD 00010 F02Felix Aldair ChoqueAinda não há avaliações
- Anexo 04 - Formatos de Control de CalidadDocumento190 páginasAnexo 04 - Formatos de Control de CalidadWilmer Susano96% (24)
- Régimen Laboral Especial de Construcción Civil - 1ra Parte Informe Especial 2009Documento7 páginasRégimen Laboral Especial de Construcción Civil - 1ra Parte Informe Especial 2009tresrcg100% (1)
- Protocolo de Pruebas PDPDocumento6 páginasProtocolo de Pruebas PDPJose David Umiri Flores100% (1)
- 570579D LA019 001 Lecciones AprendidasDocumento1 página570579D LA019 001 Lecciones AprendidasJose David Umiri FloresAinda não há avaliações
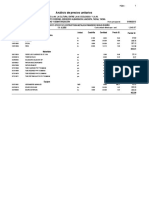
- AnalisisPartidaCatalogo A-01Documento1 páginaAnalisisPartidaCatalogo A-01Jose David Umiri FloresAinda não há avaliações
- Satandarizacion SPCCDocumento45 páginasSatandarizacion SPCCcarlosnina25Ainda não há avaliações
- Protocolo MetalicaDocumento1 páginaProtocolo MetalicaJose David Umiri FloresAinda não há avaliações
- Inversion Minera. Proyecto Quellaveco - MoqueguaDocumento17 páginasInversion Minera. Proyecto Quellaveco - MoqueguaJose David Umiri Flores100% (1)
- En Que Invertir El DineroDocumento13 páginasEn Que Invertir El DineroJose David Umiri FloresAinda não há avaliações
- Plano Rutas Comerciales Actualizadas JuliacaDocumento1 páginaPlano Rutas Comerciales Actualizadas JuliacaJose David Umiri Flores0% (1)
- Formato de Check List de VehiculosDocumento4 páginasFormato de Check List de VehiculosJose David Umiri FloresAinda não há avaliações
- Futuro InducidoDocumento19 páginasFuturo InducidoJose David Umiri Flores50% (2)
- Resumen - ConicDocumento4 páginasResumen - ConicJose David Umiri FloresAinda não há avaliações
- Estudio de Tiempos y Movimientos en La ConstrucciónDocumento9 páginasEstudio de Tiempos y Movimientos en La ConstrucciónJose David Umiri Flores50% (2)
- Áreas y Lineas de Investigación, Ingeniería PDFDocumento7 páginasÁreas y Lineas de Investigación, Ingeniería PDFJose David Umiri FloresAinda não há avaliações
- Plano Rutas Comerciales Actualizadas JuliacaDocumento1 páginaPlano Rutas Comerciales Actualizadas JuliacaJose David Umiri Flores0% (1)
- Formato de Inspeccion OxicorteDocumento1 páginaFormato de Inspeccion OxicorteJose David Umiri FloresAinda não há avaliações
- Manual CIVIL 3D - Basico by David PDFDocumento11 páginasManual CIVIL 3D - Basico by David PDFJose David Umiri FloresAinda não há avaliações
- Formulas para El Calculo de Rendimientos, MaquinariasDocumento6 páginasFormulas para El Calculo de Rendimientos, MaquinariasJose David Umiri FloresAinda não há avaliações
- Construcción Moderna en Concreto y Las Especificaciones en MaterialesDocumento7 páginasConstrucción Moderna en Concreto y Las Especificaciones en MaterialesJose David Umiri FloresAinda não há avaliações
- Mercado de Cemento - 002Documento5 páginasMercado de Cemento - 002Jose David Umiri FloresAinda não há avaliações
- NormaTecnicaPeruana339.222 BARRRERASDocumento7 páginasNormaTecnicaPeruana339.222 BARRRERASLuis HuizaAinda não há avaliações
- Simposio Internacional Pavimentos de HormigonDocumento12 páginasSimposio Internacional Pavimentos de HormigonJose David Umiri FloresAinda não há avaliações
- Informe Especial Mayo09Documento13 páginasInforme Especial Mayo09libro2011Ainda não há avaliações
- Concreto PermeableDocumento18 páginasConcreto PermeableLuisalberto VildosoAinda não há avaliações
- Crítica Ley 29090Documento9 páginasCrítica Ley 29090BratOo BellamyAinda não há avaliações
- Actualidad Internacional PremiosDocumento7 páginasActualidad Internacional PremiosJose David Umiri FloresAinda não há avaliações
- Informe Especial - Feb09Documento25 páginasInforme Especial - Feb09Luis PadillaAinda não há avaliações
- Informe Especial Agosto09Documento12 páginasInforme Especial Agosto09Jose David Umiri FloresAinda não há avaliações
- Tema 1 Propuesta de Pedido y PedidoDocumento14 páginasTema 1 Propuesta de Pedido y Pedidoamanda blazquez liarte100% (2)
- TareaDocumento9 páginasTareaIvette ContrerasAinda não há avaliações
- Práctica Preparación Del PacienteDocumento4 páginasPráctica Preparación Del PacienteAlanGonzalezAinda não há avaliações
- Proyecto Tiendas de BarrioDocumento89 páginasProyecto Tiendas de Barrioangelica19zuletaAinda não há avaliações
- Caso Hotel Costa MansaDocumento6 páginasCaso Hotel Costa MansaBrayan David Valentin AdrianoAinda não há avaliações
- Resumen Supere El NODocumento13 páginasResumen Supere El NOLoana HilenAinda não há avaliações
- Vsip - Info - Check List de Autohormigonera PDF Free PDFDocumento1 páginaVsip - Info - Check List de Autohormigonera PDF Free PDFRogelio VenturaAinda não há avaliações
- Exp. Estadistica InferencialDocumento11 páginasExp. Estadistica InferencialDanielaAinda não há avaliações
- Adenda Contrato de Locacion de ServiciosDocumento1 páginaAdenda Contrato de Locacion de ServiciosWilliamMijahuancvaCajusol100% (1)
- Papeleria Nuevo Vive Abril 2020Documento14 páginasPapeleria Nuevo Vive Abril 2020Cl Jv GuzmánAinda não há avaliações
- Cronica Saliendo Del Ciclo de La "Olla"Documento2 páginasCronica Saliendo Del Ciclo de La "Olla"Virginia De Windt LluberesAinda não há avaliações
- Matriz Registro FotograficoDocumento9 páginasMatriz Registro Fotograficomauricio pinzonAinda não há avaliações
- Fundamentos de La Red 4.5GDocumento49 páginasFundamentos de La Red 4.5GJoel Pc33% (3)
- Taller Radiaciones No Ionizantes Act 8 VirtualDocumento4 páginasTaller Radiaciones No Ionizantes Act 8 VirtualLuisa Maria LOPEZ MEJIAAinda não há avaliações
- Escuelas Del Pensamiento ContableDocumento13 páginasEscuelas Del Pensamiento Contableivan cabreraAinda não há avaliações
- Modelo Canvas Actividades Claves, Socios Claves y Estructura de Costo - TIR y VANDocumento12 páginasModelo Canvas Actividades Claves, Socios Claves y Estructura de Costo - TIR y VANPamela DelgadoAinda não há avaliações
- Consumo de EnergiaDocumento15 páginasConsumo de Energiacarlos fernandezAinda não há avaliações
- Frutas en AlmíbarDocumento10 páginasFrutas en AlmíbarLeonela RamosAinda não há avaliações
- Trabajo ManufacturaDocumento34 páginasTrabajo ManufacturaMariannys SantaellaAinda não há avaliações
- Fugas de Gas - HS680 - Alfaa InstrumentosDocumento8 páginasFugas de Gas - HS680 - Alfaa InstrumentosGonzalo RebolledoAinda não há avaliações
- C.V Ing. Civil Joaquín Ortiz F IIDocumento4 páginasC.V Ing. Civil Joaquín Ortiz F IIJoaquinAinda não há avaliações
- OMT282665 (Manual Operador 250D y 300D)Documento260 páginasOMT282665 (Manual Operador 250D y 300D)Luis Paladines Bravo0% (1)
- Understanding Resistance and Ohm'S Law With Arduino-Based ExperimentsDocumento5 páginasUnderstanding Resistance and Ohm'S Law With Arduino-Based Experimentsshiny SAinda não há avaliações
- Tema 2 Laboratorios 2 y 3 IndicacionesDocumento3 páginasTema 2 Laboratorios 2 y 3 IndicacionesYanquiel Mansfarroll GonzalezAinda não há avaliações
- Caso Practico FusionDocumento7 páginasCaso Practico FusionAlfredo Calderón de LeónAinda não há avaliações
- Desarrolle Con Sus Palabras Lo Que Comprende Del Articulo 8 Del Protocolo de San SalvadorDocumento7 páginasDesarrolle Con Sus Palabras Lo Que Comprende Del Articulo 8 Del Protocolo de San SalvadorBernardoMadridAinda não há avaliações
- Tarea Academica 1Documento9 páginasTarea Academica 1ANDREA LUCERO CRUZ CHAICOAinda não há avaliações
- InfografíaDocumento1 páginaInfografíaerika palacioAinda não há avaliações
- Procesos Industriales Ev3Documento12 páginasProcesos Industriales Ev3Moña Poblete PizarroAinda não há avaliações
- Xvi Copa Taiji Kase Open On Line 2020 - ConvocatoriaDocumento7 páginasXvi Copa Taiji Kase Open On Line 2020 - ConvocatoriaRegina GarciaAinda não há avaliações