Você também pode gostar
- Planilha de Metas - IntensivãoDocumento5 páginasPlanilha de Metas - IntensivãoEmpla - Engenharia e ConstruçãoAinda não há avaliações
- Seminário - Dinâmica - Paper - Modelo HierarquicoDocumento6 páginasSeminário - Dinâmica - Paper - Modelo HierarquicoRafael Cascais BitencourtAinda não há avaliações
- Ebook Guia Do Design Thinking Tudo Que Voce Precisa para Agir Como Um Designer de SolucoesDocumento24 páginasEbook Guia Do Design Thinking Tudo Que Voce Precisa para Agir Como Um Designer de SolucoesRafael Cascais BitencourtAinda não há avaliações
- 1gsywhwhhw JSJSBBSHDocumento18 páginas1gsywhwhhw JSJSBBSHRafael Cascais BitencourtAinda não há avaliações
- Rede Eletrica AtençãoDocumento1 páginaRede Eletrica AtençãoRafael Cascais BitencourtAinda não há avaliações
- Sem Título 1Documento2 páginasSem Título 1Rafael Cascais BitencourtAinda não há avaliações
- Sem Título 1Documento2 páginasSem Título 1Rafael Cascais BitencourtAinda não há avaliações
- Manual para vender mais com a GetnetDocumento11 páginasManual para vender mais com a GetnetEverton MenezesAinda não há avaliações
- Sem Título 1Documento2 páginasSem Título 1Rafael Cascais BitencourtAinda não há avaliações
- Sem Título 1Documento2 páginasSem Título 1Rafael Cascais BitencourtAinda não há avaliações
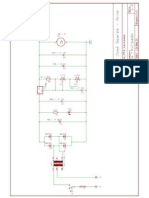
- Fonte Bancada 2 EsquemaDocumento1 páginaFonte Bancada 2 EsquemaFelipe RossAinda não há avaliações
- HFGHFGHFGDocumento3 páginasHFGHFGHFGRafael Cascais BitencourtAinda não há avaliações
- Exemplo RelatDocumento14 páginasExemplo Relatmurifreire2185Ainda não há avaliações
- Exercicio5 SolDocumento4 páginasExercicio5 SolDomingos MendesAinda não há avaliações
- COMANDOS CentOSDocumento1 páginaCOMANDOS CentOSRafael Cascais BitencourtAinda não há avaliações
- Simbologia de EletronicaDocumento10 páginasSimbologia de EletronicaRafa_MorgadoAinda não há avaliações
- Como Testar Componentes Eletrônicos - Vol 4Documento1 páginaComo Testar Componentes Eletrônicos - Vol 4Rafael Cascais BitencourtAinda não há avaliações
- Capitulo 2 Amplificadores OperacionaisDocumento76 páginasCapitulo 2 Amplificadores OperacionaisRafael Cascais BitencourtAinda não há avaliações
- Esto QueDocumento10 páginasEsto QueRafael Cascais BitencourtAinda não há avaliações
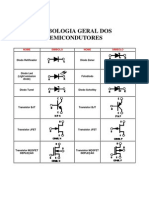
- Simbolos SemicondutoresDocumento9 páginasSimbolos SemicondutoresFábio RibeiroAinda não há avaliações
- ReguladorDocumento2 páginasReguladorRafael Cascais BitencourtAinda não há avaliações
- Simbologia de EletronicaDocumento10 páginasSimbologia de EletronicaRafa_MorgadoAinda não há avaliações
- Tyn0okd (Documento3 páginasTyn0okd (Rafael Cascais BitencourtAinda não há avaliações
- Acesse Nosso SiteDocumento1 páginaAcesse Nosso SiteRafael Cascais BitencourtAinda não há avaliações
- Portifólio - Fundamentos e Metodos - 3Documento4 páginasPortifólio - Fundamentos e Metodos - 3Gustavo GonçalvsAinda não há avaliações
- Pedágio para ajudar amigo com AIDSDocumento1 páginaPedágio para ajudar amigo com AIDSShislaine CarvalhoAinda não há avaliações
- A história e simbologia da acáciaDocumento14 páginasA história e simbologia da acáciaWagner Cruz da Cruz100% (1)
- Sebenta Direito Internacional PúblicoDocumento7 páginasSebenta Direito Internacional PúblicoFrancisco André Salvado BastosAinda não há avaliações
- A Crise de 1954 e o Suicídio de Getúlio VargasDocumento66 páginasA Crise de 1954 e o Suicídio de Getúlio VargasMarcusPierreAinda não há avaliações
- Lei 8.112/90- Hipóteses de provimento, penalidades e direitos dos servidores públicosDocumento18 páginasLei 8.112/90- Hipóteses de provimento, penalidades e direitos dos servidores públicosElizeu SilvaAinda não há avaliações
- Sartre e o ExistencialismoDocumento6 páginasSartre e o ExistencialismoGustavo Almeida AmatAinda não há avaliações
- O Amor de Deus em M'CheyneDocumento91 páginasO Amor de Deus em M'CheyneAndre SchuindtAinda não há avaliações
- ARAUJO U F O To de Vergonha Como Regulador Moral (Artigo)Documento12 páginasARAUJO U F O To de Vergonha Como Regulador Moral (Artigo)vinicius_miranda_8Ainda não há avaliações
- Governo Do Estado de PernambucoDocumento1 páginaGoverno Do Estado de PernambucoGabriel FerreiraAinda não há avaliações
- Resultado Prova Objetiva Agente Polícia 3o Classe GO 402/2022Documento678 páginasResultado Prova Objetiva Agente Polícia 3o Classe GO 402/2022Gislene CardosoAinda não há avaliações
- Portifólio 10Documento19 páginasPortifólio 10NiloAlvesPereiraAinda não há avaliações
- Manual de Classificação Da Despesa - SCGE - 21Documento252 páginasManual de Classificação Da Despesa - SCGE - 21Orçamento SASAinda não há avaliações
- O Estranho Dentro de Nós, A Intolerância À DiferençaDocumento10 páginasO Estranho Dentro de Nós, A Intolerância À DiferençaBacchini BacAinda não há avaliações
- Aula 04. Recrutamento e SeleçãoDocumento5 páginasAula 04. Recrutamento e SeleçãoTatiane DaveAinda não há avaliações
- Informe RendimentosDocumento1 páginaInforme RendimentosAlexssandro LopesAinda não há avaliações
- Carteira Trabalho DigitalDocumento4 páginasCarteira Trabalho DigitalTanielle BragaAinda não há avaliações
- Termo de Referência Drenagem Aguas PluviaisDocumento3 páginasTermo de Referência Drenagem Aguas PluviaisIkke SnovizkAinda não há avaliações
- Missa de 7o dia de falecimentoDocumento3 páginasMissa de 7o dia de falecimentoJ.Rogerio72% (36)
- 6 Ferramentas Chave para A Excelencia em GRCDocumento16 páginas6 Ferramentas Chave para A Excelencia em GRCroland nitscheAinda não há avaliações
- Historia de Vida CARLA GONÇALVESDocumento3 páginasHistoria de Vida CARLA GONÇALVESmarina machadoAinda não há avaliações
- Apontamentos de PortuguêsDocumento5 páginasApontamentos de PortuguêsBruna Sousa100% (1)
- Disciplina Consciente No ItaDocumento6 páginasDisciplina Consciente No ItaMatias NascimentoAinda não há avaliações
- Corrente Proletária na EducaçãoDocumento140 páginasCorrente Proletária na EducaçãoAlisson MartinsAinda não há avaliações
- Teste Alternativo 10º6Documento2 páginasTeste Alternativo 10º6Regina SantosAinda não há avaliações
- Oke IponriDocumento2 páginasOke IponriWender MirandaAinda não há avaliações
- Jogo Da MigraçãoDocumento33 páginasJogo Da MigraçãoKelly AdamsAinda não há avaliações
- CDT - Araújo - SEFMGDocumento1 páginaCDT - Araújo - SEFMGJoão RibeiroAinda não há avaliações
- DOM-E - 219 AssinadoDocumento10 páginasDOM-E - 219 AssinadoEllenCristinaAinda não há avaliações
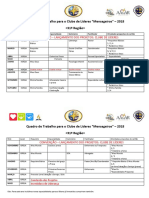
- Quadro de Trabalho - Clube de LideresDocumento3 páginasQuadro de Trabalho - Clube de LideresEvelyn F DeAzevedo100% (1)