Você também pode gostar
- 2-Procedimiento de Arenado - v1.0Documento11 páginas2-Procedimiento de Arenado - v1.0MARITA DE FATIMA LAYME DEL SOLAR100% (2)
- 4 - Procedimiento de Arenado y PintadoDocumento9 páginas4 - Procedimiento de Arenado y PintadoErickson ReyesAinda não há avaliações
- Uniones de Tubería HDPEDocumento1 páginaUniones de Tubería HDPErodrigo brañezAinda não há avaliações
- PETS-ECO-012 Vaciado de Concreto Con Apoyo de RetroexcavadoraDocumento6 páginasPETS-ECO-012 Vaciado de Concreto Con Apoyo de RetroexcavadoraPotther Magia0% (1)
- Protocolo Estructuras Metalicas 1Documento3 páginasProtocolo Estructuras Metalicas 1Manuel Ali Echevarria Rosas100% (1)
- Procedimiento de Preparación Superficial y PintadoDocumento8 páginasProcedimiento de Preparación Superficial y PintadoVelrys0% (1)
- 03 Inspeccion Arenado de EstructurasDocumento8 páginas03 Inspeccion Arenado de EstructuraswilliamcdAinda não há avaliações
- Procedimiento de Aplicación - Sigmacover 280 - Auropoxi 440 - Tuberías de PVC - Esmetal (GSU)Documento7 páginasProcedimiento de Aplicación - Sigmacover 280 - Auropoxi 440 - Tuberías de PVC - Esmetal (GSU)juanAinda não há avaliações
- Formato Liberacion PernosDocumento3 páginasFormato Liberacion PernosCaleb Vargas DiazAinda não há avaliações
- PETS PROM PRO DM 002 Demontaje y Montaje de Cobertura MetalicaDocumento9 páginasPETS PROM PRO DM 002 Demontaje y Montaje de Cobertura MetalicaArerreh Nimajneb100% (1)
- QC-A-008 - Inspección de Pintado - V1Documento1 páginaQC-A-008 - Inspección de Pintado - V1eddy vilca100% (1)
- Protocolo de SoldaduraDocumento9 páginasProtocolo de Soldadurachino_c9398Ainda não há avaliações
- 02 Número de ColadaDocumento7 páginas02 Número de ColadaAndrés DPAinda não há avaliações
- Código de Identificación de TuberíasDocumento2 páginasCódigo de Identificación de TuberíasBenjamin Enmanuel Mango DAinda não há avaliações
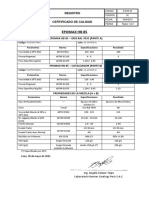
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDocumento1 páginaEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruAinda não há avaliações
- Protocolo de Acero Corrugado PedestalesDocumento1 páginaProtocolo de Acero Corrugado PedestalesWill Vel100% (1)
- Registro de Pintura ANILLO ADocumento2 páginasRegistro de Pintura ANILLO AJavier GomezAinda não há avaliações
- QC-CC-020 - Registro de Inspeccion de Impermeabilizante - V1Documento1 páginaQC-CC-020 - Registro de Inspeccion de Impermeabilizante - V1wiliams floresAinda não há avaliações
- Procedimiento Instalación Del Sistema de Anclaje HILTIDocumento11 páginasProcedimiento Instalación Del Sistema de Anclaje HILTINilton LuisAinda não há avaliações
- Procedimiento Del Granallado y Pintura de Estructuras MetálicasDocumento4 páginasProcedimiento Del Granallado y Pintura de Estructuras MetálicasElvis Jelvisj100% (2)
- 11.3 Procedimiento de Instalaciones de ACI PDFDocumento12 páginas11.3 Procedimiento de Instalaciones de ACI PDFGerson GarcíaAinda não há avaliações
- Protocolo Fabricacion Estructura MetalicaDocumento1 páginaProtocolo Fabricacion Estructura MetalicaFrancisco VasquezAinda não há avaliações
- Protocolo de Soldadura PDFDocumento1 páginaProtocolo de Soldadura PDFRenzo Francesco Velásquez JiménezAinda não há avaliações
- Protocolo de PinturaDocumento6 páginasProtocolo de PinturaHenry GonzalezAinda não há avaliações
- Penetrante - Cantesco - Espaã OlDocumento2 páginasPenetrante - Cantesco - Espaã OlJosé Luis TolaAinda não há avaliações
- Procedimiento de Trabajo para Instalacion de Tuberia Superficial de Acero GalvanizadoDocumento11 páginasProcedimiento de Trabajo para Instalacion de Tuberia Superficial de Acero GalvanizadoIlarraza Meneses Antonio Miguel0% (1)
- Procedimiento de Fabricacion de TK - API 650Documento32 páginasProcedimiento de Fabricacion de TK - API 650PercyAlexander100% (1)
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocumento9 páginas29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosAinda não há avaliações
- Procedimiento Inst. Cerco Metálico - REV02Documento9 páginasProcedimiento Inst. Cerco Metálico - REV02Franklin Alayo PoloAinda não há avaliações
- Pe-012 Rev.2 Arenado de Superficies MetalicasDocumento5 páginasPe-012 Rev.2 Arenado de Superficies MetalicasMatias GutierresAinda não há avaliações
- PETS-PRO-02-100 Desenrollado de Tuberia HDPEDocumento7 páginasPETS-PRO-02-100 Desenrollado de Tuberia HDPEErick Francis Suárez Velásquez100% (1)
- 7.4 Certificado de Calibracion DTG 041 Detector de GasDocumento2 páginas7.4 Certificado de Calibracion DTG 041 Detector de GasCristhian De La BarraAinda não há avaliações
- EPP de ArenadoDocumento11 páginasEPP de ArenadoYenny100% (1)
- Protocolos de Arenado de Estructura MetaDocumento5 páginasProtocolos de Arenado de Estructura MetaJulioYucaGarciaAinda não há avaliações
- AID-CAP17027-1902761-PR-0xx Instalacion de Tuberias de Acero Al CarbonoDocumento13 páginasAID-CAP17027-1902761-PR-0xx Instalacion de Tuberias de Acero Al CarbonoEdson Riveros PariapazaAinda não há avaliações
- Proced. Colocación de PernosDocumento7 páginasProced. Colocación de Pernosstintaya1Ainda não há avaliações
- Pts-Fixed-02 Montaje ConcertinaDocumento10 páginasPts-Fixed-02 Montaje ConcertinaJason Vargas Cortez100% (1)
- 003 - Protocolo de RellenoDocumento1 página003 - Protocolo de RellenoMauricio MirandaAinda não há avaliações
- Inspección Del AceroDocumento2 páginasInspección Del Acerodante100% (1)
- Procedimiento de Inspeccion Holliday DetectorDocumento5 páginasProcedimiento de Inspeccion Holliday Detectorsergio mangialavoriAinda não há avaliações
- Procedimiento de Holiday DetectorDocumento5 páginasProcedimiento de Holiday DetectorAnonymous 8uLMTu100% (1)
- QC-MT-018-Reporte de Ensayos Tintes Penetrantes para TuberiasDocumento2 páginasQC-MT-018-Reporte de Ensayos Tintes Penetrantes para Tuberiashelen gissel portocarrero veraAinda não há avaliações
- CURRICULUM VITAE Tecnico TermofusionistaDocumento8 páginasCURRICULUM VITAE Tecnico TermofusionistaNolan Diaz NureñaAinda não há avaliações
- Z Flex Poliuretano 30 40 PDFDocumento4 páginasZ Flex Poliuretano 30 40 PDFwalter ivan100% (1)
- PRC-05 Procedimiento de Arenado y PintadoDocumento8 páginasPRC-05 Procedimiento de Arenado y PintadoPierre Mayhuire SaireAinda não há avaliações
- AMyC-GEOS-PETS-007 - Montaje de Tuberia HDPE en La Linea 1Documento6 páginasAMyC-GEOS-PETS-007 - Montaje de Tuberia HDPE en La Linea 1Jorge EstelaAinda não há avaliações
- Preparacion SuperficialDocumento7 páginasPreparacion SuperficialDiego ParedesAinda não há avaliações
- Plantilla para Prueba VacíoDocumento2 páginasPlantilla para Prueba VacíoJaime Vera100% (2)
- Protocolo Tintas PenetrantesDocumento4 páginasProtocolo Tintas PenetrantesJaime Chavez0% (1)
- Protocolo de Instalación de Pórticos MetálicosDocumento1 páginaProtocolo de Instalación de Pórticos MetálicosDavid SALGUERO OLVEAAinda não há avaliações
- Instal de Pernos de Anclaje Aislador de PedestalDocumento1 páginaInstal de Pernos de Anclaje Aislador de PedestalManuel Alejandro Femenias Avendaño100% (1)
- PROCEDIMIENTO DE TRABAJO (Encofrado)Documento10 páginasPROCEDIMIENTO DE TRABAJO (Encofrado)Prince Aldair ZeñaAinda não há avaliações
- Pintado de Barandas-Prueba de Adherencia - MotaengilDocumento6 páginasPintado de Barandas-Prueba de Adherencia - MotaengilPedro Juan Dàvila ZùñigaAinda não há avaliações
- Plan de Trabajo - Servicio de Arenado y Pintado de Equipos de Produccion San NicolasDocumento16 páginasPlan de Trabajo - Servicio de Arenado y Pintado de Equipos de Produccion San NicolasmelissaAinda não há avaliações
- 02-Torque Uniones Con Flange PDFDocumento32 páginas02-Torque Uniones Con Flange PDFRaúl Rivera50% (2)
- Anexo 04 - SSTMA-FO-45 - Formato de Permiso de Trabajo de Demolición o Excavación Rev1Documento2 páginasAnexo 04 - SSTMA-FO-45 - Formato de Permiso de Trabajo de Demolición o Excavación Rev1Manuel Tirado RodriguezAinda não há avaliações
- Protocolo Rep TopograficoDocumento1 páginaProtocolo Rep TopograficoAnthony MurgaAinda não há avaliações
- Parcp-01 Procedimiento de Pintura - RennerDocumento11 páginasParcp-01 Procedimiento de Pintura - RennerDanfer De la CruzAinda não há avaliações
- Tec-Op-Pr-Lci018 Preparación Superficial Limpieza y Pintura de TuberíaDocumento15 páginasTec-Op-Pr-Lci018 Preparación Superficial Limpieza y Pintura de TuberíaMario CarvajalAinda não há avaliações
- Procedimiento de PinturaDocumento10 páginasProcedimiento de PinturaCésar Beltrán100% (1)
- NTP 339.198Documento11 páginasNTP 339.198stintaya1Ainda não há avaliações
- 2 - Procedimiento para El Desmontaje de CoberturasDocumento13 páginas2 - Procedimiento para El Desmontaje de Coberturasstintaya1Ainda não há avaliações
- Norma Arranque Pernos Traducida INNDocumento11 páginasNorma Arranque Pernos Traducida INNwladimir000967% (6)
- NTP 339.198Documento11 páginasNTP 339.198stintaya1Ainda não há avaliações
- Norma Arranque Pernos Traducida INNDocumento11 páginasNorma Arranque Pernos Traducida INNwladimir000967% (6)
- Protocolo de Inspección Acero de RefuerzoDocumento12 páginasProtocolo de Inspección Acero de Refuerzostintaya1100% (1)
- NTP 339.202Documento8 páginasNTP 339.202stintaya1Ainda não há avaliações
- NTP 339.199Documento14 páginasNTP 339.199stintaya1100% (1)
- NTP 339.114 2009 Concreto PremezcladoDocumento36 páginasNTP 339.114 2009 Concreto Premezcladoalberto bellido100% (3)
- NTP 334-140Documento17 páginasNTP 334-140stintaya1Ainda não há avaliações
- NTP 339.204Documento29 páginasNTP 339.204stintaya1Ainda não há avaliações
- CALIDADDocumento29 páginasCALIDADstintaya1Ainda não há avaliações
- NTP 339.199Documento14 páginasNTP 339.199stintaya1100% (1)
- 334 090Documento46 páginas334 090Robert JacobsAinda não há avaliações
- Nueva IP San Gaban III 27-03-2015 OKDocumento2 páginasNueva IP San Gaban III 27-03-2015 OKRuth Martinez CentenoAinda não há avaliações
- Proced. ConcretoDocumento12 páginasProced. Concretostintaya1Ainda não há avaliações
- ProtocoloDocumento4 páginasProtocolostintaya1Ainda não há avaliações
- Shotcrete LANZADODocumento68 páginasShotcrete LANZADOjavieryesidAinda não há avaliações
- Shotcrete LANZADODocumento68 páginasShotcrete LANZADOjavieryesidAinda não há avaliações
- Plan de CalidadDocumento37 páginasPlan de Calidadstintaya1Ainda não há avaliações
- Predimensionamiento - Concreto Armado IDocumento24 páginasPredimensionamiento - Concreto Armado Istintaya1Ainda não há avaliações
- Plan de Calidad Obras CivilesDocumento30 páginasPlan de Calidad Obras Civilesstintaya186% (7)
- INFORMEDocumento10 páginasINFORMEstintaya1Ainda não há avaliações
- Proced. Habilitacion de AceroDocumento9 páginasProced. Habilitacion de Acerostintaya1100% (1)
- Diseño 150-210-280Documento3 páginasDiseño 150-210-280stintaya1Ainda não há avaliações
- Procedimiento de LubricaciónDocumento6 páginasProcedimiento de Lubricaciónstintaya1Ainda não há avaliações
- 1 - Plan de CalidadDocumento29 páginas1 - Plan de Calidadstintaya1Ainda não há avaliações
- Procedimiento de Ajuste y Torque de PernosDocumento10 páginasProcedimiento de Ajuste y Torque de Pernosstintaya1100% (2)
- Protocolo de Lubricacion de EquipoDocumento1 páginaProtocolo de Lubricacion de Equipostintaya1Ainda não há avaliações
- Procedimiento de Instalación de Equipos EspecialesDocumento14 páginasProcedimiento de Instalación de Equipos Especialesstintaya1Ainda não há avaliações
- Laboratorio de TermodinamicaDocumento6 páginasLaboratorio de TermodinamicaGhery Huanca TorrezAinda não há avaliações
- Articulo - Completo - Ladhi2016 - HBR Final (Modificado)Documento10 páginasArticulo - Completo - Ladhi2016 - HBR Final (Modificado)Hugo Benito RojasAinda não há avaliações
- Requisitos de La MezclaDocumento6 páginasRequisitos de La MezclaDaniel AlejandroAinda não há avaliações
- Trabajo Pet 211Documento45 páginasTrabajo Pet 211Fernando D. Torrez VilteAinda não há avaliações
- Cotejo Historico de YacimientosDocumento63 páginasCotejo Historico de YacimientosMaría José DávilaAinda não há avaliações
- Acibar PolvoDocumento4 páginasAcibar PolvoVincent RosaAinda não há avaliações
- 58 - Hs. Cera Pasta Negra Teknobrill BaldeDocumento5 páginas58 - Hs. Cera Pasta Negra Teknobrill BaldeCRISTIAN MINAUROAinda não há avaliações
- Ficha de Seguridad-Ipiranga Satisol 1Documento8 páginasFicha de Seguridad-Ipiranga Satisol 1Carlos Enrique Ayala MartinezAinda não há avaliações
- Taller de Ejercicios No. 1 - Mecánica de FluidosDocumento3 páginasTaller de Ejercicios No. 1 - Mecánica de FluidosValentina Perez VasquezAinda não há avaliações
- Proceso Productivo Hielos Iglú C.A.Documento11 páginasProceso Productivo Hielos Iglú C.A.Daniela GarridoAinda não há avaliações
- Vetiver Contra La ErosionDocumento26 páginasVetiver Contra La ErosionPablo AlvarezAinda não há avaliações
- Manual de Instrucciones Hornos Eléctricos MuellerDocumento8 páginasManual de Instrucciones Hornos Eléctricos MuellerSilvia DcAinda não há avaliações
- Practica 06Documento11 páginasPractica 06Víctor SupoAinda não há avaliações
- Especificaciones Técnicas Losa DeportivaDocumento133 páginasEspecificaciones Técnicas Losa DeportivaMARIO HUMBERTO TAIPE CANCHO100% (22)
- Ewt800 PDFDocumento17 páginasEwt800 PDFMigue Solamente100% (1)
- Sds Detail PageDocumento7 páginasSds Detail PageLuisa GalelgoAinda não há avaliações
- Trabajo Número 2 Senora BelkisDocumento5 páginasTrabajo Número 2 Senora Belkisrodolfo molinaAinda não há avaliações
- Plano Agrologico de Riego Tintay-Pt08 - A1Documento1 páginaPlano Agrologico de Riego Tintay-Pt08 - A1Jesus Jose Espinoza HuatarongoAinda não há avaliações
- Ursus Trotter UT CD-16P8K DryerDocumento25 páginasUrsus Trotter UT CD-16P8K DryerVirginia Contreras CeaAinda não há avaliações
- MSDS - AeroShell Oil W 100 PlusDocumento14 páginasMSDS - AeroShell Oil W 100 PlusRoger ObregonAinda não há avaliações
- César Moisés Guerra Chayña - Tesis 2018 PDFDocumento127 páginasCésar Moisés Guerra Chayña - Tesis 2018 PDFChavez CristianAinda não há avaliações
- Recuperación de Suelos Salinos y AlcalinosDocumento11 páginasRecuperación de Suelos Salinos y AlcalinosGracielaL.ArgüelloAinda não há avaliações
- Factores Abióticos - BióticosDocumento5 páginasFactores Abióticos - BióticosValentina CuelloAinda não há avaliações
- Pollos ParrillerosDocumento7 páginasPollos ParrillerosBetty ValenteAinda não há avaliações
- Especificaciones de Lecho de SecadoDocumento45 páginasEspecificaciones de Lecho de SecadoRosa Sedano EscobarAinda não há avaliações
- Trabajo RecursosDocumento5 páginasTrabajo RecursosFrebelChoqueneiraFernándezAinda não há avaliações
- PROYECTO DE TESIS MAGALY 30SET2016.docxOK. (Autoguardado)Documento33 páginasPROYECTO DE TESIS MAGALY 30SET2016.docxOK. (Autoguardado)magaly milagros argote sangamaAinda não há avaliações
- Supervision en Obras HidraulicasDocumento38 páginasSupervision en Obras HidraulicasJham José David Bernaola PalmaAinda não há avaliações
- Informe de AblandamientoDocumento28 páginasInforme de AblandamientoDonald Cuadros CondoriAinda não há avaliações
- Agroindustria Guia de Lacteos ModuloDocumento35 páginasAgroindustria Guia de Lacteos ModuloEdwin Arley Amaya VillarrealAinda não há avaliações