Você também pode gostar
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsAinda não há avaliações
- 4650 and 4850 Section 55Documento100 páginas4650 and 4850 Section 55josephmw0308Ainda não há avaliações
- Axle, Front Drive - Planetary PDFDocumento3 páginasAxle, Front Drive - Planetary PDFLeo VegaAinda não há avaliações
- Case Construction Loader Backhoe Rear Axle PartsDocumento2 páginasCase Construction Loader Backhoe Rear Axle PartsLeo VegaAinda não há avaliações
- Teardown Automatic Transmission A240Documento3 páginasTeardown Automatic Transmission A240illoataydeAinda não há avaliações
- R Tranmicion 3Documento2 páginasR Tranmicion 3leogerguzAinda não há avaliações
- Axle, Rear Drive - Ring and PinionDocumento2 páginasAxle, Rear Drive - Ring and PinionJESUSAinda não há avaliações
- 4 Speed FWD: Revision 10/2008Documento5 páginas4 Speed FWD: Revision 10/2008krzysiek1975Ainda não há avaliações
- ClutchDocumento17 páginasClutchMortadeloAinda não há avaliações
- 4650 and 4850 Section 55Documento100 páginas4650 and 4850 Section 55josephmw0308Ainda não há avaliações
- KM 170Documento4 páginasKM 170Jesus Daniel VasconcelosAinda não há avaliações
- 4L80E (MT-1), 4L85E (MN8) : 4 SPEED RWD (Electronic Control)Documento6 páginas4L80E (MT-1), 4L85E (MN8) : 4 SPEED RWD (Electronic Control)Juan IdrovoAinda não há avaliações
- Axle, Front Drive - PlanetaryDocumento3 páginasAxle, Front Drive - PlanetaryJESUSAinda não há avaliações
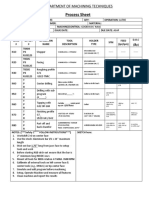
- MT1-A22 Blank CNC Lathe Process SheetDocumento1 páginaMT1-A22 Blank CNC Lathe Process SheetniroAinda não há avaliações
- KM170, KM171, KM172, F3A21, F3A22: 3 SPEED FWD (Lock Up & Non Lock Up)Documento4 páginasKM170, KM171, KM172, F3A21, F3A22: 3 SPEED FWD (Lock Up & Non Lock Up)krzysiek1975Ainda não há avaliações
- CHRYSLER A500 (40RH, 42RH, 40RE, 42RE, 44RE) : 4 SPEED RWD & 4WD (Hydraulic & Electronic Control)Documento6 páginasCHRYSLER A500 (40RH, 42RH, 40RE, 42RE, 44RE) : 4 SPEED RWD & 4WD (Hydraulic & Electronic Control)Miguel GuzmanAinda não há avaliações
- At-90 Pedal SNDocumento41 páginasAt-90 Pedal SNgragalAinda não há avaliações
- 7.2 Crusher Erection and Maintenance Data - FlsmidthDocumento3 páginas7.2 Crusher Erection and Maintenance Data - FlsmidthWILSON JUAN DE DIOS QUISPE YUPANQUIAinda não há avaliações
- Bomba Kobe T200 - Manual de PartesDocumento13 páginasBomba Kobe T200 - Manual de PartesRonalRojas100% (1)
- Generator Assy (1Az-Fe) : OverhaulDocumento5 páginasGenerator Assy (1Az-Fe) : OverhaulHenry SilvaAinda não há avaliações
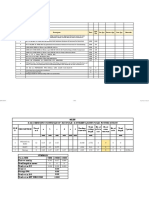
- Materials Requirement For Stamping: S.no Machine Name Materials Name Spec's Qty RemarkDocumento4 páginasMaterials Requirement For Stamping: S.no Machine Name Materials Name Spec's Qty RemarkSathish PSKAinda não há avaliações
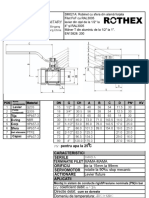
- FT - Robinet cu bila MM ROTHEXDocumento2 páginasFT - Robinet cu bila MM ROTHEXemilia.moldovanAinda não há avaliações
- AS8908 Drawing and BOM For OAL Spyrometer LensDocumento5 páginasAS8908 Drawing and BOM For OAL Spyrometer LensBruno SantosAinda não há avaliações
- Operating LIC: Manual JARDocumento7 páginasOperating LIC: Manual JARDanciulescu Mircea GabrielAinda não há avaliações
- Toyota Corolla: Manual de Taller 2001-2004Documento126 páginasToyota Corolla: Manual de Taller 2001-2004Erick Vargas MarcaAinda não há avaliações
- 980C WHEEL LOADER 63X00001-06574 (MACHINE) POWERED BY 3406 ENGINE (SEBP1216 - 02) - Por Número de Pieza Gato Evante LiftDocumento2 páginas980C WHEEL LOADER 63X00001-06574 (MACHINE) POWERED BY 3406 ENGINE (SEBP1216 - 02) - Por Número de Pieza Gato Evante LiftEdgar TorresAinda não há avaliações
- Earthing Deatils For DumadDocumento9 páginasEarthing Deatils For DumadNisith SahooAinda não há avaliações
- E4OD Part BreakdownDocumento6 páginasE4OD Part BreakdownAllen CobbAinda não há avaliações
- Nissan Rl3F01A, Rn3F01A: 3 SPEED FWD (Hydraulic Control)Documento2 páginasNissan Rl3F01A, Rn3F01A: 3 SPEED FWD (Hydraulic Control)DanielChávezHernández100% (1)
- RE5R01A (BMW A5S 300J), (JF503E) : 5 Speed RWD (Electronic Control)Documento4 páginasRE5R01A (BMW A5S 300J), (JF503E) : 5 Speed RWD (Electronic Control)Denis KonovalovAinda não há avaliações
- CONE VALVE Service ManualDocumento30 páginasCONE VALVE Service ManualMathieu DouAinda não há avaliações
- R TranmicionDocumento3 páginasR TranmicionleogerguzAinda não há avaliações
- Propeller Shaft Removal and InstallationDocumento14 páginasPropeller Shaft Removal and InstallationMateus FumuassucaAinda não há avaliações
- TransferDocumento51 páginasTransferWaqas HaiderAinda não há avaliações
- Cylinder Head and Valves/Special Tools: RG5100 - UN-23AUG88Documento21 páginasCylinder Head and Valves/Special Tools: RG5100 - UN-23AUG88WSMengine WSMengineAinda não há avaliações
- 0aw Manual VWDocumento4 páginas0aw Manual VWJoaquim Lemos67% (3)
- 003 SPH MED I 2022 Yohana1Documento3 páginas003 SPH MED I 2022 Yohana1multisolusindoniagaAinda não há avaliações
- 4 SPEED FWD (Electronic Control) : Revision 09/2017Documento7 páginas4 SPEED FWD (Electronic Control) : Revision 09/2017Trevorr WilsonAinda não há avaliações
- Pile Cap DesignDocumento14 páginasPile Cap DesignnandavarikAinda não há avaliações
- Aw131 PDFDocumento2 páginasAw131 PDFReal Danny RiañoAinda não há avaliações
- 6 Speed RWD (Electronic Control) 2007-: Revision 10/2009Documento3 páginas6 Speed RWD (Electronic Control) 2007-: Revision 10/2009krzysiek1975Ainda não há avaliações
- Toyota Camshaft PDFDocumento6 páginasToyota Camshaft PDFChristian RedinAinda não há avaliações
- TD60 SN 267373 - BOM 27-July-2011Documento3 páginasTD60 SN 267373 - BOM 27-July-2011Juan David Triana SalazarAinda não há avaliações
- Vacuum catch pot specificationsDocumento1 páginaVacuum catch pot specificationssushant_jhawerAinda não há avaliações
- SP 1118 en 00Documento2 páginasSP 1118 en 00erick.acopemAinda não há avaliações
- 4114A042 TestingDocumento10 páginas4114A042 TestingmuratAinda não há avaliações
- QuotationDocumento9 páginasQuotationapi-3841821Ainda não há avaliações
- 00-2017 New-2017.04.14 NewDocumento187 páginas00-2017 New-2017.04.14 NewDesmond OeiAinda não há avaliações
- Struktur Baja I 7Documento25 páginasStruktur Baja I 7Latifah Meda FerlytaAinda não há avaliações
- Suzuki Alto Wagon R 657cc 1999- 4 Speed Transmission Parts CatalogDocumento4 páginasSuzuki Alto Wagon R 657cc 1999- 4 Speed Transmission Parts Catalogmauro740923Ainda não há avaliações
- Struktur Baja I Sambungan BautDocumento25 páginasStruktur Baja I Sambungan BautYusril MahindraAinda não há avaliações
- Note 3 Mar 2024Documento6 páginasNote 3 Mar 2024Telly CadsAinda não há avaliações
- Design of Steel Rafter: Econmic Flange For Given DepthDocumento31 páginasDesign of Steel Rafter: Econmic Flange For Given DepthNguyen Duc CuongAinda não há avaliações
- 4620 - Removal and Installation of The Two-Mass Flywheel Engine 104Documento4 páginas4620 - Removal and Installation of The Two-Mass Flywheel Engine 104Oscar ChohfiAinda não há avaliações
- Overhaul Cylinder Block 1AZ-FE EngineDocumento17 páginasOverhaul Cylinder Block 1AZ-FE EngineHenry SilvaAinda não há avaliações
- 5 SPEED FWD (Electronic Control) : Revision 05/2009Documento4 páginas5 SPEED FWD (Electronic Control) : Revision 05/2009krzysiek1975Ainda não há avaliações
- 4 SPEED FWD (Electronic Control) : Revision 09/2018Documento6 páginas4 SPEED FWD (Electronic Control) : Revision 09/2018Orto DentsmileAinda não há avaliações
- Despiece Caja Wagon+r AutomaticaDocumento4 páginasDespiece Caja Wagon+r AutomaticaElvis Eliud Hernández100% (2)
- 4650 and 4850 Section 15 PDFDocumento96 páginas4650 and 4850 Section 15 PDFjosephmw03080% (1)
- 4650 and 4850 ContentsDocumento14 páginas4650 and 4850 Contentsjosephmw03080% (1)
- 4650 and 4850 Section 55Documento100 páginas4650 and 4850 Section 55josephmw0308Ainda não há avaliações
- PTO Gear Train Repair GuideDocumento100 páginasPTO Gear Train Repair Guidejosephmw0308100% (1)
- 4650 and 4850 Section 70Documento100 páginas4650 and 4850 Section 70josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 50Documento100 páginas4650 and 4850 Section 50josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 90Documento74 páginas4650 and 4850 Section 90josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 55Documento100 páginas4650 and 4850 Section 55josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 20 PDFDocumento22 páginas4650 and 4850 Section 20 PDFjosephmw0308Ainda não há avaliações
- 4650 and 4850 Section 60Documento88 páginas4650 and 4850 Section 60josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 99Documento64 páginas4650 and 4850 Section 99josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 70Documento58 páginas4650 and 4850 Section 70josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 95Documento56 páginas4650 and 4850 Section 95josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 10 General PDFDocumento56 páginas4650 and 4850 Section 10 General PDFjosephmw0308Ainda não há avaliações
- 4650 and 4850 Section 40Documento100 páginas4650 and 4850 Section 40josephmw0308100% (1)
- 4650 and 4850 Section 30Documento14 páginas4650 and 4850 Section 30josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 80Documento44 páginas4650 and 4850 Section 80josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 55Documento2 páginas4650 and 4850 Section 55josephmw0308Ainda não há avaliações
- 4650 and 4850 Section 50Documento96 páginas4650 and 4850 Section 50josephmw0308100% (1)
- Esquema Cat 330Documento2 páginasEsquema Cat 330Francisco Iniesta67% (6)
- 4650 and 4850 Section 40Documento8 páginas4650 and 4850 Section 40josephmw0308Ainda não há avaliações
- Use Labview For Research Quality of Polymer Coatings - NewDocumento4 páginasUse Labview For Research Quality of Polymer Coatings - Newjosephmw0308Ainda não há avaliações
- Holly Truck Avenger ManDocumento14 páginasHolly Truck Avenger ManBryan HawkeAinda não há avaliações
- Esquema Cat 330Documento2 páginasEsquema Cat 330Francisco Iniesta67% (6)
- TRX Holiday Training PlanDocumento18 páginasTRX Holiday Training PlanRucsandra Avirvarei50% (2)
- Maintenance (Rotary Cutter) Repair Parts Catalog: Model: SectionDocumento14 páginasMaintenance (Rotary Cutter) Repair Parts Catalog: Model: Sectionjosephmw0308Ainda não há avaliações
- Jaegersports Jband ManualDocumento16 páginasJaegersports Jband Manualjosephmw0308Ainda não há avaliações
- Revision Plan-II (DPP # 2) - Physics - EnglishDocumento12 páginasRevision Plan-II (DPP # 2) - Physics - EnglishBhriguKansra50% (2)
- Tacloban Master Training Schedule (January-June 2012) For Web New FormatDocumento5 páginasTacloban Master Training Schedule (January-June 2012) For Web New FormatFariq AdlawanAinda não há avaliações
- Contact-Molded Reinforced Thermosetting Plastic (RTP) Laminates For Corrosion-Resistant EquipmentDocumento8 páginasContact-Molded Reinforced Thermosetting Plastic (RTP) Laminates For Corrosion-Resistant EquipmentQUALITY MAYURAinda não há avaliações
- Reduce Drum Pitch, Yarn Tension and Cradle LoadDocumento16 páginasReduce Drum Pitch, Yarn Tension and Cradle LoadJigneshSaradavaAinda não há avaliações
- Landscape - Cut & Fill StopingDocumento24 páginasLandscape - Cut & Fill StopingRAJIV VINOD CONJEEVARAM 1961714Ainda não há avaliações
- Joker User Guide 3dlabgang Rev2019 12Documento14 páginasJoker User Guide 3dlabgang Rev2019 12HD's RC ChannelAinda não há avaliações
- Ecdis-W: Warship Electronic Chart Display and Information SystemDocumento2 páginasEcdis-W: Warship Electronic Chart Display and Information SystemEngr Muhammad SalmanAinda não há avaliações
- Premiertrak 1100x650 Parts ENGDocumento276 páginasPremiertrak 1100x650 Parts ENGarttv44100% (1)
- EE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Documento5 páginasEE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Kulanthaivelu RamaswamyAinda não há avaliações
- Aniosyme DD1 SDSDocumento6 páginasAniosyme DD1 SDSSherwin CruzAinda não há avaliações
- Dual vs Core 2 DuoDocumento5 páginasDual vs Core 2 Duomahisharma123456Ainda não há avaliações
- Gaspardo MAESTRA 2004-02 (19530520)Documento78 páginasGaspardo MAESTRA 2004-02 (19530520)costelchelariuAinda não há avaliações
- Alcatel U3 - Alcatel U3 User GuideDocumento53 páginasAlcatel U3 - Alcatel U3 User Guideoswaldomarangoni5295100% (11)
- Vdo Pressure GuageDocumento14 páginasVdo Pressure Guagezuma zaiamAinda não há avaliações
- Catalogo-Wellhead-Marvic (Valvulas WKM EXPANDING)Documento41 páginasCatalogo-Wellhead-Marvic (Valvulas WKM EXPANDING)mantilla7Ainda não há avaliações
- QlikView Business Intelligence Tool OverviewDocumento11 páginasQlikView Business Intelligence Tool OverviewMithun LayekAinda não há avaliações
- Char-Lynn (Eaton) - 158-2925-001 - Motion IndustriesDocumento2 páginasChar-Lynn (Eaton) - 158-2925-001 - Motion Industriesgeovane cardosoAinda não há avaliações
- Fsls 11.10 Adminguide EngDocumento67 páginasFsls 11.10 Adminguide Engsurender78Ainda não há avaliações
- Plastic Sub Pumps Catalog 60Hz - USDocumento44 páginasPlastic Sub Pumps Catalog 60Hz - UScarlosAinda não há avaliações
- EMB 20100301 Mar 2010Documento156 páginasEMB 20100301 Mar 2010agnithiumAinda não há avaliações
- RC F18 Super Hornet - Manual v2.0Documento13 páginasRC F18 Super Hornet - Manual v2.0Darren-Edward O'NeillAinda não há avaliações
- Meshing Methods (ANSYS Meshing) - Everyone Is Number OneDocumento14 páginasMeshing Methods (ANSYS Meshing) - Everyone Is Number Oneicemage1991Ainda não há avaliações
- SCT3030AL: 650V V R (Typ.) 30mDocumento14 páginasSCT3030AL: 650V V R (Typ.) 30mSas Pro EletronicaAinda não há avaliações
- Reading 03 - Iron Lady The Eiffel TowerDocumento2 páginasReading 03 - Iron Lady The Eiffel TowerFernando Elías Valderrama GómezAinda não há avaliações
- Presentation - Slides Holmes Lever 221215Documento33 páginasPresentation - Slides Holmes Lever 221215Ralitsa OlevaAinda não há avaliações
- Hitachi Sumitomo Scx1500 2 Hydraulic Crawler Crane SpecificationsDocumento2 páginasHitachi Sumitomo Scx1500 2 Hydraulic Crawler Crane Specificationsmargeret100% (50)
- CHAPTER 2 4.0 Three Phase SystemsDocumento41 páginasCHAPTER 2 4.0 Three Phase SystemsMUHAMMAD ALIFF DANIAL RAZMIAinda não há avaliações
- USBN Bahasa Inggris 2021Documento6 páginasUSBN Bahasa Inggris 2021Indah timorentiAinda não há avaliações
- 319918Documento4 páginas319918Daniel BilickiAinda não há avaliações