Você também pode gostar
- 3.optimization Plus Setpoint - DOE-Exercise Pilot PlantDocumento8 páginas3.optimization Plus Setpoint - DOE-Exercise Pilot PlantkiaraAinda não há avaliações
- By Mark J. Anderson and Shari L. KraberDocumento32 páginasBy Mark J. Anderson and Shari L. Kraberparwez19661966Ainda não há avaliações
- Keys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberDocumento10 páginasKeys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberMiguel ChAinda não há avaliações
- Computer-Ided Design of Experiments For Formulations: Explore The Feasible RegionDocumento6 páginasComputer-Ided Design of Experiments For Formulations: Explore The Feasible Regionvijay2101Ainda não há avaliações
- DOE-Exercise CHOptimizer Design Space EstimationDocumento15 páginasDOE-Exercise CHOptimizer Design Space EstimationNeelesh GangwarAinda não há avaliações
- Tutorial For Cyclic Steam ModellingDocumento30 páginasTutorial For Cyclic Steam ModellingjalestAinda não há avaliações
- Example L - 5. C K M P F H P (P P) .: System ConfigurationDocumento19 páginasExample L - 5. C K M P F H P (P P) .: System ConfigurationadilawiAinda não há avaliações
- Rate Based Distillation Web in Arf A QDocumento6 páginasRate Based Distillation Web in Arf A Qingbarragan87Ainda não há avaliações
- DOE Software Paints Picture of Powder Coating DefectsDocumento5 páginasDOE Software Paints Picture of Powder Coating Defects626004Ainda não há avaliações
- Exp FinalDocumento4 páginasExp Finalhugo mendozaAinda não há avaliações
- DOE-Exercise SciLife - 1Documento9 páginasDOE-Exercise SciLife - 1Neelesh GangwarAinda não há avaliações
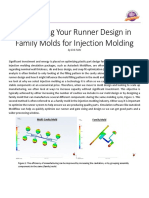
- Optimizing Your Runner Design in Family Molds For Injection MoldingDocumento6 páginasOptimizing Your Runner Design in Family Molds For Injection MoldingVersiAinda não há avaliações
- 4-Chemical Flood Exercises - Tutorial - OCT - 2012 PDFDocumento37 páginas4-Chemical Flood Exercises - Tutorial - OCT - 2012 PDFSumit Kumar100% (5)
- Big Data and Statistical Process ControlDocumento9 páginasBig Data and Statistical Process Controlhazwan2283Ainda não há avaliações
- Application of DOE To CAEDocumento9 páginasApplication of DOE To CAETran ThaihongAinda não há avaliações
- High Pressure Gas Reservoir Waxing ProblemDocumento41 páginasHigh Pressure Gas Reservoir Waxing ProblemAoun FatehAinda não há avaliações
- Tutorial 13 ASPEN PLUS Aspen DistillationDocumento18 páginasTutorial 13 ASPEN PLUS Aspen DistillationramsrivatsanAinda não há avaliações
- Tezis EngDocumento12 páginasTezis EngiazcuzcAinda não há avaliações
- pl4 PDFDocumento23 páginaspl4 PDFDhairyashil SantreAinda não há avaliações
- Pareto OptimizationDocumento7 páginasPareto OptimizationeandreimariusAinda não há avaliações
- Experimental Design For FormulatorsDocumento5 páginasExperimental Design For FormulatorsAndrek QueckAinda não há avaliações
- Thermophysical Properties-Industrial DirectionsDocumento15 páginasThermophysical Properties-Industrial DirectionsfabiopdnAinda não há avaliações
- Soln 1Documento2 páginasSoln 1Zurina MAAinda não há avaliações
- Split-Plot General Factorial Tutorial: Flowchart of Split Plot Experiment On Papermaking ProcessDocumento13 páginasSplit-Plot General Factorial Tutorial: Flowchart of Split Plot Experiment On Papermaking ProcessJennycitas EsquivelAinda não há avaliações
- Crude Column Optimization Aspen HysysDocumento22 páginasCrude Column Optimization Aspen Hysysahsan888100% (2)
- Richard Nakka's Experimental Rocketry Web Site: Solid Rocket Motor Theory - GUIPEPDocumento8 páginasRichard Nakka's Experimental Rocketry Web Site: Solid Rocket Motor Theory - GUIPEPSharat ChandraAinda não há avaliações
- Simulated Annealing For The Optimisation of A Constrained Simulation Model in ExcellDocumento19 páginasSimulated Annealing For The Optimisation of A Constrained Simulation Model in Excelllcm3766lAinda não há avaliações
- DOE-Exercise Filtration RateDocumento8 páginasDOE-Exercise Filtration RateNeelesh GangwarAinda não há avaliações
- 08 - Using Optimization Parameter Analysis in Analytic SolverDocumento5 páginas08 - Using Optimization Parameter Analysis in Analytic Solversarkarak.1994Ainda não há avaliações
- 08 - Using Optimization Parameter Analysis in Analytic SolverDocumento5 páginas08 - Using Optimization Parameter Analysis in Analytic Solversarkarak.1994Ainda não há avaliações
- OPTICast Workbook 8-3-0 11-18-14Documento51 páginasOPTICast Workbook 8-3-0 11-18-14emilianoAinda não há avaliações
- Uncovering The Realities of Simulation, Part 1 (Of 1)Documento11 páginasUncovering The Realities of Simulation, Part 1 (Of 1)bjsatola100% (2)
- Lab Report 1 PDF FormatDocumento14 páginasLab Report 1 PDF FormatSapna RanaAinda não há avaliações
- ch10 IsmDocumento4 páginasch10 IsmTri Oka Putra0% (1)
- Acetone and Water DistillationDocumento17 páginasAcetone and Water Distillationinvincible111100% (1)
- CEP Article - Litzen and BravoDocumento8 páginasCEP Article - Litzen and BravoA MAinda não há avaliações
- COMSOL HANDBOOK SERIES Essentials of Postprocessing and Visualization 5.1Documento36 páginasCOMSOL HANDBOOK SERIES Essentials of Postprocessing and Visualization 5.1Mustafa DemircioğluAinda não há avaliações
- Feed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyDocumento8 páginasFeed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyChem.EnggAinda não há avaliações
- 8 Optimizing The Molding ParametersDocumento54 páginas8 Optimizing The Molding ParametersEdith Chavez LindosAinda não há avaliações
- Introductory ExampleDocumento11 páginasIntroductory ExampleChristianAslanAinda não há avaliações
- Linear Programming: Tell MeDocumento5 páginasLinear Programming: Tell MeSamah MaaroufAinda não há avaliações
- DX8 01 GetStartedDocumento32 páginasDX8 01 GetStartedPradeep Kumar Reddy BAinda não há avaliações
- Design 002H AmmoniaSynthesis ClosedLoopDocumento15 páginasDesign 002H AmmoniaSynthesis ClosedLoopNicandroGonzalesAinda não há avaliações
- ManTech Lab Manual 2019Documento37 páginasManTech Lab Manual 2019Alien liuAinda não há avaliações
- Exercise A1 - Simple Ogee SetupDocumento11 páginasExercise A1 - Simple Ogee SetupCarlos Luis Oyuela GomezAinda não há avaliações
- ECL ExercisesDocumento4 páginasECL ExercisesBessam MeghdouriAinda não há avaliações
- Tutorial 12 ASPEN PLUS Sensitivity Analysis and Transport PropertiesDocumento14 páginasTutorial 12 ASPEN PLUS Sensitivity Analysis and Transport PropertiesramsrivatsanAinda não há avaliações
- A Tutorial On Initializing An ECLIPSE ModelDocumento19 páginasA Tutorial On Initializing An ECLIPSE ModelAiwarikiaarAinda não há avaliações
- Aspen Tutorial Unit 2Documento10 páginasAspen Tutorial Unit 2Ajit VermaAinda não há avaliações
- Column EfficiencyDocumento8 páginasColumn Efficiencynebulakers100% (1)
- Spreadsheet Determines Hyperbolic-Decline Parameters - Oil & Gas JournalDocumento5 páginasSpreadsheet Determines Hyperbolic-Decline Parameters - Oil & Gas JournalWassef MBAinda não há avaliações
- A Tutorial On Initialising An Eclipse Reservoir ModelDocumento19 páginasA Tutorial On Initialising An Eclipse Reservoir ModelDhiaa LaMiAinda não há avaliações
- Max Like MethodDocumento38 páginasMax Like MethodaribniminnakAinda não há avaliações
- Evolutionary Algorithms for Food Science and TechnologyNo EverandEvolutionary Algorithms for Food Science and TechnologyAinda não há avaliações
- Model-Based Testing Essentials - Guide to the ISTQB Certified Model-Based Tester: Foundation LevelNo EverandModel-Based Testing Essentials - Guide to the ISTQB Certified Model-Based Tester: Foundation LevelAinda não há avaliações
- Comprehensive Quality by Design for Pharmaceutical Product Development and ManufactureNo EverandComprehensive Quality by Design for Pharmaceutical Product Development and ManufactureGintaras V. ReklaitisAinda não há avaliações
- Tigb006 03Documento2 páginasTigb006 03Berhanu ZelalemAinda não há avaliações
- Factsheet Standard Standard SP Chaise Tout Bois-ENDocumento4 páginasFactsheet Standard Standard SP Chaise Tout Bois-ENGrazianoAinda não há avaliações
- Data Sheet For Hinged SystemsDocumento6 páginasData Sheet For Hinged SystemsMohsin KhanAinda não há avaliações
- Technical Data: 702G Internal Pipe Coating SystemDocumento4 páginasTechnical Data: 702G Internal Pipe Coating Systemcesar_p80-1Ainda não há avaliações
- A 43 D 31 1283235357063 Peri Cofraj Planseu Skydeck EngDocumento40 páginasA 43 D 31 1283235357063 Peri Cofraj Planseu Skydeck EngIonita AlexandraAinda não há avaliações
- TB-62mm - V1 Rev2Documento84 páginasTB-62mm - V1 Rev2Mohsin KhanAinda não há avaliações
- Fluoropolymers: What Is A Fluoropolymer?Documento2 páginasFluoropolymers: What Is A Fluoropolymer?vkmsAinda não há avaliações
- DuraGal Painting GuideDocumento29 páginasDuraGal Painting Guidebeck.26Ainda não há avaliações
- Powder Coating As A Corrosion Protection MethodDocumento12 páginasPowder Coating As A Corrosion Protection Methodchemikas8389Ainda não há avaliações
- Casting Guidelines For LM25 AlloyDocumento15 páginasCasting Guidelines For LM25 AlloyAnonymous evWvf7TEAinda não há avaliações
- Prusa3d Manual Mk3 enDocumento72 páginasPrusa3d Manual Mk3 enRajesh MaduraiAinda não há avaliações
- Gma Flipbook MobileDocumento79 páginasGma Flipbook MobilePrakash Pillur GurumurthyAinda não há avaliações
- Torit Replacement Filters CatalogDocumento140 páginasTorit Replacement Filters CatalogRoccinanteAinda não há avaliações
- Horizontal Sun ProtectionDocumento40 páginasHorizontal Sun ProtectionEyob YimerAinda não há avaliações
- Q A CoatingDocumento29 páginasQ A CoatingHau Le100% (1)
- Resin and Cross-Linker Chemistry For Powder CoatingsDocumento36 páginasResin and Cross-Linker Chemistry For Powder CoatingsRashad SarwarAinda não há avaliações
- FLEX Product Catalog Vol26Documento24 páginasFLEX Product Catalog Vol26Cuong CaoAinda não há avaliações
- UV Curing in The Plastic Components Industry Plasticcomponentsjulaug03Documento5 páginasUV Curing in The Plastic Components Industry Plasticcomponentsjulaug03inzanerAinda não há avaliações
- Electroplating Phosphating Powder Coating and Metal Finishing PDFDocumento149 páginasElectroplating Phosphating Powder Coating and Metal Finishing PDFmiguelin9169100% (2)
- Power GNB Product Info Sheet 12 05 2020 PDFDocumento2 páginasPower GNB Product Info Sheet 12 05 2020 PDFPranshu JainAinda não há avaliações
- Company Profile Ata MarketingDocumento18 páginasCompany Profile Ata MarketingAdhitiya Rizki PratamaAinda não há avaliações
- Iriotec - 8850 - EMD - TDS (For US and Canada) PDFDocumento2 páginasIriotec - 8850 - EMD - TDS (For US and Canada) PDFxy2zjgAinda não há avaliações
- Guide - Selection Eletrostatic Powder CoatingsDocumento116 páginasGuide - Selection Eletrostatic Powder CoatingsDaniel de AssisAinda não há avaliações
- Specification Powder Coating Plant Document - UjjainDocumento9 páginasSpecification Powder Coating Plant Document - UjjainSundaresan SabanayagamAinda não há avaliações
- Wax Additives: High PerformanceDocumento8 páginasWax Additives: High PerformanceAPEX SONAinda não há avaliações
- (IND Catalogue 2017) - Low ResDocumento36 páginas(IND Catalogue 2017) - Low ResNiP GetWr0ngAinda não há avaliações
- Domino PDFDocumento44 páginasDomino PDFFrancios VictorAinda não há avaliações
- Rainwater GoodsDocumento100 páginasRainwater GoodsAFW111Ainda não há avaliações
- Clearn Rooms PDFDocumento50 páginasClearn Rooms PDFtruong leAinda não há avaliações
- Specialty Fine Powders and ExfoliantsDocumento20 páginasSpecialty Fine Powders and ExfoliantsAPEX SONAinda não há avaliações