Você também pode gostar
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Documento5 páginasSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiAinda não há avaliações
- 4340Documento2 páginas4340fedaquiAinda não há avaliações
- Pipe Brochure (Spiral Welded Pipe)Documento20 páginasPipe Brochure (Spiral Welded Pipe)AmalsyahAinda não há avaliações
- HeadDocumento1 páginaHeadabdulloh_99Ainda não há avaliações
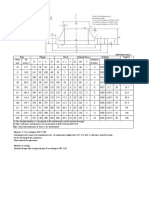
- Din Flange Din 2627: (Dimensions in MM.)Documento12 páginasDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönAinda não há avaliações
- Chemical Composition % of Steel S690QL (1.8928) : EN 10025-6-2004Documento1 páginaChemical Composition % of Steel S690QL (1.8928) : EN 10025-6-2004Miodrag TopalovicAinda não há avaliações
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987No EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonAinda não há avaliações
- Riview On Cold Drawing Process PDFDocumento7 páginasRiview On Cold Drawing Process PDFAmandeep Singh GujralAinda não há avaliações
- Hot Rolled Carbon Steel Sheet, Plate and Strip According To IS 1079:2017Documento8 páginasHot Rolled Carbon Steel Sheet, Plate and Strip According To IS 1079:2017raghavendragouda patilAinda não há avaliações
- S690QLDocumento4 páginasS690QLReginaldo Matias NunesAinda não há avaliações
- Tightening Torques PDFDocumento1 páginaTightening Torques PDFlaweenceAinda não há avaliações
- Technical Catalogue (Imperial) HSC Casing PDFDocumento100 páginasTechnical Catalogue (Imperial) HSC Casing PDFsouthernorAinda não há avaliações
- Grades of Steel ChartDocumento3 páginasGrades of Steel ChartKimAinda não há avaliações
- Iso Metric 32Documento2 páginasIso Metric 32rahul caddAinda não há avaliações
- Welding Position PosterDocumento1 páginaWelding Position PosterbenzinaAinda não há avaliações
- Jig Bushes and LinersDocumento2 páginasJig Bushes and LinersVinod GuptaAinda não há avaliações
- Stainless Steel Alloys Comparsion ChartDocumento3 páginasStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- Steel Data ChartDocumento2 páginasSteel Data Chartsmartcad60Ainda não há avaliações
- Schallater Gaas80 Gaa100 DownloadDocumento4 páginasSchallater Gaas80 Gaa100 DownloadRakesh SrivastavaAinda não há avaliações
- Jis G3141Documento0 páginaJis G3141johnnyquest_86Ainda não há avaliações
- Carriage Bolt Square Neck Round Head ScrewsDocumento1 páginaCarriage Bolt Square Neck Round Head ScrewsBalaji Kanduri100% (1)
- Astm E10 2001 PDFDocumento9 páginasAstm E10 2001 PDFSofiaJabadanEspulgarAinda não há avaliações
- ISOGradeDocumento28 páginasISOGradeleo83Ainda não há avaliações
- Thread Standard BSPDocumento7 páginasThread Standard BSPĐạt TrầnAinda não há avaliações
- FastenersDocumento56 páginasFastenersAnonymous Dp4DdscGSAinda não há avaliações
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % NickelDocumento4 páginasPressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % Nickelalucard375100% (1)
- 15.2 Thread StandardsDocumento3 páginas15.2 Thread Standardssathish69Ainda não há avaliações
- Trim Number Chart API ValveDocumento2 páginasTrim Number Chart API ValveVelu .cAinda não há avaliações
- Thread DataDocumento26 páginasThread Databalusandeep20100% (1)
- API 5l Grade l245 PipesDocumento1 páginaAPI 5l Grade l245 PipesMitul MehtaAinda não há avaliações
- Thread RollingDocumento2 páginasThread RollingManoj MathewAinda não há avaliações
- 701 Steel InclusionRating DIN-50602Documento1 página701 Steel InclusionRating DIN-50602ksathisAinda não há avaliações
- Lapmaster Catalogue1Documento20 páginasLapmaster Catalogue1Hicham HrslAinda não há avaliações
- GuidanceNotes EN131 Version2Documento10 páginasGuidanceNotes EN131 Version2Javier Quintero SaavedraAinda não há avaliações
- BVM Corporation Maintenance Manual: 4-1/2 - 14" Casing Spider / ElevatorDocumento40 páginasBVM Corporation Maintenance Manual: 4-1/2 - 14" Casing Spider / ElevatorAnang SakraniAinda não há avaliações
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocumento8 páginasWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesAinda não há avaliações
- ASTM A131 Steel, Grade DDocumento1 páginaASTM A131 Steel, Grade DjulianmorantesAinda não há avaliações
- 554 PDFDocumento10 páginas554 PDFyogiforyouAinda não há avaliações
- Tokyo Keiso Co., LTDDocumento3 páginasTokyo Keiso Co., LTDmanbkkAinda não há avaliações
- Buttress Run-Out - API ConnectionDocumento2 páginasButtress Run-Out - API ConnectionEDWIN M.PAinda não há avaliações
- 7 Inch Vamtop SpecDocumento2 páginas7 Inch Vamtop Specrageshmv100% (1)
- Socket Head Cap ScrewsDocumento1 páginaSocket Head Cap Screwsapi-3848892100% (5)
- GB-T 232-2010 Metallic Materials-Bend TestDocumento14 páginasGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.Ainda não há avaliações
- Hot Rolled Steel Sheet, Plate and Strip For Forming and Flanging Purposes According To IS 5986:2017Documento9 páginasHot Rolled Steel Sheet, Plate and Strip For Forming and Flanging Purposes According To IS 5986:2017Mari MuthuAinda não há avaliações
- 17-7 PH Data SheetDocumento2 páginas17-7 PH Data SheetsksiddiqueAinda não há avaliações
- IS Materail Specification For General ApplicationDocumento1 páginaIS Materail Specification For General Applicationravindranathanne100% (1)
- Machine Screws: DIN 965 & ISO 7045 TorxDocumento1 páginaMachine Screws: DIN 965 & ISO 7045 TorxDerekAinda não há avaliações
- Images 1 - LefleatsDocumento11 páginasImages 1 - LefleatsJeric Judalena SevillanoAinda não há avaliações
- MSM Marketing SDN BHD: MIG Welding Electrodes !Documento3 páginasMSM Marketing SDN BHD: MIG Welding Electrodes !namasralAinda não há avaliações
- Tolerance of Position (TOP) - 1Documento34 páginasTolerance of Position (TOP) - 1maddy_scribdAinda não há avaliações
- Thread Chart PDFDocumento9 páginasThread Chart PDFhisaj4uAinda não há avaliações
- Bolt Sizes and DimensionsDocumento1 páginaBolt Sizes and DimensionsgilbnyAinda não há avaliações
- Material Data Sheet: Casting Material: Stainless Steel CF8MDocumento9 páginasMaterial Data Sheet: Casting Material: Stainless Steel CF8MakshayAinda não há avaliações
- Insize 2012eDocumento288 páginasInsize 2012eonur.sezerAinda não há avaliações
- Acorn Catalogue-FastenerDocumento15 páginasAcorn Catalogue-FastenerMani Maran0% (1)
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocumento2 páginasSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezAinda não há avaliações
- Standar Elektroda PDFDocumento182 páginasStandar Elektroda PDFFakhar WindratamaAinda não há avaliações
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsAinda não há avaliações
- Welding ProcessesDocumento28 páginasWelding ProcessesAnaswarpsAinda não há avaliações
- DC 6.5in 120ksi 90.61ppf NC46 R2 SpiralDocumento2 páginasDC 6.5in 120ksi 90.61ppf NC46 R2 SpiralKevin MuellerAinda não há avaliações
- Manual 752 RB3 PartDocumento10 páginasManual 752 RB3 PartLee NaidooAinda não há avaliações
- Ad 28 XMVDocumento20 páginasAd 28 XMVcorsini999Ainda não há avaliações
- Scheda Tecnica Lavabi Design Santona 45Documento1 páginaScheda Tecnica Lavabi Design Santona 45corsini999Ainda não há avaliações
- Precise: DAT 400 Series Digital / Analog TransmittersDocumento42 páginasPrecise: DAT 400 Series Digital / Analog Transmitterscorsini999Ainda não há avaliações
- Orbital Motors Drawing: Reset Download 3D ModelDocumento1 páginaOrbital Motors Drawing: Reset Download 3D Modelcorsini999Ainda não há avaliações
- NXT Air Motor: Instructions-PartsDocumento48 páginasNXT Air Motor: Instructions-Partscorsini999Ainda não há avaliações
- Hydra-Clean Packages: Instructions - PartsDocumento30 páginasHydra-Clean Packages: Instructions - Partscorsini999Ainda não há avaliações
- Soltigua PTMX ENDocumento4 páginasSoltigua PTMX ENcorsini999Ainda não há avaliações
- Safim S6MDocumento44 páginasSafim S6Mcorsini999Ainda não há avaliações
- OMV315 - 151B3100 (Selection)Documento1 páginaOMV315 - 151B3100 (Selection)corsini999Ainda não há avaliações
- OMV315 - 151B3100 (Technical Data)Documento1 páginaOMV315 - 151B3100 (Technical Data)corsini999Ainda não há avaliações
- Cross Reference 2015Documento78 páginasCross Reference 2015José AyalaAinda não há avaliações
- Mobilarma 700 Series Mobilarma 700 Series Mobilarma 700 Series Mobilarma 700 SeriesDocumento2 páginasMobilarma 700 Series Mobilarma 700 Series Mobilarma 700 Series Mobilarma 700 Seriescorsini999Ainda não há avaliações
- Dura-Flo 1800 Pumps: Instructions-Parts ListDocumento38 páginasDura-Flo 1800 Pumps: Instructions-Parts Listcorsini999Ainda não há avaliações
- Dura-Flo Lowers: Instructions - PartsDocumento22 páginasDura-Flo Lowers: Instructions - Partscorsini999Ainda não há avaliações
- NXT Air Motor: Instructions-PartsDocumento48 páginasNXT Air Motor: Instructions-Partscorsini999Ainda não há avaliações
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocumento1 páginaCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile Propertiescorsini999Ainda não há avaliações
- Multi-Use Product: Technical DataDocumento2 páginasMulti-Use Product: Technical Datacorsini999Ainda não há avaliações
- Hydra-Clean Packages: Instructions - PartsDocumento30 páginasHydra-Clean Packages: Instructions - Partscorsini999Ainda não há avaliações
- Mobilarma 700 Series Mobilarma 700 Series Mobilarma 700 Series Mobilarma 700 SeriesDocumento2 páginasMobilarma 700 Series Mobilarma 700 Series Mobilarma 700 Series Mobilarma 700 Seriescorsini999Ainda não há avaliações
- NXT Air Motor: Instructions-PartsDocumento48 páginasNXT Air Motor: Instructions-Partscorsini999Ainda não há avaliações
- 980L Block HandlerDocumento2 páginas980L Block Handlercorsini999Ainda não há avaliações
- Multi-Use Product: Technical DataDocumento2 páginasMulti-Use Product: Technical Datacorsini999Ainda não há avaliações
- Fox Running Manual: Wed, 13 May 2020 12:46:25 +0000 Valid at Time of DownloadDocumento14 páginasFox Running Manual: Wed, 13 May 2020 12:46:25 +0000 Valid at Time of Downloadcorsini999Ainda não há avaliações
- Soltigua PTMX ENDocumento4 páginasSoltigua PTMX ENcorsini999Ainda não há avaliações
- VAM® Book Casing Torque Turn SpecsDocumento3 páginasVAM® Book Casing Torque Turn Specscorsini999100% (1)
- Drilling Fluids For Drilling of Geothermal Wells - Hagen HoleDocumento8 páginasDrilling Fluids For Drilling of Geothermal Wells - Hagen HoleAdil AytekinAinda não há avaliações
- TMK Up™: Field ManualDocumento84 páginasTMK Up™: Field Manualcorsini999Ainda não há avaliações
- PC-REP-001 Printed 13-NOV-2013Documento12 páginasPC-REP-001 Printed 13-NOV-2013corsini999Ainda não há avaliações
- Non Aqueous TitrationDocumento29 páginasNon Aqueous TitrationpharmaprvAinda não há avaliações
- Self Curing Concrete Report 1Documento4 páginasSelf Curing Concrete Report 1TANNERU SHRAVAN KUMARAinda não há avaliações
- Basic Ultrasonic Cleaning ProceduresDocumento9 páginasBasic Ultrasonic Cleaning ProceduresfineAinda não há avaliações
- 16Documento50 páginas16Ashen NirodyaAinda não há avaliações
- Spectroscopic Techniques For Pharmaceutical and Biopharmaceutical Industries - Unit 9 - Week 8 PDFDocumento1 páginaSpectroscopic Techniques For Pharmaceutical and Biopharmaceutical Industries - Unit 9 - Week 8 PDFantony bevanAinda não há avaliações
- Evaluation of The Sludge Drying Beds at Sana'a Wastewater Treatment PlantDocumento29 páginasEvaluation of The Sludge Drying Beds at Sana'a Wastewater Treatment PlanthazimpzkAinda não há avaliações
- LNG Comes of AgeDocumento3 páginasLNG Comes of AgeRamon Velasco StollAinda não há avaliações
- Gasteiger-2003-Handbook of Chemoinformatics - F PDFDocumento1.915 páginasGasteiger-2003-Handbook of Chemoinformatics - F PDFLuis OzAinda não há avaliações
- Diafragma Neumatica-Av-04960Documento8 páginasDiafragma Neumatica-Av-04960Karen VásconezAinda não há avaliações
- USP-43-NF - Zinc Acetate Oral SolutionDocumento2 páginasUSP-43-NF - Zinc Acetate Oral SolutionsyAinda não há avaliações
- Truss Problem 6.1 Johnston and Beer Book-Static 1-1Documento15 páginasTruss Problem 6.1 Johnston and Beer Book-Static 1-1mahfuzul_haqueAinda não há avaliações
- BOS-M.Sc. Syllabus - 23-09-VBSPU 2022Documento57 páginasBOS-M.Sc. Syllabus - 23-09-VBSPU 2022Susheel MishraAinda não há avaliações
- Analysis of Abietic Acid & Dehydroabietic Acid by LC-MSDocumento6 páginasAnalysis of Abietic Acid & Dehydroabietic Acid by LC-MStplee_hbAinda não há avaliações
- پیوندهای شیمیائی - ساختار لویس - هندسه مولکولی - قطبیت مولکولهاDocumento24 páginasپیوندهای شیمیائی - ساختار لویس - هندسه مولکولی - قطبیت مولکولهاapi-3706290Ainda não há avaliações
- Lessons in Water Treatment and DistributionDocumento202 páginasLessons in Water Treatment and DistributionChristian D. Orbe100% (1)
- In Vitro Anti-Inflammatory and Anti-Oxidant ActivitiesDocumento11 páginasIn Vitro Anti-Inflammatory and Anti-Oxidant ActivitiesnimadelionAinda não há avaliações
- WTC2005 63324 PDFDocumento2 páginasWTC2005 63324 PDFMarcelo VeronezAinda não há avaliações
- Permatex Anti Seize LubricantDocumento9 páginasPermatex Anti Seize LubricantPubcrawlAinda não há avaliações
- Light and Shadow FormationDocumento13 páginasLight and Shadow FormationNikil J.PAinda não há avaliações
- 2 Env Pollution-ByDr MitraDocumento20 páginas2 Env Pollution-ByDr MitrabgjhAinda não há avaliações
- Liquid Ring Vacuum Pump: LPH 55312, LPH 55316, LPH 55320Documento12 páginasLiquid Ring Vacuum Pump: LPH 55312, LPH 55316, LPH 55320Edu CordonAinda não há avaliações
- Sassafras Oils As Precursors For The Production of Synthetic Drugs: Profiling Via MEKC-UVD - By: C. Huhn, M. Pütz, R. Dahlenburg, U. PyellDocumento11 páginasSassafras Oils As Precursors For The Production of Synthetic Drugs: Profiling Via MEKC-UVD - By: C. Huhn, M. Pütz, R. Dahlenburg, U. PyellyunusAinda não há avaliações
- Chapter 7. ReportDocumento22 páginasChapter 7. ReportDivine CostalesAinda não há avaliações
- Gujarat Technological University, Ahmedabad, Gujarat Course Curriculum Chemical Process Technology-I (Code: 3330505)Documento5 páginasGujarat Technological University, Ahmedabad, Gujarat Course Curriculum Chemical Process Technology-I (Code: 3330505)joshi madhavAinda não há avaliações
- Science Focus 4 CBDocumento343 páginasScience Focus 4 CBmusic_stefan98100% (2)
- 13 Air Conditioner and Heating Device-N900 Series JMCDocumento38 páginas13 Air Conditioner and Heating Device-N900 Series JMCRusonegro100% (2)
- Me22 E02 Tumangan M2a2Documento3 páginasMe22 E02 Tumangan M2a2Jihoo JungAinda não há avaliações
- Some Basic Concepts of Chemistry Shobhit NirwanDocumento15 páginasSome Basic Concepts of Chemistry Shobhit NirwanBhavya Goyal XI Non med100% (1)
- Instability of MetalsDocumento44 páginasInstability of MetalsBill AlbertAinda não há avaliações
- Agua Purificada PH EurDocumento2 páginasAgua Purificada PH Eursarasa100% (1)