Você também pode gostar
- Sucker Rod String Design by LufkinDocumento9 páginasSucker Rod String Design by Lufkinachmad mahmudyAinda não há avaliações
- ID Perencanaan Injeksi Waterflooding DenganDocumento12 páginasID Perencanaan Injeksi Waterflooding DenganIrfan SyukranAinda não há avaliações
- Series TPL 10001Documento2 páginasSeries TPL 10001Irfan SyukranAinda não há avaliações
- Combination Conservation Vent and Flame Arrester: FeaturesDocumento4 páginasCombination Conservation Vent and Flame Arrester: FeaturesIrfan SyukranAinda não há avaliações
- Groth Industrial BrochureDocumento12 páginasGroth Industrial BrochureIrfan SyukranAinda não há avaliações
- NORSOK M 650 Ed 2011 Qualification of Manufacturers of Special Materials PDFDocumento30 páginasNORSOK M 650 Ed 2011 Qualification of Manufacturers of Special Materials PDFIrfan Syukran100% (1)
- M-630 Material Data Sheets For PipingDocumento85 páginasM-630 Material Data Sheets For Pipingsun2meltAinda não há avaliações
- Material Requirements PED/97/23/ECDocumento1 páginaMaterial Requirements PED/97/23/ECIrfan SyukranAinda não há avaliações
- NORSOK C-001, Living Quarters AreaDocumento37 páginasNORSOK C-001, Living Quarters Areageorgekc77100% (4)
- Plot PlanDocumento1 páginaPlot PlanIrfan SyukranAinda não há avaliações
- API MPMS Ch. 14.3.2Documento1 páginaAPI MPMS Ch. 14.3.2Irfan SyukranAinda não há avaliações
- ESA Position Statement ATEX DirectiveDocumento5 páginasESA Position Statement ATEX DirectiveIrfan SyukranAinda não há avaliações
- ASME Section IX Martin Lambert ENG Modifie PDFDocumento2 páginasASME Section IX Martin Lambert ENG Modifie PDFjavoidea696526Ainda não há avaliações
- ATEX Directive 94/9/EC - : European DirectivesDocumento6 páginasATEX Directive 94/9/EC - : European DirectivesIrfan SyukranAinda não há avaliações
- DS IN0023 en Co 51542 PDFDocumento13 páginasDS IN0023 en Co 51542 PDFIrfan SyukranAinda não há avaliações
- API Standard 520, Part 1: Sizing, Selection, and Installation of Pressure-Relieving DevicesDocumento4 páginasAPI Standard 520, Part 1: Sizing, Selection, and Installation of Pressure-Relieving Devicesnvquoc1987Ainda não há avaliações
- Cumulative Nike Processes ProcedDocumento25 páginasCumulative Nike Processes ProcedIrfan SyukranAinda não há avaliações
- ATEX Directive 94/9/EC - : European DirectivesDocumento6 páginasATEX Directive 94/9/EC - : European DirectivesIrfan SyukranAinda não há avaliações
- Saso Bs en 837-2-2016-e (للتوزيعDocumento10 páginasSaso Bs en 837-2-2016-e (للتوزيعMimi MirantiAinda não há avaliações
- Bulletin 2016 04ENG ULC S525 S526 S541Documento2 páginasBulletin 2016 04ENG ULC S525 S526 S541Irfan SyukranAinda não há avaliações
- ASME Section IX Welding Qualifications Course OverviewDocumento1 páginaASME Section IX Welding Qualifications Course OverviewIrfan SyukranAinda não há avaliações
- Material Requirements PED/97/23/ECDocumento1 páginaMaterial Requirements PED/97/23/ECIrfan SyukranAinda não há avaliações
- Calculation of Thermowell Strength To ASME PTC 19.3 TW-2010Documento2 páginasCalculation of Thermowell Strength To ASME PTC 19.3 TW-2010Irfan SyukranAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Pka BasesDocumento1 páginaPka BasesCarlos ArzaluzAinda não há avaliações
- Worksheet # 1Documento4 páginasWorksheet # 1riz khanAinda não há avaliações
- Assignment # 4 - Model AnswerDocumento4 páginasAssignment # 4 - Model AnswerTarek MadkourAinda não há avaliações
- Site Visit Report of BMRCL MetroDocumento21 páginasSite Visit Report of BMRCL MetroYashodhara T SAinda não há avaliações
- Aqa 7405 2 W MS PDFDocumento30 páginasAqa 7405 2 W MS PDFdenookAinda não há avaliações
- Fujioka 2019 - Osmose Inversa PDFDocumento7 páginasFujioka 2019 - Osmose Inversa PDFYohanna GomesAinda não há avaliações
- Module For StudentsDocumento8 páginasModule For StudentsBima Gumilang ArisandiAinda não há avaliações
- Repair Document RD-51-B1-1001 Rev: BDocumento13 páginasRepair Document RD-51-B1-1001 Rev: BCiro MontielAinda não há avaliações
- Tanker Gantry Estimation Sheet Aegis 2020Documento9 páginasTanker Gantry Estimation Sheet Aegis 2020shubhamAinda não há avaliações
- 1 s2.0 S014374961830023X MainDocumento9 páginas1 s2.0 S014374961830023X MainCarla EpureAinda não há avaliações
- KB Alloys Foundrymans Guide To SR and TiBorDocumento7 páginasKB Alloys Foundrymans Guide To SR and TiBorfoundryjoeAinda não há avaliações
- Stoichiometry and Mole Concept Prelim Questions and AnswersDocumento15 páginasStoichiometry and Mole Concept Prelim Questions and AnswersSanto Nyuol DengAinda não há avaliações
- A + B A + B: Acid Conjugate Base Conjugate Acid BaseDocumento7 páginasA + B A + B: Acid Conjugate Base Conjugate Acid BaseKatrina CagungunAinda não há avaliações
- Acid-Base Reactions GuideDocumento6 páginasAcid-Base Reactions Guideliz_hobbs79Ainda não há avaliações
- Chemistry Project WorkDocumento16 páginasChemistry Project Workvikas vermaAinda não há avaliações
- Work HardeningDocumento22 páginasWork Hardeningkamel touilebAinda não há avaliações
- SDS - Soudal T-Rex Power Fast Grab ClearDocumento6 páginasSDS - Soudal T-Rex Power Fast Grab Clearscibduser001Ainda não há avaliações
- 10.1007@s43450 020 00090 WDocumento15 páginas10.1007@s43450 020 00090 WauriAinda não há avaliações
- NO Emission Reduction Techniques in Biodiesel-Fuelled CI Engine: A ReviewDocumento12 páginasNO Emission Reduction Techniques in Biodiesel-Fuelled CI Engine: A ReviewManivannan AyyasamyAinda não há avaliações
- Eng SS 114-2036 FDocumento12 páginasEng SS 114-2036 FMarc QuelleAinda não há avaliações
- Deposition of Zinc - Zinc Phosphate Composite Coatings On Steel by Cathodic Electrochemical Treatment-1Documento13 páginasDeposition of Zinc - Zinc Phosphate Composite Coatings On Steel by Cathodic Electrochemical Treatment-1mirosekAinda não há avaliações
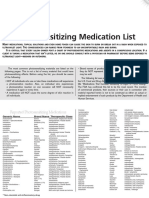
- Photosensitizing Medication ListDocumento3 páginasPhotosensitizing Medication ListDimas RfAinda não há avaliações
- Selective Liquid Phase Oxidation of Toluene with Air Using Cobalt Tetraphenylporphyrin CatalystDocumento5 páginasSelective Liquid Phase Oxidation of Toluene with Air Using Cobalt Tetraphenylporphyrin CatalystSpafiu Paula RalucaAinda não há avaliações
- BS 1125 - 1987Documento15 páginasBS 1125 - 1987عمر عمرAinda não há avaliações
- Chemistry As Level P 1 MCQs Classified TDocumento34 páginasChemistry As Level P 1 MCQs Classified THussnain100% (2)
- March Of: The MachinesDocumento4 páginasMarch Of: The MachinesParisa M.Ainda não há avaliações
- Chemical Engineering Thermodynamics Problems and SolutionsDocumento2 páginasChemical Engineering Thermodynamics Problems and SolutionskingAinda não há avaliações
- Gland Packing Vs Mech SealsDocumento9 páginasGland Packing Vs Mech SealsbratishkaityAinda não há avaliações
- Instrument and Precision Bearing Lubricants-Part 1 Oils: Standard Guide ForDocumento15 páginasInstrument and Precision Bearing Lubricants-Part 1 Oils: Standard Guide ForkrutikAinda não há avaliações
- 1) Explain The Diffusion of Bromine Particles Throughout The Two Gas JarDocumento16 páginas1) Explain The Diffusion of Bromine Particles Throughout The Two Gas JarLee Li JieAinda não há avaliações