Você também pode gostar
- 2001-36T Three Phase PWM Boost-Buck Rectifiers With Power Regenerating CapabilityDocumento10 páginas2001-36T Three Phase PWM Boost-Buck Rectifiers With Power Regenerating CapabilitypadarwitoAinda não há avaliações
- Effects of Dynamic Reactive Compensation in Arc Furnace Operation Characteristics and Its Economic BenefitsDocumento6 páginasEffects of Dynamic Reactive Compensation in Arc Furnace Operation Characteristics and Its Economic Benefitsteektak1Ainda não há avaliações
- Current and Flux Regulation in Field-Weakening OperationDocumento9 páginasCurrent and Flux Regulation in Field-Weakening OperationBarbora FaustAinda não há avaliações
- Numerical and Experimental Investigations On The Energizing of Miniature Iron Core TransformersDocumento6 páginasNumerical and Experimental Investigations On The Energizing of Miniature Iron Core TransformersCornel ArageaAinda não há avaliações
- Power Synchronization Contol of Grid-Connected Voltage-Source ConvertersDocumento12 páginasPower Synchronization Contol of Grid-Connected Voltage-Source ConvertersKhirodModiAinda não há avaliações
- Applying FACTS To Mitigate Power Quality Problems in Steel Making Industry - A Techno-Economic StudyDocumento6 páginasApplying FACTS To Mitigate Power Quality Problems in Steel Making Industry - A Techno-Economic StudyAhmed Mohamed HassanAinda não há avaliações
- Mitigation of Voltage Swells by Static Series Compensator: MemberDocumento7 páginasMitigation of Voltage Swells by Static Series Compensator: MemberKevin MacancelaAinda não há avaliações
- Quality: Power Implications Associated A Series FACTS ControllerDocumento6 páginasQuality: Power Implications Associated A Series FACTS ControllerH C Aasif LoneAinda não há avaliações
- Simulation of A Wireless Power Transfer System For Electric Vehicles With Power Factor CorrectionDocumento6 páginasSimulation of A Wireless Power Transfer System For Electric Vehicles With Power Factor Correctionwalidghoneim1970Ainda não há avaliações
- Some Aspects of System Modelling For The Estimation of Lightning Performance of High Voltage SubstationsDocumento6 páginasSome Aspects of System Modelling For The Estimation of Lightning Performance of High Voltage SubstationsdankorankoAinda não há avaliações
- A Novel Single-Stage Full-Bridge Buck-Boost InverterDocumento10 páginasA Novel Single-Stage Full-Bridge Buck-Boost InverteriiscgovindraiAinda não há avaliações
- Tirsu - Energy Quality Welding DeviceDocumento4 páginasTirsu - Energy Quality Welding DeviceTirsu MihaiAinda não há avaliações
- Ashabani 3Documento15 páginasAshabani 3happyworryAinda não há avaliações
- Voltage Flicker Analysis and Mitigation Case Study in Ac ElectrDocumento6 páginasVoltage Flicker Analysis and Mitigation Case Study in Ac ElectrWilver SánchezAinda não há avaliações
- Digital Simulation of ZVS DC To DC Converter Using Simulink: AbstractDocumento13 páginasDigital Simulation of ZVS DC To DC Converter Using Simulink: AbstractjimmyAinda não há avaliações
- A Parellel-SSHI Rectifier For Piezoelectric Energy HarvestingDocumento2 páginasA Parellel-SSHI Rectifier For Piezoelectric Energy HarvestingwelsyaAinda não há avaliações
- Energies 14 03132Documento13 páginasEnergies 14 03132Yunan RamadhanAinda não há avaliações
- Synthetic-Ripple Modulator For Synchronous Buck ConverterDocumento4 páginasSynthetic-Ripple Modulator For Synchronous Buck ConverterBishoo ShenoudaAinda não há avaliações
- ISEEE 2017 Paper 10Documento6 páginasISEEE 2017 Paper 10Ahmed HassanAinda não há avaliações
- Edssc 2018 8487112Documento2 páginasEdssc 2018 8487112Muhammad Saqib AliAinda não há avaliações
- Power Factor Correction With Flyback Converter EmpDocumento7 páginasPower Factor Correction With Flyback Converter EmpVinícius Vasconcelos Do RêgoAinda não há avaliações
- Development of An Automatic Arc Welding System Using Smaw ProcessDocumento7 páginasDevelopment of An Automatic Arc Welding System Using Smaw ProcessapoiAinda não há avaliações
- Voltage Sag Mitigation in Electric Arc Furnace With D-STATCOMDocumento7 páginasVoltage Sag Mitigation in Electric Arc Furnace With D-STATCOMPudhur Kannan ManiAinda não há avaliações
- Model PrigusniceDocumento7 páginasModel PrigusnicedankorankoAinda não há avaliações
- Virtual Flux Based Direct Power Control of Three-Phase PWM Rectifiers PDFDocumento9 páginasVirtual Flux Based Direct Power Control of Three-Phase PWM Rectifiers PDFbensumbbAinda não há avaliações
- Transient Recovery Voltage AnalysisDocumento18 páginasTransient Recovery Voltage AnalysisJosAinda não há avaliações
- A Static Synchronous Compensator For Displacement Power Factor Correction Under Distorted Mains Voltage ConditionsDocumento6 páginasA Static Synchronous Compensator For Displacement Power Factor Correction Under Distorted Mains Voltage ConditionsDéjàvu ChongAinda não há avaliações
- Self-Oscillating Resonant AC/DC Converter Topology For Input Power-Factor CorrectionDocumento11 páginasSelf-Oscillating Resonant AC/DC Converter Topology For Input Power-Factor CorrectionJie99Ainda não há avaliações
- Evaluation and Reduction of Harmonic Distortion Caused by Solid State Voltage Controllers of InduDocumento7 páginasEvaluation and Reduction of Harmonic Distortion Caused by Solid State Voltage Controllers of Induapi-27465568Ainda não há avaliações
- BLDCDocumento4 páginasBLDCsathishAinda não há avaliações
- Controle of Single Phase InvetereDocumento6 páginasControle of Single Phase InvetereNasirUddinAinda não há avaliações
- Impact of Loads On Power Flow in Power Systems Using Powerapps and EtapDocumento4 páginasImpact of Loads On Power Flow in Power Systems Using Powerapps and EtapAmirAinda não há avaliações
- Performance of Halbach Magnetized Brushless Ac Motors PDFDocumento3 páginasPerformance of Halbach Magnetized Brushless Ac Motors PDFDaniel PisauAinda não há avaliações
- Ashabani 2Documento10 páginasAshabani 2happyworryAinda não há avaliações
- aspublishedonIEEEXplore TIE2349876Documento10 páginasaspublishedonIEEEXplore TIE2349876josmelAinda não há avaliações
- 2 Synchronverter 19jan 2018Documento14 páginas2 Synchronverter 19jan 2018HammadAlviAinda não há avaliações
- Simulation and Tests On Surge Arresters in High-Voltage LaboratoryDocumento5 páginasSimulation and Tests On Surge Arresters in High-Voltage LaboratoryM. REZA FEBRI PUTRAAinda não há avaliações
- An Effective Reference Generation SchemeDocumento9 páginasAn Effective Reference Generation SchemeShreyash JoshiAinda não há avaliações
- S2-2-Numerical Investigation of DC Biasing Effect On Magnetic Structures in Solar Transformer Coupling Transformer-Saravanan - CGLDocumento7 páginasS2-2-Numerical Investigation of DC Biasing Effect On Magnetic Structures in Solar Transformer Coupling Transformer-Saravanan - CGLMallikarjunAinda não há avaliações
- Weili 2017Documento4 páginasWeili 2017Givan HidayatAinda não há avaliações
- Automatic Power Factor ControllerDocumento40 páginasAutomatic Power Factor ControllerKavi kumarAinda não há avaliações
- C'uk Three Phase PWM Boost-Buck Rectifiers With Power RDocumento11 páginasC'uk Three Phase PWM Boost-Buck Rectifiers With Power Rsteinman1Ainda não há avaliações
- Power Quality Assessment of Large Motor Starting and Loading For The Integrated Steel-Making Cogeneration FacilityDocumento8 páginasPower Quality Assessment of Large Motor Starting and Loading For The Integrated Steel-Making Cogeneration FacilityicaanmpzAinda não há avaliações
- Design and Implementation of A Sic Based Contactless Battery Charger For Electric VehiclesDocumento7 páginasDesign and Implementation of A Sic Based Contactless Battery Charger For Electric VehiclesGOOGLE RECURIMENTAinda não há avaliações
- Analysis of A High Power Factor Single Phase Boost RectifierDocumento6 páginasAnalysis of A High Power Factor Single Phase Boost RectifierMuhamad FikriAinda não há avaliações
- Decoupling Network of Field-Oriented Control in Variable-Frequency DrivesDocumento5 páginasDecoupling Network of Field-Oriented Control in Variable-Frequency DrivesJoseph NoumbissieAinda não há avaliações
- Fundamental Limits On Energy Transfer and Circuit Considerations For Piezoelectric TransformersDocumento7 páginasFundamental Limits On Energy Transfer and Circuit Considerations For Piezoelectric TransformersApoorv RastogiAinda não há avaliações
- Engelhardt 2011Documento9 páginasEngelhardt 2011Anass BakAinda não há avaliações
- Power Source Lecture 1Documento8 páginasPower Source Lecture 1Sutanwi LahiriAinda não há avaliações
- A Method To Reduce DC-link Overvoltage of PMSG Based WECS During LVRTDocumento6 páginasA Method To Reduce DC-link Overvoltage of PMSG Based WECS During LVRTSagiraju DileepAinda não há avaliações
- Modeling and Simulation of Integrated SVC and EAF Using MATLAB & ETAPDocumento5 páginasModeling and Simulation of Integrated SVC and EAF Using MATLAB & ETAPTarek El-shennawyAinda não há avaliações
- Long-Range Predictive Control of Current Regulated PWM For Induction Motor Drives Using The Synchronous Reference FrameDocumento8 páginasLong-Range Predictive Control of Current Regulated PWM For Induction Motor Drives Using The Synchronous Reference Framenaga7389Ainda não há avaliações
- Fault-Tolerant Soft-Switching Current-Fed DC-DC Converter: Abstract-This Paper Addresses The Methods To Retain TheDocumento4 páginasFault-Tolerant Soft-Switching Current-Fed DC-DC Converter: Abstract-This Paper Addresses The Methods To Retain Thejeos20132013Ainda não há avaliações
- Paper RecharchDocumento6 páginasPaper RecharchchetanAinda não há avaliações
- Investigation of Magnetizing Inrush Current in Transformers PDFDocumento9 páginasInvestigation of Magnetizing Inrush Current in Transformers PDFAlvaro OliveiraAinda não há avaliações
- Nonlinear-Carrier Control For High-Power-Factor RectifiersDocumento7 páginasNonlinear-Carrier Control For High-Power-Factor RectifiersSv SandeepAinda não há avaliações
- Simulation of Dynamic Behavior in A GMAW SystemDocumento7 páginasSimulation of Dynamic Behavior in A GMAW Systemnurul arba'iyahAinda não há avaliações
- 1999 Sel 2-Level - ECMV-Reduction of Common-Mode Currents-Giam Nhieu CM Bien Tan 2 BacDocumento8 páginas1999 Sel 2-Level - ECMV-Reduction of Common-Mode Currents-Giam Nhieu CM Bien Tan 2 BacPham HieuAinda não há avaliações
- Metabolic SyndromeDocumento4 páginasMetabolic SyndromeNurayunie Abd HalimAinda não há avaliações
- Global Grants Community Assessment FormDocumento3 páginasGlobal Grants Community Assessment Formlalitya xavieraAinda não há avaliações
- ZX400LCH 5GDocumento16 páginasZX400LCH 5Gusmanitp2Ainda não há avaliações
- Modeling Cover Letter No ExperienceDocumento7 páginasModeling Cover Letter No Experienceimpalayhf100% (1)
- JKR SPJ 1988 Standard Specification of Road Works - Section 1 - GeneralDocumento270 páginasJKR SPJ 1988 Standard Specification of Road Works - Section 1 - GeneralYamie Rozman100% (1)
- Lenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadDocumento10 páginasLenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadManeshAinda não há avaliações
- 3d Mug Tutorial in 3d MaxDocumento5 páginas3d Mug Tutorial in 3d MaxCalvin TejaAinda não há avaliações
- Blockchain Unit Wise Question BankDocumento3 páginasBlockchain Unit Wise Question BankMeghana50% (4)
- Retail Marketing Course Work 11Documento5 páginasRetail Marketing Course Work 11Ceacer Julio SsekatawaAinda não há avaliações
- Rectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadDocumento3 páginasRectangular Wire Die Springs ISO-10243 Standard: Red Colour Heavy LoadbashaAinda não há avaliações
- Aml Questionnaire For Smes: CheduleDocumento5 páginasAml Questionnaire For Smes: CheduleHannah CokerAinda não há avaliações
- Columbia County Property Transfers March 29-April 4Documento3 páginasColumbia County Property Transfers March 29-April 4augustapressAinda não há avaliações
- Questions & Answers On CountersDocumento24 páginasQuestions & Answers On Counterskibrom atsbha100% (2)
- BancassuranceDocumento41 páginasBancassuranceanand_lamaniAinda não há avaliações
- ShapiroDocumento34 páginasShapiroTanuj ShekharAinda não há avaliações
- Mss 202 Practice 19-20Documento2 páginasMss 202 Practice 19-20fayinminu oluwaniyiAinda não há avaliações
- ABAP On HANA Interview QuestionsDocumento26 páginasABAP On HANA Interview QuestionsNagesh reddyAinda não há avaliações
- Tamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Documento12 páginasTamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Latest Laws TeamAinda não há avaliações
- Agenda 9Documento46 páginasAgenda 9Bala Gangadhar TilakAinda não há avaliações
- Philippine Multimodal Transportation and Logistics Industry Roadmap - Key Recommendations - 2016.04.14Documento89 páginasPhilippine Multimodal Transportation and Logistics Industry Roadmap - Key Recommendations - 2016.04.14PortCalls50% (4)
- What Is Bitcoin MiningDocumento4 páginasWhat Is Bitcoin MiningCarmen M Leal CurielAinda não há avaliações
- PLLV Client Consent FormDocumento4 páginasPLLV Client Consent Formapi-237715517Ainda não há avaliações
- Print Design Business Model CanvasDocumento3 páginasPrint Design Business Model CanvasMusic Da LifeAinda não há avaliações
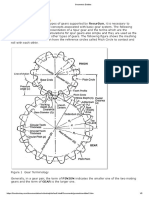
- Geometric Entities: Basic Gear TerminologyDocumento5 páginasGeometric Entities: Basic Gear TerminologyMatija RepincAinda não há avaliações
- Chapter 01Documento26 páginasChapter 01zwright172Ainda não há avaliações
- Es 590Documento35 páginasEs 590Adnan BeganovicAinda não há avaliações
- Indian Ordnance FactoryDocumento2 páginasIndian Ordnance FactoryAniket ChakiAinda não há avaliações
- Ara FormDocumento2 páginasAra Formjerish estemAinda não há avaliações
- Influence of Intellectual Capital in The Organizational InnovationDocumento8 páginasInfluence of Intellectual Capital in The Organizational InnovationsopingiAinda não há avaliações
- 036 ColumnComparisonGuideDocumento16 páginas036 ColumnComparisonGuidefarkad rawiAinda não há avaliações