Published by Buehler, a division of Illinois Tool Works
Volume 4, Issue 3
Welding Metallography- Ferrous Metals
By: George Vander Voort
Introduction
Welding is a very important joining process and has been used
extensively for at least the past 60 years. Like most processes, there
is a need to control the process and insure a high quality end result.
Welds are no exception and over the years there have been many
spectacular failures of welded structures that emphasize this need,
e.g., Liberty ship and T2 tanker failures in WWII. Many procedures
involving non-destructive and destructive tests are used to study
weldments. Metallographic examination can be performed in the
field by grinding and polishing a spot on the surface of a weld, its
heat affected zones or nearby base metal (the metal being joined
that was unaffected by the heat of the welding process). This is
a reasonably non-destructive evaluation. However, destructive
examination, where a specimen is removed from either the welded
assembly or test coupons, is quite commonly preformed. Test
coupons are often used to qualify the welder and ensure that the
techniques and materials chosen will produce a weld with acceptable Figure 1. Basic terms related to a fillet weld.
soundness and mechanical properties. Post mortems of failed
weldments are also examined metallographically using sections Weld Terminology
removed from the welded assembly, generally after non-destructive Figure 1 shows a schematic illustrating the basic features of a fusion
examinations are completed. weld. There are three main regions: the base metal, the heat-affected
zone (HAZ) and the weld metal. Regardless of the welding process,
substantial heat is generated in welding and melting occurs. The
Welding Process heat input can vary greatly with the welding process used and is
There are a great many processes that have been developed to influenced by other factors, such as the thickness of the pieces
produce welded joints. Most people have seen the stick-electrode being joined. The welded joint, or weld “nugget” is a casting. When
process that can be done in the field. But, this is just one of many wrought metal is welded, there is a temperature gradient, going
welding processes. Although welding is a comparatively new from the nugget into the unaffected base metal, from above the
technology, forge welding vastly predates all other methods as it melting point of the metal or alloy to ambient temperature. This
dates from the earliest days of metalworking. Aside from forge temperature gradient can produce many effects depending upon
welding, the other processes date from the 20th century, particularly the metals or alloys being joined. Using steels as an example, the
since 1940. There are both gas welding and cutting processes using weld nugget was created by molten metal, in many cases filler
an oxyacetylene flame; resistance welding processes, such as spot metal, that was heated in the arc until it melted. Solidification can
welding, induction welding, flash welding; arc welding processes occur under different cooling conditions, depending upon the heat
such as gas-tungsten-arc (GTA) and metal-inert gas (MIG), covered input, whether or not pre-heating or post-heating practices are used,
electrode processes (stick electrode), submerged-arc welding, depending upon the mass of the pieces, ambient temperature, and
electroslag welding, electron beam and laser welding, as well so forth. Naturally, there is a fusion line, the boundary between the
as friction welding. Many of these processes have been further cast nugget and the nonmelted base metal. Below the fusion line,
modified in a variety of ways. Some of these processes use filler the temperature gradually drops to ambient. If the part is made
metals, generally of somewhat different composition than the base from steel, the heat-affected zone (between the fusion line and
metal to produce higher strength in the weld. Others use no filler the unaffected base metal), or at least part of the heat-affected
metal, relying only upon the melting of the base metal to produce zone, will be fully austenitic due to temperatures above the upper
the joint. critical, AC3, of the steel. The grains closest to the fusion line will
be the largest in size. At lower temperatures, the grain size can
be quite small due to recrystallization and nucleation of new fine
Solutions for Materials Preparation, Testing and Analysis
grains that may, or may not, grow substantially depending upon failure, a section must be removed by flame cutting. This process
the temperature that they experience after nucleation. Depending produces a substantial damaged zone adjacent to the cut, perhaps
upon the way the steel was deoxidized, columnar grains may be as wide as 10 – 15mm. When the section gets to the laboratory, the
seen. In the region of the HAZ that was heated into the two phase damaged cut region must be removed by a less-damaging cutting
α+γ field, the transformation on cooling may be quite different. method, such as band sawing or abrasive sectioning. Then, the
For areas heated below the lower critical temperature, AC1, the metallographer will cut out coupons using a laboratory abrasive cut-
original structure may be tempered or may start to spheroidize. off saw that introduces less damage than production manufacturing
Because the filler metal is a different composition than the base equipment. Weld samples often tend to be large and irregular in
metal, and some melting of the base metal occurs, the composition shape. Many will not fit within a standard 1-, 1.25-, 1.5- or 2- inch
will vary through the weld to the fusion line. With variations in the (25-, 30-, 40- or 50mm) diameter mold for compression molding.
phases or constituents and their grain size in the weld nugget and In such cases, the metallographer often builds a mold using bent
heat affected zone, we can expect to see hardness variations across sheet metal, coated perhaps with a mold release agent, places the
these gradients. specimen inside this mold (after the mold is glued to a suitable base
plate), and encapsulates the specimen with epoxy resin. After it has
Cracks may be detected in the weld nugget or in the heataffected cured, the specimen can be ground and polished using a wide variety
zone. Figure 2 shows a schematic illustrating common terminology of semi-automated equipment. Figure 3 shows an example of a large
for cracks and voids. Use of correct terminology to describe cracks is weld mounted in a custom made mold using an epoxy resin. If care
very important. Many of the cracks are described based upon their is taken in cutting the specimen, so that the cut face is flat and a
location - crater cracks, root cracks, and heat-affected zone cracks minimum amount of damage is introduced, then rough grinding
are a few examples. Sometimes cracks are described based on their time can be minimized. If rough grinding must be extensive, either
orientation with respect to the welding direction – longitudinal and to remove cut surface roughness, or to obtain a flat surface across
transverse cracks being obvious cases. They may also be described the specimen, then it may be advisable to perform the grinding
by the nature of the problem that caused the crack– hydrogen- step with the ApexHercules™ H disc and a coarse diamond size,
induced cracks, stress-relief cracks, etc. Reference 1 is a great source e.g., 45mm MetaDi® Supreme Diamond Suspension. This has a
of information regarding welding terminology. very high removal rate and is an excellent procedure for obtaining
superior flatness.
Another option with rather large specimens is to cut out a disc
through the weld less than 12mm thick. If a machine shop is
available, the opposing sides can be ground flat and parallel using
a Blanchard or other type grinder. Then, the discs can be attached
to a blank specimen holder (a holder without the holes in it for
specimens) using double-sided tape or glue (must be de-bondable).
This requires that the weight be balanced across the holder face so
that the head does not vibrate or chatter. But, using this approach,
specimens larger than can be placed into large cut-out holes in the
specimen holder (Figure 4), can be prepared.
Figure 2. Terminology for describing
cracks in welds (AWS A3.0: 2001 [1]).
Examination Procedure
The metallographer is often requested to examine a welded joint.
To do this, they must cut out one or more specimens to sample the
structure of the weld, heat-affected zone and adjacent base metal.
Naturally, it is most convenient if all three regions can be contained
within a single specimen. In many cases, welds are small enough
to do this easily. But, in some cases, such as heavy plate welded by Figure 3. Example of a large weld encapsulated
the electroslag process, the weld nugget alone can be quite large. in epoxy using a custommade mold.
Even here it is possible to prepare entire cross sections through the
welds, although it is not as simple to do so as for smaller welds. Grinding and polishing cycles for welds differ little from procedures
The specimen is examined in the as-polished condition for voids of for the non-welded metals and alloys. The chief difference may be
different types, such as porosity from gas evolution or shrinkage the need to polish an area that is larger than normal and the fact
cavities, cracks that may be present in either the weld metal or that the hardness can vary across the specimen. The fact that part
the heat affected zone, regions where the weld did not exist (lack of the specimen is a casting while the balance is wrought generally
of fusion or lack of penetration) and for nonmetallic inclusions does not affect the preparation process. Two generic practices
associated with the welding operation, chiefly slag-type in nature, relevant for many commonly welded ferrous alloys are presented
in the weld or between weld passes (for a multi-pass weld). in Tables 1 and 2. The reader is directed to the Buehler web site,
http://www.buehler.com, for preparation methods for a wide variety
of engineering metals and alloys.
Obtaining and Preparing Weld Specimens
In some cases, the welded structure is large and, in the case of a field If the specimen is particularly difficult to prepare, it may be best to
Visit our website at www.buehler.com for more information. 2
versa, or one area may be badly overetched. If the specimen has
been polished, the macrostructural details are usually adequately
revealed by the etchant used to reveal the microstructure. In some
studies, the metallographer will macroetch the specimen after
grinding and study the macrostructure. This specimen is not suitable
for microstructural examination, unless polished.
Most etchants used to reveal the microstructure of welds are
standard general-purpose etchants. After examination with such an
etch, it may prove to be valuable to use a color etching technique,
as these can be far more sensitive for revealing grain structure,
segregation and residual strain and deformation. However, these
etchants are not widely used. Their use does require a very well
Figure 4. Example of a 7 inch (178mm)
prepared specimen for good results. But this level of perfection is
diameter specimen holder (for a 12 inch easily achieved with modern equipment and consumable products.
(300mm) diameter platen) with non- Figure 5 shows an example of the superiority of color etching over
conventional openings for large rectangular standard etchants in revealing the grain structure of a low-carbon
specimens (1.375 x 3 inch or 35 x 76mm) steel weld. Both etchants revealed the as-cast structure of the weld
metal, but the color etch was vastly superior in revealing the grain
Table 1. Generic Method for Preparing Ferrous Weld Specimens structure in the heat affected zone and base metal.
Load Base Speed Time
Surface Abrasive/ Size lb. (N) (rpm)/ Direction (min)
Figure 6 shows two low-magnification views of a fusion weld in
AISI/SAE 1006 carbon steel etched with 2% nital and with Klemm’s
CarbiMet ®
120/ P120-, 180/ P180-, I tint etch. Nital does a good job, Figure 6a, revealing the transition
Until
Waterproof or 240/ P280-grit SiC 6 (27) 240-300 Comp.
paper water cooled
Plane from base metal to heat affected zone to weld metal. Note the black
spots in the heat affected zone; these will be shown at a higher
9μm MetaDi® Supreme magnification revealing that they are fine pearlitic regions due to
UltraPol™ cloth 6 (27) 120-150 Comp. 5
diamond suspension
transformation of small regions that transformed to austenite,
TexMet® 1000 3μm MetaDi Supreme
6 (27) 120-150 Comp. 4 and contained all of the carbon in that area. These spots are not
or TriDent™ cloth diamond suspension as easily observed in the color etch, Figure 6b. On the other hand,
MicroCloth® or
~0.05μm MasterMet® the color etch revealed the variation in grain size and shape far
ChemoMet®
colloidal silica or Mas-
6 (27) 120-150 Contra 2 better than nital. Figure 7 shows the microstructure of the weld
terPrep™ sol-gel alumina (a), heat affected zone (b) and base metal (c). Note that the base
cloths
suspensions
metal contained ferrite and grain boundary cementite films. In
the heat-affected zone, where the black spots were observed, the
add a 1μm diamond step to the procedure, in the same manner as
temperature was high enough to locally dissolve the cementite into
the 3μm diamond step, but for 3 minutes. For a holder with large
austenite, but there was insufficient time for the carbon content to
specimens, the times may need to be increased. As an alternative,
become uniform. With cooling, these carbon-rich areas transformed
steps 1 and 2 could be performed using the ApexHercules™ H or S
to a pearlitic-like constituent. The weld structure is typical of a cast
rigid grinding discs (RGD). The H disc has a higher removal rate and
low-carbon ferritic grain structure with an acicular appearance and
can be used to prepare all ferrous alloys, although when the hardness
fine dispersions of cementite.
gets below about 200 HV, the S disc is preferred. Such a procedure
is shown in Table 2. Again, if the materials are difficult to prepare,
a 1μm diamond step can be added following the same approach as
for the 3μm diamond step, except for a 3 minute duration.
Table 2. Generic Method for Preparing Ferrous Weld Specimens Using a Rigid
Grinding Disc
Load Base Speed Time
Surface Abrasive/ Size lb. (N) (rpm)/ Direction (min)
ApexHercules™ 45μm Metadi Supreme Until
6 (27) 120-150 Comp.
H disc diamond suspension Plane
Figure 5. Example of a welded low-carbon steel etched with 2%
ApexHercules™ 9μm MetaDi® Supreme nital (top) and Klemm’s I (bottom) showing the clear superiority
6 (27) 120-150 Comp. 5
H disc diamond suspension of color etching in revealing the grain structure. The as-cast weld
TexMet® 1000 3μm MetaDi Supreme metal is shown at the far left and the base metal is shown at the
6 (27) 120-150 Comp. 4 far right, above the μm bar. In between, we see the heat affected
or TriDent™ cloth diamond suspension
zone starting with coarse irregular grains adjacent to the fusion
MicroCloth® ~0.05μm MasterMet® line, progressing to finer more uniformly shaped grains, then to
NanoCloth™ colloidal silica or Mas-
or ChemoMet® terPrep™ sol-gel alumina
6 (27) 120-150 Contra 2 columnar grains and finally to the very fine-grained equiaxed
cloth suspensions ferrite grains in the base metal.
If a weld is given a post heat treatment, which does happen
Examination of Welds
occasionally, the grain structure will be refined and the heat-
Examination should always be performed after polishing and
affected zone will not be visible. As an example, Figure 8 shows the
before etching to detect voids, cracks and inclusions. Then,
microstructure of Trimrite martensitic stainless steel (Fe – 0.23%C
the metallographer will etch the specimen to study both the
– 14.25%Cr – 0.65%Ni – 0.7%Mo) that was GTA welded and
macrostructure and the microstructure using an etchant appropriate
then heat treated (843 °C, air cooled, 788 °C, air cooled). Figure 8a
for the alloy. In some cases, the weld metal is of sufficiently different
shows the specimen etched with Vilella’s reagent. The cast structure
composition that an etchant chosen to etch the base metal and
of the weld (255 HV) is clearly seen, but there is no heat-affected
heat affected zone will not reveal the weld metal structure, and vice
Visit our website at www.buehler.com for more information. 3
zone. The base metal (197 HV) is fine grained. Figure 8b, produced
using Beraha’s sulfamic acid etch (100 mL water, 3 g potassium
metabisulite, 2 g sulfamic acid and 1 g ammonium bifluoride),
reveals the weld nicely and shows a grain size transition from the
fusion line to the base metal where the HAZ was located. It is clear
that the heat treatment refined the grain structure in the HAZ, but
it is still coarser than in the base metal and the color etch reveals
the transition in grain size from the fusion line to the base metal.
This grain size variation was not as apparent with Vilella’s reagent,
at least not at this magnification (50X).
Figure 8. GTA welded Trimrite1 martensitic stainless steel that was
post heat treated and etched with Vilella’s reagent (top) and with
Beraha’s sulfamic acid reagent (middle). The magnification bars are
200μm in length. Figure 9. (bottom) Microstructure of a thin-
walled 29-4 (29Cr-4Mo) ferritic stainless steel etched electrolytically
with aqueous 60% HNO3 at 1.5 V dc (magnification bar is 100μm
long).
Not all metals and alloys are easily color etched, however. Ferritic
stainless steels are rather difficult. Thin-walled tubes may also be
challenging subjects for the metallographer. Figure 9 shows an
example of a welded thin-wall (0.015 inch, 0.38mm thick) tube of
a “super” ferritic stainless steel, 29-4 (29% Cr – 4% Mo), that was
electrolytically etched with aqueous 60% HNO3 at 1.5 V dc. The
Figure 6. Low magnification view of a fusion weld weld is slightly thicker than the tube wall and we can see coarse
in 1006 carbon steel revealed using 2% nital (top) grains with a dendritic structure that is reasonably equiaxed in the
and with Klemm’s I (bottom) in polarized light plus center but columnar in the outer regions of the weld. No obvious
sensitive tint (magnification bar is 200μm long). heat-affected zone is detected; hence, the tubing may have been
annealed after welding.
References
1. “Standard Welding Terms and Definitions,” AWS A3.0:2001, The
American Welding Society, Miami, Florida.
Figure 7. Microstructure of the weld (top), heat affected
zone (middle) and base metal (bottom) of welded 1006
carbon steel etched with 2% nital. (Magnification bars
are 20μm long).
BUEHLER Worldwide Headquarters BUEHLER France BUEHLER Japan
41 Waukegan Road info.fr@buehler.com info.japan@buehler.com
Lake Bluff, Illinois 60044-1699 USA
P: (847) 295-6500 BUEHLER United Kingdom BUEHLER China
www.buehler.com | info@buehler.com info.uk@buehler.com info.cn@buehler.com
Connect with us: BUEHLER Canada BUEHLER Asia-Pacific
BUEHLER Germany
info.eu@buehler.com info@buehler.ca info.asia@buehler.com
© 2015 BUEHLER, a division of Illinois Tool Works Inc. Printed in U.S.A.
Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- ANSI - Dryseal Pipe Threads - B1.20.3-1976Documento28 páginasANSI - Dryseal Pipe Threads - B1.20.3-1976israr khan100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Ultimate Plasma Cutter HandbookDocumento53 páginasUltimate Plasma Cutter HandbookAbdul Jabbar Taha86% (7)
- Lesson 1 Automotive Technology Hand Tools and EquipmentDocumento10 páginasLesson 1 Automotive Technology Hand Tools and EquipmentNicolas AntiguaAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Note CNC ProgrammingDocumento88 páginasNote CNC ProgrammingppkiAinda não há avaliações
- Astm A563Documento5 páginasAstm A563poerwntiAinda não há avaliações
- MAZAK M32 ParametersDocumento67 páginasMAZAK M32 ParametersJesus Abraham Contreras Hernandez100% (4)
- 4M Change Summary Sheet - PRFDocumento4 páginas4M Change Summary Sheet - PRFkumar QAAinda não há avaliações
- Advances in Additive Manufacturing and JoinningDocumento723 páginasAdvances in Additive Manufacturing and JoinningLino Rodrigues100% (1)
- Advances in Materials and Metallurgy: A. K. Lakshminarayanan Sridhar Idapalapati M. VasudevanDocumento497 páginasAdvances in Materials and Metallurgy: A. K. Lakshminarayanan Sridhar Idapalapati M. VasudevanLino RodriguesAinda não há avaliações
- Selective Shifting Tool Operation Manual: DescriptionDocumento3 páginasSelective Shifting Tool Operation Manual: Descriptionsong LiAinda não há avaliações
- Accutek Catalog 2023Documento240 páginasAccutek Catalog 2023Mann Sales & MarketingAinda não há avaliações
- Exercises On StoichiometryDocumento5 páginasExercises On StoichiometryLino RodriguesAinda não há avaliações
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento27 páginasWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsLino RodriguesAinda não há avaliações
- BAQXDocumento1 páginaBAQXLino RodriguesAinda não há avaliações
- Ataque Metalog EBSD PDFDocumento7 páginasAtaque Metalog EBSD PDFLino RodriguesAinda não há avaliações
- Engineering Conferences International 2003 - Bayer Process Heat Exchangers Cleaning Efficiency: Optimizing The Acid Dissolution of Sodalite ScaleDocumento8 páginasEngineering Conferences International 2003 - Bayer Process Heat Exchangers Cleaning Efficiency: Optimizing The Acid Dissolution of Sodalite ScaleLino RodriguesAinda não há avaliações
- Welding ElotrodeDocumento3 páginasWelding ElotrodeNiranjan khatuaAinda não há avaliações
- BPL Spare PartsDocumento433 páginasBPL Spare PartsChandan KumarAinda não há avaliações
- Casting: ©2010 John Wiley & Sons, Inc. M P Groover, Principals of Modern Manufacturing 4/e SI VersionDocumento74 páginasCasting: ©2010 John Wiley & Sons, Inc. M P Groover, Principals of Modern Manufacturing 4/e SI VersionNjabulo MdlaloseAinda não há avaliações
- RIVNUT US Version EN PDFDocumento36 páginasRIVNUT US Version EN PDFAnonymous 1JHrgYAinda não há avaliações
- Principal Application Fields Heat Treatable Steel - Steel For Cold ExtrusionDocumento1 páginaPrincipal Application Fields Heat Treatable Steel - Steel For Cold ExtrusionBhuvnesh VermaAinda não há avaliações
- Iso R286Documento3 páginasIso R286ka_gho0% (1)
- Sr5050 PartesDocumento87 páginasSr5050 PartesLuis GomezAinda não há avaliações
- DORMER Product Selector: CatalogueDocumento3 páginasDORMER Product Selector: CatalogueRahila AlaviAinda não há avaliações
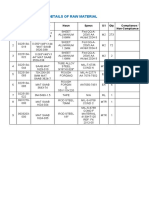
- Detail of Raw MaterialDocumento3 páginasDetail of Raw MaterialjacksonAinda não há avaliações
- Mee 210-Ipe 210.Documento2 páginasMee 210-Ipe 210.dreamivory29Ainda não há avaliações
- DAYTON MatrixesDocumento30 páginasDAYTON MatrixesSilvioAinda não há avaliações
- Ts 010Documento69 páginasTs 010Satheesh Gopindaran100% (1)
- Workshop Technology PDFDocumento48 páginasWorkshop Technology PDFilamparithiAinda não há avaliações
- Ultrasonic Machining: Principle of USMDocumento5 páginasUltrasonic Machining: Principle of USMmahammad kamaluddeenAinda não há avaliações
- AISI 1035 cs46Documento2 páginasAISI 1035 cs46Russell ShacklefordAinda não há avaliações
- PROCESS PLANNING AND COST ESTIMATION - Unit4Documento4 páginasPROCESS PLANNING AND COST ESTIMATION - Unit4Parameswara RajaAinda não há avaliações
- 360 Degree Flexible Drilling MachineDocumento8 páginas360 Degree Flexible Drilling MachineIJRASETPublicationsAinda não há avaliações
- BOM Prototype 31 May 2012 For Upload REP 120622Documento396 páginasBOM Prototype 31 May 2012 For Upload REP 120622Zahir FathoniAinda não há avaliações
- R R R Root Cause Analysis Oot Cause Analysis Oot Cause Analysis Oot Cause AnalysisDocumento3 páginasR R R Root Cause Analysis Oot Cause Analysis Oot Cause Analysis Oot Cause AnalysisAnoop RaghuAinda não há avaliações
- Welding Tolerance StandardsDocumento6 páginasWelding Tolerance StandardsSowmen_CAinda não há avaliações
- Improving Time Efficiencyusing CNCEquipmentsin Wood Processing IndustryDocumento7 páginasImproving Time Efficiencyusing CNCEquipmentsin Wood Processing Industrykulin_banAinda não há avaliações