Você também pode gostar
- Astm D130Documento4 páginasAstm D130Alhrey Albert Palomino MallmaAinda não há avaliações
- ASTM D 130 - 04 Corrosividad de CobreDocumento6 páginasASTM D 130 - 04 Corrosividad de CobreAlfonso Martínez100% (2)
- Norma ASTM D473 - 2012Documento11 páginasNorma ASTM D473 - 2012GerardOo Alexander S100% (3)
- Astm D-56Documento20 páginasAstm D-56AlexTtitoPacha100% (1)
- Norma ASTM D92 D2270 y D566Documento22 páginasNorma ASTM D92 D2270 y D566Nelson Jara CobosAinda não há avaliações
- ASTM D323-15a (Traducción)Documento14 páginasASTM D323-15a (Traducción)yuliaAinda não há avaliações
- Método ASTM D130 para detección de corrosión al cobreDocumento17 páginasMétodo ASTM D130 para detección de corrosión al cobresoledad100% (1)
- Prueba de Ensayo Astm D 56 Copa Cerrada TagDocumento2 páginasPrueba de Ensayo Astm D 56 Copa Cerrada TagFernando HuarocAinda não há avaliações
- Curvas Astm TBP FlashDocumento10 páginasCurvas Astm TBP FlashAnonymous XqOKlgAinda não há avaliações
- Metodo D7345 TraduccionDocumento11 páginasMetodo D7345 TraduccionChristian LunaAinda não há avaliações
- Astm D-2622 (Determinación de Azufre Por Fluorescencia de Rayos Xtwin-X)Documento20 páginasAstm D-2622 (Determinación de Azufre Por Fluorescencia de Rayos Xtwin-X)JOSEAinda não há avaliações
- Método de Sedimentos en PetróleoDocumento8 páginasMétodo de Sedimentos en PetróleoJeniffer AlexandraAinda não há avaliações
- Astm D4952Documento6 páginasAstm D4952jorgeAinda não há avaliações
- D97 PPoint Petroleum Products SPA - EspañolDocumento7 páginasD97 PPoint Petroleum Products SPA - EspañolLaboratorio Acon BRMAinda não há avaliações
- Aplicación Exitosa de La Inyección Cíclica de Gas Campo ProvinciaDocumento13 páginasAplicación Exitosa de La Inyección Cíclica de Gas Campo ProvinciaEdgar GonzalezAinda não há avaliações
- Astm D 88-07Documento7 páginasAstm D 88-07jose ferretizAinda não há avaliações
- ASTM D-95-62 Agua Por DestilacionDocumento4 páginasASTM D-95-62 Agua Por DestilacionMarvin Jambrina100% (9)
- INFORMEDocumento10 páginasINFORMEHenry VasquezAinda não há avaliações
- Detección de H2S en LPGDocumento7 páginasDetección de H2S en LPGdiego echagarayAinda não há avaliações
- Viscosidad Dinámica ASTM D7042 - TraducidoDocumento20 páginasViscosidad Dinámica ASTM D7042 - TraducidoJesus Alberto Florez Vargas100% (1)
- Astm D 86Documento38 páginasAstm D 86MiguelAinda não há avaliações
- Prueba de Salinidad en El CrudoDocumento12 páginasPrueba de Salinidad en El CrudoDavid GPAinda não há avaliações
- Astm D976-06 TraducidoDocumento3 páginasAstm D976-06 TraducidoKery MorenoAinda não há avaliações
- Prueba de Ensayo Astm-D1298 Densidad ApiDocumento3 páginasPrueba de Ensayo Astm-D1298 Densidad ApiFernando HuarocAinda não há avaliações
- ASTM D 4294-16e1Documento14 páginasASTM D 4294-16e1VELOZ PINTO KAREM LISBETHAinda não há avaliações
- Agua y Sedimentos en El Petroleo Crudo Por El Metodo de Centrifugacion Procedimiento de LaboratorioDocumento35 páginasAgua y Sedimentos en El Petroleo Crudo Por El Metodo de Centrifugacion Procedimiento de LaboratoriosamantaAinda não há avaliações
- CPP. Metodos ASTM, 2-Sep-2021Documento25 páginasCPP. Metodos ASTM, 2-Sep-2021????????????Ainda não há avaliações
- ASTM D-482-Cenizas en CombustiblesDocumento3 páginasASTM D-482-Cenizas en CombustiblesMarvin Jambrina100% (3)
- Astm D 1796Documento7 páginasAstm D 1796WlopezaAinda não há avaliações
- Determinación de densidad de petróleo crudo y derivados mediante hidrómetroDocumento45 páginasDeterminación de densidad de petróleo crudo y derivados mediante hidrómetroOliverTumbayAinda não há avaliações
- Guía Práctica - ASTM D4952 - Mercaptanos en CombustiblesDocumento3 páginasGuía Práctica - ASTM D4952 - Mercaptanos en CombustiblesJGO-LixoAinda não há avaliações
- Astm-D 5002Documento12 páginasAstm-D 5002alucard3750% (1)
- Método de Prueba Estándar para La Destilación de Productos Derivados Del Petróleo y Combustibles Líquidos A Presión AtmosféricaDocumento45 páginasMétodo de Prueba Estándar para La Destilación de Productos Derivados Del Petróleo y Combustibles Líquidos A Presión AtmosféricaO F GüzmánAinda não há avaliações
- Viscosidad Cinemática de Líquidos Transparentes y Opacos (Astm D-455)Documento6 páginasViscosidad Cinemática de Líquidos Transparentes y Opacos (Astm D-455)Diego MaradonaAinda não há avaliações
- Lista de Verificación Astm d1298-12bDocumento8 páginasLista de Verificación Astm d1298-12bismaeljbcAinda não há avaliações
- Astm 189 EspanishDocumento11 páginasAstm 189 Espanishluis1419941Ainda não há avaliações
- Astm D 2784 Azufre en GLPDocumento13 páginasAstm D 2784 Azufre en GLPRuben Perez AyoAinda não há avaliações
- Astm D1298.en - EsDocumento8 páginasAstm D1298.en - EsAnonymous lPFeDds1gAAinda não há avaliações
- ASTM D 5863-00aDocumento7 páginasASTM D 5863-00aVictor fajardoAinda não há avaliações
- Punto de inflamación petróleo D93Documento7 páginasPunto de inflamación petróleo D93Alfonso Martínez100% (2)
- Determinación de sal en crudo por potenciómetroDocumento14 páginasDeterminación de sal en crudo por potenciómetroANDERSON ARLEY RUIZ MARTINEZAinda não há avaliações
- Astm D-1298virtualDocumento58 páginasAstm D-1298virtualJean68412100% (1)
- Astm D 482-03Documento8 páginasAstm D 482-03Susan Li HBAinda não há avaliações
- Metodo de Prueba ASTM D 1500Documento6 páginasMetodo de Prueba ASTM D 1500Mauricio SánchezAinda não há avaliações
- Astm D93Documento4 páginasAstm D93Max CanelaAinda não há avaliações
- D4294-Contenido de AzufreDocumento9 páginasD4294-Contenido de AzufreSilvia CarolinaAinda não há avaliações
- Astm D4294 10Documento23 páginasAstm D4294 10GurUrdianaOsorio100% (1)
- Astm D2709Documento2 páginasAstm D2709Carlos Bryan AvilaAinda não há avaliações
- Medición de densidad y gravedad API de petróleo y productos petrolíferos mediante el método del hidrómetroDocumento7 páginasMedición de densidad y gravedad API de petróleo y productos petrolíferos mediante el método del hidrómetroJazi NiñoAinda não há avaliações
- ASTM Dureza. ESPAÑOL PDFDocumento4 páginasASTM Dureza. ESPAÑOL PDFSuajil RosmaryyAinda não há avaliações
- Traduccion ASTM D95Documento6 páginasTraduccion ASTM D95L Ayquipa MerinoAinda não há avaliações
- Astm D-86Documento61 páginasAstm D-86Anonymous wdaEo9k0% (1)
- Astm Color Saybolt TraducciónDocumento7 páginasAstm Color Saybolt TraducciónMaria AndaraAinda não há avaliações
- ASTM D-4057 EspañolDocumento56 páginasASTM D-4057 EspañolOrlando Casiano FloresAinda não há avaliações
- Ensayo estándar cobre corrosiónDocumento24 páginasEnsayo estándar cobre corrosiónSoledad FloresAinda não há avaliações
- NTC2515Documento8 páginasNTC2515Camilo Ernesto Nardez MartinezAinda não há avaliações
- Método Saybolt ViscosidadDocumento9 páginasMétodo Saybolt ViscosidadJudas Dragovich CollettiAinda não há avaliações
- ASTM C 1231-00e1v.02Documento7 páginasASTM C 1231-00e1v.02Orlando Manriquez L100% (1)
- ASTM C1231Uso de Tapas No Adheridas en La Determinación Del Esfuerzo de Compresión de Cilindros de ConcretoDocumento6 páginasASTM C1231Uso de Tapas No Adheridas en La Determinación Del Esfuerzo de Compresión de Cilindros de ConcretoCesar Augusto Cruz CruzAinda não há avaliações
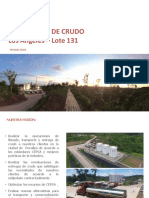
- Transporte y Comercialización de Crudo - Lote 131-2018Documento5 páginasTransporte y Comercialización de Crudo - Lote 131-2018Jonathan HawkinsAinda não há avaliações
- Cromatografia de GasesDocumento3 páginasCromatografia de GasesJonathan HawkinsAinda não há avaliações
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Procedimiento PDFDocumento11 páginasProcedimiento PDFChristian Lopez MendezAinda não há avaliações
- ASTM D 2500-02 Punto NubeDocumento8 páginasASTM D 2500-02 Punto NubeJonathan Hawkins100% (1)
- 06 - Medicion Por CoriolisDocumento31 páginas06 - Medicion Por CoriolisJonathan HawkinsAinda não há avaliações
- Tesis de Grado: Universidad Mayor de San Andrés Facultad de Ciencias Económicas Y Financieras Carrera de EconomíaDocumento113 páginasTesis de Grado: Universidad Mayor de San Andrés Facultad de Ciencias Económicas Y Financieras Carrera de EconomíaDiego AlbinoAinda não há avaliações
- Normas para análisis de cargas y reconciliación marinaDocumento23 páginasNormas para análisis de cargas y reconciliación marinaJonathan Hawkins100% (1)
- Gas NaturalDocumento47 páginasGas NaturalbetoariasAinda não há avaliações
- Aditi VosDocumento5 páginasAditi VosJonathan HawkinsAinda não há avaliações
- 16 - Presion Asociada MetrologiaDocumento24 páginas16 - Presion Asociada MetrologiaJonathan HawkinsAinda não há avaliações
- 05 - Medicion UltrasonicaDocumento21 páginas05 - Medicion UltrasonicaJonathan HawkinsAinda não há avaliações
- 04 - Medidores Tipo TurbinaDocumento17 páginas04 - Medidores Tipo TurbinaJonathan Hawkins100% (1)
- API - Mpms Cap 3-Secc 1a WinchaDocumento4 páginasAPI - Mpms Cap 3-Secc 1a WinchaJonathan HawkinsAinda não há avaliações
- Modo Operacion MB TornilloDocumento28 páginasModo Operacion MB TornilloJonathan HawkinsAinda não há avaliações
- Api MPMS 3-1aDocumento3 páginasApi MPMS 3-1aJonathan Hawkins100% (1)
- Desalación de CrudoDocumento27 páginasDesalación de CrudoJonathan HawkinsAinda não há avaliações
- MEDICIÓN DE HIDROCARBUROS EN TRANSPORTE MARÍTIMO Y FLUVIALDocumento25 páginasMEDICIÓN DE HIDROCARBUROS EN TRANSPORTE MARÍTIMO Y FLUVIALJonathan Hawkins100% (2)
- Derecho LaboralDocumento132 páginasDerecho LaboralEmerson Osorio HilarioAinda não há avaliações
- Derecho LaboralDocumento132 páginasDerecho LaboralEmerson Osorio HilarioAinda não há avaliações
- Emulsiones PDFDocumento0 páginaEmulsiones PDFHenry MoyaAinda não há avaliações
- Desalación de CrudoDocumento27 páginasDesalación de CrudoJonathan HawkinsAinda não há avaliações
- Exposicion de Lavado AcidoDocumento25 páginasExposicion de Lavado AcidoJonathan HawkinsAinda não há avaliações
- Acidificación de AreniscasDocumento14 páginasAcidificación de AreniscasJonathan HawkinsAinda não há avaliações
- Tipos de Trampas GeologicasDocumento47 páginasTipos de Trampas GeologicasJonathan HawkinsAinda não há avaliações
- Acidificación en CarbonatosDocumento4 páginasAcidificación en CarbonatosJonathan HawkinsAinda não há avaliações
- Urubamba ChimboteDocumento1 páginaUrubamba ChimboteJonathan HawkinsAinda não há avaliações
- Descarga BT Trompeteros ChimboteDocumento1 páginaDescarga BT Trompeteros ChimboteJonathan HawkinsAinda não há avaliações
- Capítulo 9. ProducciónDocumento10 páginasCapítulo 9. ProducciónEquilibrium001Ainda não há avaliações
- Conformación Por Fundición en Moldes de ArenaDocumento13 páginasConformación Por Fundición en Moldes de ArenaBitterJairSanchezOsorioAinda não há avaliações
- Informe Final 3 de Circuitos Electronicos 1 PDFDocumento32 páginasInforme Final 3 de Circuitos Electronicos 1 PDFJhon Alex López SotoAinda não há avaliações
- Determinación experimental del centro de presión en superficies planasDocumento15 páginasDeterminación experimental del centro de presión en superficies planasCarlosColqueBlass0% (1)
- IF1 EnclavadorDocumento2 páginasIF1 EnclavadorDenis E. S. MatosAinda não há avaliações
- Vectores PDFDocumento29 páginasVectores PDFSonia VenegasAinda não há avaliações
- Quimica TextilDocumento19 páginasQuimica Textilzyzz zeballosAinda não há avaliações
- Hawthorne Nathaniel - El Artista de Lo BelloDocumento28 páginasHawthorne Nathaniel - El Artista de Lo BelloMarlon7Ainda não há avaliações
- Diseño de Mezclas de ConcretoDocumento6 páginasDiseño de Mezclas de ConcretoNestor JaimezAinda não há avaliações
- Sikadur 32 Gel Parte ADocumento6 páginasSikadur 32 Gel Parte AM Alonso ArceAinda não há avaliações
- 2.1 Control Estadistico Resistencia ConcretoDocumento12 páginas2.1 Control Estadistico Resistencia ConcretoWillian Lovon CondeAinda não há avaliações
- Prueba Sumativa Elementos de Una Onda y Rapidez de PropagaciónDocumento12 páginasPrueba Sumativa Elementos de Una Onda y Rapidez de PropagaciónSelena OrtegaAinda não há avaliações
- Mecánica de FLuidosDocumento15 páginasMecánica de FLuidosHector TineoAinda não há avaliações
- Fenomenos TransitoriosDocumento15 páginasFenomenos Transitoriosdestelloazul50% (2)
- Ecuaciones Clásicas de Johnson Mehl AvramiDocumento2 páginasEcuaciones Clásicas de Johnson Mehl Avramiapi-26360100Ainda não há avaliações
- Proyecto Final TermodinamicaDocumento9 páginasProyecto Final Termodinamicajennifer rodriguezAinda não há avaliações
- Richards Filosofía y Sociología de La Ciencia 2000Documento242 páginasRichards Filosofía y Sociología de La Ciencia 2000Jhoel David Esquivel Vera100% (2)
- Ejercicio de Flujo de PotenciaDocumento4 páginasEjercicio de Flujo de PotenciaSEBASTIAN DAVID PINTOR AHUMADAAinda não há avaliações
- Laboratorio 2 de Bioquimica PDFDocumento7 páginasLaboratorio 2 de Bioquimica PDFLauraCabreraAinda não há avaliações
- EjercisiosDocumento3 páginasEjercisiosShihanLordAinda não há avaliações
- Laboratorio de Conservacion de La EnergiaDocumento2 páginasLaboratorio de Conservacion de La EnergiaCarolina Patiño VeraAinda não há avaliações
- Informe I1. Estudio Del M.a.S. Del Sistema Masa - Resorte y Análisis de Las Oscilaciones Con Cassy-MDocumento14 páginasInforme I1. Estudio Del M.a.S. Del Sistema Masa - Resorte y Análisis de Las Oscilaciones Con Cassy-MGloria GiraldoAinda não há avaliações
- INTRODUCCIONDocumento9 páginasINTRODUCCIONTareasAinda não há avaliações
- TECNOLOGIADocumento22 páginasTECNOLOGIALeonardo Omar CamposAinda não há avaliações
- Granulometria y Humedad de AgregadosDocumento5 páginasGranulometria y Humedad de AgregadosSantiago GomezAinda não há avaliações
- Relacion Estructura - Propiedades de PolimerosDocumento9 páginasRelacion Estructura - Propiedades de PolimerosManuel RicardoAinda não há avaliações
- Astronomia Madre de Las CienciasDocumento26 páginasAstronomia Madre de Las CienciasEder Benito100% (1)
- H2SDocumento36 páginasH2SBombero87100% (1)
- Termalismo y Salud, Al Calor de ChurínDocumento1 páginaTermalismo y Salud, Al Calor de ChurínRolly Valdivia ChávezAinda não há avaliações
- Componentes de Una Instalación Solar FotovoltaicaDocumento8 páginasComponentes de Una Instalación Solar FotovoltaicafrediAinda não há avaliações
- Energía Electromagnetica, Naturaleza, FuentesDocumento64 páginasEnergía Electromagnetica, Naturaleza, FuentesMargarita Giselle Pastor100% (1)