Você também pode gostar
- AP Biology 1st Semester Final Exam Review-2011.2012Documento13 páginasAP Biology 1st Semester Final Exam Review-2011.2012Jessica ShinAinda não há avaliações
- Dynamics of Bases F 00 BarkDocumento476 páginasDynamics of Bases F 00 BarkMoaz MoazAinda não há avaliações
- Metabical Positioning and CommunicationDocumento15 páginasMetabical Positioning and CommunicationJSheikh100% (2)
- Community Action and Core Values and Principles of Community-Action InitiativesDocumento5 páginasCommunity Action and Core Values and Principles of Community-Action Initiativeskimberson alacyangAinda não há avaliações
- Friedel CraftsDocumento8 páginasFriedel CraftsAhmed MashalyAinda não há avaliações
- AnovaDocumento26 páginasAnovaMuhammad NasimAinda não há avaliações
- Prediction Drop For Slurry TransportDocumento9 páginasPrediction Drop For Slurry TransportMarti Jimenez HernandezAinda não há avaliações
- Registration details of employees and business ownersDocumento61 páginasRegistration details of employees and business ownersEMAMNAinda não há avaliações
- Olimpiada Engleza 2017 CL A 7 A PDFDocumento4 páginasOlimpiada Engleza 2017 CL A 7 A PDFAnthony Adams100% (3)
- Fault Classification in Dynamic Processes Using Multiclass Relevance Vector Machine and Slow Feature AnalysisDocumento9 páginasFault Classification in Dynamic Processes Using Multiclass Relevance Vector Machine and Slow Feature AnalysisEngr Ali Ammar Taqvi100% (1)
- Multiple Svms Modelling Method For Fault Diagnosis of Power TransformersDocumento3 páginasMultiple Svms Modelling Method For Fault Diagnosis of Power TransformerslimanAinda não há avaliações
- Fault Diagnosis of Power Transformer Based On Multi-Layer SVM ClassifierDocumento7 páginasFault Diagnosis of Power Transformer Based On Multi-Layer SVM ClassifierFelipe KaewAinda não há avaliações
- SVM Classification Survey Highlights Applications and ChallengesDocumento27 páginasSVM Classification Survey Highlights Applications and Challengesbrizky ramadhaniAinda não há avaliações
- SVM Survey Applications Challenges TrendsDocumento27 páginasSVM Survey Applications Challenges TrendsAhmad ShamyAinda não há avaliações
- Information 12 00515Documento19 páginasInformation 12 00515jacasil293Ainda não há avaliações
- Fault Diagnosis of Power Transformer Based On Multi-Layer SMV ClassifierDocumento7 páginasFault Diagnosis of Power Transformer Based On Multi-Layer SMV ClassifierCedricAinda não há avaliações
- Multi-Fault Classification Based On Wavelet SVM With PSO Algorithm To Analyze Vibration Signals From Rolling Element BearingsDocumento12 páginasMulti-Fault Classification Based On Wavelet SVM With PSO Algorithm To Analyze Vibration Signals From Rolling Element BearingsPradeep KunduAinda não há avaliações
- Research Article: The Construction of Support Vector Machine Classifier Using The Firefly AlgorithmDocumento9 páginasResearch Article: The Construction of Support Vector Machine Classifier Using The Firefly AlgorithmAnonymous PsEz5kGVaeAinda não há avaliações
- Boosted Near-miss Under-sampling Improves SVM Concept DetectionDocumento9 páginasBoosted Near-miss Under-sampling Improves SVM Concept DetectionAI tailieuAinda não há avaliações
- 1 s2.0 S0925231215020500 MainDocumento8 páginas1 s2.0 S0925231215020500 MainDebapriya MitraAinda não há avaliações
- A New Semi-Supervised Support Vector Machine Learning Algorithm Based On Active LearningDocumento4 páginasA New Semi-Supervised Support Vector Machine Learning Algorithm Based On Active LearningLucas FiordelisiAinda não há avaliações
- Ertekin 2011Documento14 páginasErtekin 2011ashajanardhanan1996Ainda não há avaliações
- SVM KernalsDocumento7 páginasSVM KernalsursbestfriendAinda não há avaliações
- 1 s2.0 S0031320311004006 MainDocumento8 páginas1 s2.0 S0031320311004006 MainOnur OzdemirAinda não há avaliações
- A Study On Support Vector Machine Based Linear and Non-Linear Pattern ClassificationDocumento5 páginasA Study On Support Vector Machine Based Linear and Non-Linear Pattern ClassificationPratik DixitAinda não há avaliações
- Final Project ReportDocumento18 páginasFinal Project ReportjstpallavAinda não há avaliações
- 1 s2.0 S0263224121002402 MainDocumento19 páginas1 s2.0 S0263224121002402 Mainvikas sharmaAinda não há avaliações
- Kernel Multivariate Analysis Framework FDocumento12 páginasKernel Multivariate Analysis Framework FariasalvaroAinda não há avaliações
- J Automatica 2019 03 030Documento9 páginasJ Automatica 2019 03 030David AkomolafeAinda não há avaliações
- New Bandwidth Selection Criterion For Kernel PCA Approach To Dimensionality Reduction and Classification ProblemsDocumento12 páginasNew Bandwidth Selection Criterion For Kernel PCA Approach To Dimensionality Reduction and Classification ProblemsjomasoolAinda não há avaliações
- Support Vector and Multilayer Perceptron Neural Networks Applied To Power Systems Transient Stability Analysis With Input Dimensionality ReductionDocumento6 páginasSupport Vector and Multilayer Perceptron Neural Networks Applied To Power Systems Transient Stability Analysis With Input Dimensionality ReductionAsvcxvAinda não há avaliações
- Support Vector Machines For ClassificationDocumento29 páginasSupport Vector Machines For ClassificationDaniel Camilo Mesa RojasAinda não há avaliações
- Regularized Minimax Probability Machine - 2019 - Knowledge Based SystemsDocumento9 páginasRegularized Minimax Probability Machine - 2019 - Knowledge Based SystemsReshma KhemchandaniAinda não há avaliações
- A Kernel Fuzzy C-Means Clustering-Based Fuzzy Support Vector Machine Algorithm For Classification Problems With Outliers or NoisesDocumento13 páginasA Kernel Fuzzy C-Means Clustering-Based Fuzzy Support Vector Machine Algorithm For Classification Problems With Outliers or NoisesPRABHAKARANAinda não há avaliações
- CancerDocumento7 páginasCancerALNATRON GROUPSAinda não há avaliações
- Support Vector Machines: Presented by MuthappaDocumento24 páginasSupport Vector Machines: Presented by MuthappaFayyo OlaniAinda não há avaliações
- Julia Nguyen Spie2021Documento6 páginasJulia Nguyen Spie2021api-636941880Ainda não há avaliações
- Machine Learning-Based Approaches For Breast Cancer Detection in Microwave ImagingDocumento2 páginasMachine Learning-Based Approaches For Breast Cancer Detection in Microwave ImagingPasan GunawardanaAinda não há avaliações
- On Breast Cancer Detection: An Application of Machine Learning Algorithms On The Wisconsin Diagnostic DatasetDocumento5 páginasOn Breast Cancer Detection: An Application of Machine Learning Algorithms On The Wisconsin Diagnostic DatasetManthan MehtaAinda não há avaliações
- Multivariate Linear QSPR/QSAR Models: Rigorous Evaluation of Variable Selection For PLSDocumento10 páginasMultivariate Linear QSPR/QSAR Models: Rigorous Evaluation of Variable Selection For PLSTiruneh GAAinda não há avaliações
- Fault Detection in Industrial Plant Using - Nearest Neighbors With Random Subspace MethodDocumento6 páginasFault Detection in Industrial Plant Using - Nearest Neighbors With Random Subspace MethodsachinAinda não há avaliações
- Quality Prediction Modeling For Multistage ManufacDocumento6 páginasQuality Prediction Modeling For Multistage Manufacronald christenkksonAinda não há avaliações
- On Breast Cancer Detection: An Application of Machine Learning Algorithms On The Wisconsin Diagnostic DatasetDocumento5 páginasOn Breast Cancer Detection: An Application of Machine Learning Algorithms On The Wisconsin Diagnostic DatasetMADHUSHREE MAinda não há avaliações
- Nalepa-Kawulok2019 Article SelectingTrainingSetsForSupporDocumento44 páginasNalepa-Kawulok2019 Article SelectingTrainingSetsForSupporKristy ChoiAinda não há avaliações
- 41 FullDocumento11 páginas41 Full0191720003 ELIAS ANTONIO BELLO LEON ESTUDIANTE ACTIVOAinda não há avaliações
- Expert Systems With Applications: M.A.H. Farquad, V. Ravi, S. Bapi RajuDocumento13 páginasExpert Systems With Applications: M.A.H. Farquad, V. Ravi, S. Bapi RajuAshish SharmaAinda não há avaliações
- A New Medical Decision Making System: Least Square Support Vector Machine (LSSVM) With Fuzzy Weighting Pre-ProcessingDocumento6 páginasA New Medical Decision Making System: Least Square Support Vector Machine (LSSVM) With Fuzzy Weighting Pre-ProcessinghiriAinda não há avaliações
- Fault Detection Using Random Projections and K-Nearest Neighbor Rule For Semiconductor Manufacturing ProcessesDocumento10 páginasFault Detection Using Random Projections and K-Nearest Neighbor Rule For Semiconductor Manufacturing Processesriadh toumiAinda não há avaliações
- PROCESS FAULT DIAGNOSIS USING ONE CLASS SUPPORT VEC - 2007 - IFAC Proceedings VoDocumento6 páginasPROCESS FAULT DIAGNOSIS USING ONE CLASS SUPPORT VEC - 2007 - IFAC Proceedings VosmeykelAinda não há avaliações
- TraceSim A Method For Calculating Stack Trace SimilarityDocumento6 páginasTraceSim A Method For Calculating Stack Trace SimilaritySarah MtAinda não há avaliações
- Online Nonnegative Matrix Factorization With OutliersDocumento28 páginasOnline Nonnegative Matrix Factorization With Outliers余深宝Ainda não há avaliações
- Run Xuan Zhang 2007Documento11 páginasRun Xuan Zhang 2007VivekAinda não há avaliações
- Gunn 1998Documento52 páginasGunn 1998Shaibal BaruaAinda não há avaliações
- Incerteza de Medicao Com Uso de Rede Neural e Monte CarloDocumento17 páginasIncerteza de Medicao Com Uso de Rede Neural e Monte Carlo0511018Ainda não há avaliações
- New Financial Risk Management Model 2009Documento4 páginasNew Financial Risk Management Model 2009Mario HigginsAinda não há avaliações
- 1 s2.0 S0003267017306967 MainDocumento11 páginas1 s2.0 S0003267017306967 Mainmuhammad reza mahendraAinda não há avaliações
- Neurocomputing: Yukun Bao, Zhongyi Hu, Tao XiongDocumento9 páginasNeurocomputing: Yukun Bao, Zhongyi Hu, Tao XiongJoseph JoseAinda não há avaliações
- J13 Global Resolution of The Support Vector Machine Regression Parameters Selection Problem With LPCCDocumento67 páginasJ13 Global Resolution of The Support Vector Machine Regression Parameters Selection Problem With LPCCSTLiAinda não há avaliações
- Efficient Learning of Fuzzy System Construction by LS-SVM Based MethodDocumento5 páginasEfficient Learning of Fuzzy System Construction by LS-SVM Based MethodDharsini ThinakaranAinda não há avaliações
- Pattern Classification With Mixtures of Weighted Least-Squares Support Vector Machine ExpertsDocumento19 páginasPattern Classification With Mixtures of Weighted Least-Squares Support Vector Machine ExpertsAmanpreet SinghAinda não há avaliações
- Process Fault Diagnosis - AAMDocumento61 páginasProcess Fault Diagnosis - AAMsaynapogado18Ainda não há avaliações
- Financial Forecasting Using Support Vector MachineDocumento10 páginasFinancial Forecasting Using Support Vector MachineArpit JainAinda não há avaliações
- Semisupervised Neural Networks For Efficient Hyperspectral Image ClassificationDocumento12 páginasSemisupervised Neural Networks For Efficient Hyperspectral Image ClassificationVishal PoonachaAinda não há avaliações
- Guide To Risk ManagementDocumento9 páginasGuide To Risk ManagementelevendotAinda não há avaliações
- Distributed Dynamic PCADocumento9 páginasDistributed Dynamic PCAchandruAinda não há avaliações
- Brain Tumor Classification Using Support Vector MachineDocumento6 páginasBrain Tumor Classification Using Support Vector MachineAnonymous kw8Yrp0R5rAinda não há avaliações
- Optimization Landscape of Quantum Control SystemsDocumento14 páginasOptimization Landscape of Quantum Control SystemsLucas Adriano Maciel Dos SantosAinda não há avaliações
- Energia Solar FuturoDocumento14 páginasEnergia Solar FuturoFelipePuentesCantorAinda não há avaliações
- Energia Solar, El FuturoDocumento7 páginasEnergia Solar, El FuturoFelipePuentesCantorAinda não há avaliações
- Applied Thermodynanmics PDFDocumento93 páginasApplied Thermodynanmics PDFFelipePuentesCantorAinda não há avaliações
- Design Refrigerator Methanol Carbon PDFDocumento14 páginasDesign Refrigerator Methanol Carbon PDFFelipePuentesCantorAinda não há avaliações
- By Jerry P.: Determination of ViscosityDocumento2 páginasBy Jerry P.: Determination of ViscosityFelipePuentesCantorAinda não há avaliações
- Viscosity Determination PDFDocumento15 páginasViscosity Determination PDFFelipePuentesCantorAinda não há avaliações
- Viscosity Determination PDFDocumento15 páginasViscosity Determination PDFFelipePuentesCantorAinda não há avaliações
- Determinants of Consumer BehaviourDocumento16 páginasDeterminants of Consumer BehaviouritistysondogAinda não há avaliações
- De Broglie's Hypothesis: Wave-Particle DualityDocumento4 páginasDe Broglie's Hypothesis: Wave-Particle DualityAvinash Singh PatelAinda não há avaliações
- University Students' Listening Behaviour of FM Radio Programmes in NigeriaDocumento13 páginasUniversity Students' Listening Behaviour of FM Radio Programmes in NigeriaDE-CHOICE COMPUTER VENTUREAinda não há avaliações
- Ice Task 2Documento2 páginasIce Task 2nenelindelwa274Ainda não há avaliações
- Signal WordsDocumento2 páginasSignal WordsJaol1976Ainda não há avaliações
- Commonlit The Cask of AmontilladoDocumento10 páginasCommonlit The Cask of Amontilladoapi-506044294Ainda não há avaliações
- Listening LP1Documento6 páginasListening LP1Zee KimAinda não há avaliações
- Cps InfographicDocumento1 páginaCps Infographicapi-665846419Ainda não há avaliações
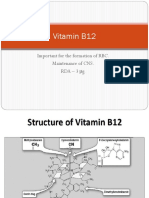
- Vitamin B12: Essential for RBC Formation and CNS MaintenanceDocumento19 páginasVitamin B12: Essential for RBC Formation and CNS MaintenanceHari PrasathAinda não há avaliações
- Awareness Training On Filipino Sign Language (FSL) PDFDocumento3 páginasAwareness Training On Filipino Sign Language (FSL) PDFEmerito PerezAinda não há avaliações
- Williams-In Excess of EpistemologyDocumento19 páginasWilliams-In Excess of EpistemologyJesúsAinda não há avaliações
- ProbabilityDocumento2 páginasProbabilityMickey WongAinda não há avaliações
- Practical and Mathematical Skills BookletDocumento30 páginasPractical and Mathematical Skills BookletZarqaYasminAinda não há avaliações
- Assignment Brief Starting A Small BusinessDocumento3 páginasAssignment Brief Starting A Small BusinessFaraz0% (1)
- Binomial TheoremDocumento57 páginasBinomial Theoremkailasbankar96Ainda não há avaliações
- Letter of Recommendation SamplesDocumento3 páginasLetter of Recommendation SamplesLahori MundaAinda não há avaliações
- Assignment OUMH1203 English For Written Communication September 2023 SemesterDocumento15 páginasAssignment OUMH1203 English For Written Communication September 2023 SemesterFaiz MufarAinda não há avaliações
- Contribution Sushruta AnatomyDocumento5 páginasContribution Sushruta AnatomyEmmanuelle Soni-DessaigneAinda não há avaliações
- Rationalism vs Empiricism in Scientific KnowledgeDocumento9 páginasRationalism vs Empiricism in Scientific Knowledgefeeamali1445Ainda não há avaliações
- Evidence Law PDFDocumento15 páginasEvidence Law PDFwanborAinda não há avaliações
- Development of Branchial ArchesDocumento4 páginasDevelopment of Branchial ArchesFidz LiankoAinda não há avaliações
- 2009 IBP ElectionsDocumento77 páginas2009 IBP ElectionsBaldovino VenturesAinda não há avaliações