Você também pode gostar
- 008rtfi Notes Okdoc CompressDocumento19 páginas008rtfi Notes Okdoc CompressShahid IqbalAinda não há avaliações
- 008.rtfi Notes - OkDocumento19 páginas008.rtfi Notes - OkVivekanandan JAinda não há avaliações
- RADIOGRAPHY INTERPRETATION-Rev1Documento41 páginasRADIOGRAPHY INTERPRETATION-Rev1OktayKul80% (5)
- Handbook of Infrared Spectroscopy of Ultrathin FilmsNo EverandHandbook of Infrared Spectroscopy of Ultrathin FilmsAinda não há avaliações
- Sampling Plan:: Testing A Certain NumberDocumento23 páginasSampling Plan:: Testing A Certain NumberhariAinda não há avaliações
- Plasma Etching Processes for CMOS Devices RealizationNo EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeAinda não há avaliações
- Evaluation of RadiographDocumento40 páginasEvaluation of Radiographoki karyadi100% (2)
- Busduct Welds - Acceptance StandardDocumento3 páginasBusduct Welds - Acceptance StandardSURENDRA NARAYANAinda não há avaliações
- Film CharacteristicsDocumento148 páginasFilm Characteristicsgrkvani10100% (1)
- Gemmological Instruments: Their Use and Principles of OperationNo EverandGemmological Instruments: Their Use and Principles of OperationNota: 4.5 de 5 estrelas4.5/5 (5)
- Film Interpretation and Reference RadiographsDocumento7 páginasFilm Interpretation and Reference RadiographsEnrique Tavira67% (3)
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Ainda não há avaliações
- Rtfi 1Documento33 páginasRtfi 1Jayaneela PrawinAinda não há avaliações
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesAinda não há avaliações
- TCVN 4395-1986Documento11 páginasTCVN 4395-1986huytai8613Ainda não há avaliações
- RT in WeldingDocumento35 páginasRT in WeldingSapan KansaraAinda não há avaliações
- Tank-API-650-docx V-V-I-P PDFDocumento20 páginasTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- Non Destructive TestingDocumento54 páginasNon Destructive TestingWILLIAM OMAR SANCHEZ GARZONAinda não há avaliações
- Multifilm Techinique PDFDocumento7 páginasMultifilm Techinique PDFamitAinda não há avaliações
- Manual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukDocumento16 páginasManual Ultrasonic Inspection of Thin Metal Welds: Capucine - Carpentier@twi - Co.ukdarouichAinda não há avaliações
- F2730F2730MDocumento7 páginasF2730F2730MMARCELO DOS SANTOS BARRETOSAinda não há avaliações
- VT Acceptance Criteria PDFDocumento10 páginasVT Acceptance Criteria PDFKalaivel ThandavarayanAinda não há avaliações
- RT NotesDocumento48 páginasRT NotesDevendran Marappan100% (2)
- Ultrasonics Corrosion PittingDocumento11 páginasUltrasonics Corrosion PittinggueridiAinda não há avaliações
- D 4145 - 83 R02 - RdqxnduDocumento3 páginasD 4145 - 83 R02 - RdqxnduEmre DalgicAinda não há avaliações
- Crack Depth Evaluation For Boiler Tubes Using X-Ray Image AnalysisDocumento5 páginasCrack Depth Evaluation For Boiler Tubes Using X-Ray Image AnalysisMohsin IamAinda não há avaliações
- Chapter4 150109005052 Conversion Gate02Documento56 páginasChapter4 150109005052 Conversion Gate02زهديابوانسAinda não há avaliações
- RT ProcedureDocumento18 páginasRT Procedure1339979Ainda não há avaliações
- Storage Tank (API 650)Documento20 páginasStorage Tank (API 650)sbmmla83% (6)
- Viewing and Interpretation of RadiographsDocumento30 páginasViewing and Interpretation of RadiographsNatrajiAinda não há avaliações
- Dual Film RT Article PDFDocumento7 páginasDual Film RT Article PDFRaja Muaz Ahmad KhanAinda não há avaliações
- Industrial Radiography (Rev)Documento56 páginasIndustrial Radiography (Rev)Irfan Mehmood100% (3)
- M2.2.3 Visual InspectionDocumento11 páginasM2.2.3 Visual InspectionAldy Bagus PratamaAinda não há avaliações
- Viewing and Interpretation of RadiographsDocumento28 páginasViewing and Interpretation of RadiographsEr WidodoAinda não há avaliações
- Storage Tank API 650Documento20 páginasStorage Tank API 650jalison07xAinda não há avaliações
- Radiography: J K Singh Lecturer/EMDocumento33 páginasRadiography: J K Singh Lecturer/EMmanoj kumarAinda não há avaliações
- ABRA Duretal 45Documento2 páginasABRA Duretal 45rusf123Ainda não há avaliações
- Significance of Defects in WeldsDocumento9 páginasSignificance of Defects in Weldsssk48100% (1)
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocumento7 páginasMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimAinda não há avaliações
- QC Methods enDocumento12 páginasQC Methods enDanielle BarkerAinda não há avaliações
- Fundamentals of Materials Science & Engineering: Lab Report 1,2,3,4Documento13 páginasFundamentals of Materials Science & Engineering: Lab Report 1,2,3,4MoeAinda não há avaliações
- D 4145 - 83 R96 - RdqxndutodnsotzfmqDocumento3 páginasD 4145 - 83 R96 - RdqxndutodnsotzfmqEmre DalgicAinda não há avaliações
- Ultrasonic Detection of Pitting PDFDocumento7 páginasUltrasonic Detection of Pitting PDFkhuramluckAinda não há avaliações
- Example Problem Set2 F10Documento8 páginasExample Problem Set2 F10irfanAinda não há avaliações
- DefectsDocumento36 páginasDefectsMaverikbjAinda não há avaliações
- Metrology and MeasurementsDocumento58 páginasMetrology and MeasurementsShishir Fawade75% (4)
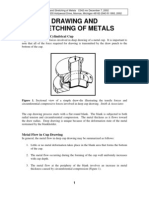
- Drawing and Stretching of MetalsDocumento16 páginasDrawing and Stretching of MetalsNavdeep Singh DhakaAinda não há avaliações
- Ideal Radiograph & Radiographic ErrorsDocumento99 páginasIdeal Radiograph & Radiographic Errorsvanshika0% (1)
- Expt 12 TEM Sample Preparation, Imaging and Diffraction Analysis of MaterialsDocumento16 páginasExpt 12 TEM Sample Preparation, Imaging and Diffraction Analysis of MaterialsCatherineAinda não há avaliações
- Radiographic TestingDocumento35 páginasRadiographic TestingAdarshAinda não há avaliações
- JP For RadiographyDocumento7 páginasJP For Radiographytaparia_piyushAinda não há avaliações
- Radiography Part 1Documento3 páginasRadiography Part 1JlkKumarAinda não há avaliações
- NDT AcceptanceDocumento62 páginasNDT Acceptancebommakanti srinivas100% (1)
- Material Science Hardness Test Lab ReportDocumento4 páginasMaterial Science Hardness Test Lab ReportJeremy Lim Choon Keat67% (21)
- Operating Instructions For Eclipse Refractometer - 2013 - English PDFDocumento8 páginasOperating Instructions For Eclipse Refractometer - 2013 - English PDFaravindanAinda não há avaliações
- Test Pieces LPI PDS Jun18Documento9 páginasTest Pieces LPI PDS Jun18aravindanAinda não há avaliações
- Rp20lt Pds July17Documento2 páginasRp20lt Pds July17aravindanAinda não há avaliações
- ZP 14a Pds July17Documento3 páginasZP 14a Pds July17aravindanAinda não há avaliações
- Operating Instructions - Ketos Test Ring - Oct14Documento2 páginasOperating Instructions - Ketos Test Ring - Oct14aravindanAinda não há avaliações
- Solvent-Based Developer: Product Data SheetDocumento3 páginasSolvent-Based Developer: Product Data SheetaravindanAinda não há avaliações
- 1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesDocumento2 páginas1 Grey, 8A Red: Visible Dry-Method Magnetic ParticlesaravindanAinda não há avaliações
- Yuasa NP12-6 Technical Data Sheet PDFDocumento1 páginaYuasa NP12-6 Technical Data Sheet PDFaravindanAinda não há avaliações
- Stepdown Transformerl PDS Aug17Documento1 páginaStepdown Transformerl PDS Aug17aravindanAinda não há avaliações
- QB1 Quick Break Tester - Operating Manual - Jun18Documento3 páginasQB1 Quick Break Tester - Operating Manual - Jun18aravindanAinda não há avaliações
- 14HF, 410HF: Oil-Based Fluorescent Magnetic InksDocumento3 páginas14HF, 410HF: Oil-Based Fluorescent Magnetic InksaravindanAinda não há avaliações
- Current Flow Test Pieces PDS Aug17Documento1 páginaCurrent Flow Test Pieces PDS Aug17aravindanAinda não há avaliações
- QB1 Quick Break Tester - Operating Manual - Jun18Documento4 páginasQB1 Quick Break Tester - Operating Manual - Jun18aravindanAinda não há avaliações
- L10 Electromagnetic Coil: Use To Detect Transverse CracksDocumento1 páginaL10 Electromagnetic Coil: Use To Detect Transverse CracksaravindanAinda não há avaliações
- ETT Series - Operating Manual - Jun18Documento10 páginasETT Series - Operating Manual - Jun18aravindanAinda não há avaliações
- QB1 Quick Break Tester - Operating Manual - Jun18Documento4 páginasQB1 Quick Break Tester - Operating Manual - Jun18aravindanAinda não há avaliações
- Flat Magnetic Coil Product Data Sheet EnglishDocumento5 páginasFlat Magnetic Coil Product Data Sheet EnglisharavindanAinda não há avaliações
- PT CW 3Documento6 páginasPT CW 3jasminneeAinda não há avaliações
- Magnaflux EMEAR - Ozone-Depleting Chemicals - May 16Documento1 páginaMagnaflux EMEAR - Ozone-Depleting Chemicals - May 16aravindanAinda não há avaliações
- Magnetic Particle Inspection NDT Sample Test Report FormatDocumento4 páginasMagnetic Particle Inspection NDT Sample Test Report FormataravindanAinda não há avaliações
- Solid State Lecture 5Documento13 páginasSolid State Lecture 5Rajalaxmi AcharyaAinda não há avaliações
- Thermodynamics of Ag CL H, O, Ag BR H, ODocumento9 páginasThermodynamics of Ag CL H, O, Ag BR H, Oहरिओम हरीAinda não há avaliações
- Ipe 5Documento7 páginasIpe 5RADIOACTIVEAinda não há avaliações
- Auto RadiographyDocumento15 páginasAuto RadiographyShelvy SAinda não há avaliações
- Solubilities of The Silver Halides in Aqueous Mixtures of Methanol, Acetonitrile, and DimethylsulfoxideDocumento13 páginasSolubilities of The Silver Halides in Aqueous Mixtures of Methanol, Acetonitrile, and DimethylsulfoxideincimAinda não há avaliações
- X-Ray Film SeminarDocumento40 páginasX-Ray Film SeminarGilvan SilvaAinda não há avaliações
- AP SolubilityDocumento8 páginasAP SolubilityDahlia Klein100% (1)
- AnalysisDocumento4 páginasAnalysisSubhash DhungelAinda não há avaliações
- Solid State FinalDocumento42 páginasSolid State FinalAprajita RajAinda não há avaliações
- Chemistry Powerpoint PresentationDocumento52 páginasChemistry Powerpoint Presentationjjjobson jobsonAinda não há avaliações
- rdtl210 Final ReviewerDocumento31 páginasrdtl210 Final ReviewerMaemae Mon100% (1)
- MV & RV: Elements Periodic TableDocumento4 páginasMV & RV: Elements Periodic TableCaerin LawAinda não há avaliações
- Chapter RADIOGRAPHY FILMDocumento11 páginasChapter RADIOGRAPHY FILMmaxpan maxAinda não há avaliações
- The Photographic Process and Film SensitivityDocumento27 páginasThe Photographic Process and Film SensitivityKaushal GandhiAinda não há avaliações
- t2 Chem Revision Ex 17 Answer SchemeDocumento16 páginast2 Chem Revision Ex 17 Answer SchemeNicholas Ow100% (1)
- Chemistry Pre Board ExamDocumento10 páginasChemistry Pre Board ExamassentialAinda não há avaliações
- Chapter 16 Acid Base Equilibria and Solubility EquilibriaDocumento120 páginasChapter 16 Acid Base Equilibria and Solubility EquilibriaKhaye Dela CruzAinda não há avaliações
- Study of Monochromatic Aberrations of Two Hololens Imaging SystemDocumento47 páginasStudy of Monochromatic Aberrations of Two Hololens Imaging Systemza1449100% (1)
- Group VIIDocumento14 páginasGroup VIITimothy HandokoAinda não há avaliações
- Radiographic FilmDocumento8 páginasRadiographic FilmwaelAinda não há avaliações
- CH 17-Solubility Equilibria - Chem163 Outline - S2016-6Documento21 páginasCH 17-Solubility Equilibria - Chem163 Outline - S2016-6Bailey FongAinda não há avaliações
- Chapter 11 Radiographic FilmDocumento6 páginasChapter 11 Radiographic FilmJames Braxton Ruiz100% (1)
- Instant Download Contemporary Auditing 11th Edition Knapp Solutions Manual PDF Full ChapterDocumento32 páginasInstant Download Contemporary Auditing 11th Edition Knapp Solutions Manual PDF Full Chapterlouisanhungx8m1o100% (7)
- Silver BromideDocumento9 páginasSilver BromideEric MonsalveAinda não há avaliações
- MMMD-103 Q.2 Laws of Crystallography: Imperfections of Crystal StructureDocumento9 páginasMMMD-103 Q.2 Laws of Crystallography: Imperfections of Crystal StructureMukul SharmaAinda não há avaliações
- Class 12 Chemistry Revision Notes The Solid StateDocumento21 páginasClass 12 Chemistry Revision Notes The Solid StateAfreen AnzAinda não há avaliações
- Important Questions For Class 12 Chemistry Chapter 1 The Solid State Class 12 Important QuestionsDocumento32 páginasImportant Questions For Class 12 Chemistry Chapter 1 The Solid State Class 12 Important QuestionsTharun VasuAinda não há avaliações
- FC IpeDocumento17 páginasFC IpeRADIOACTIVEAinda não há avaliações
- Ionic Equilibria in Aqueous SystemsDocumento86 páginasIonic Equilibria in Aqueous SystemsDagnu DejeneAinda não há avaliações
- Chapter 12 Screen-Film Radiography PDFDocumento38 páginasChapter 12 Screen-Film Radiography PDFMeg100% (1)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseNo EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseNota: 3.5 de 5 estrelas3.5/5 (69)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceNo EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceNota: 4 de 5 estrelas4/5 (51)
- Summary and Interpretation of Reality TransurfingNo EverandSummary and Interpretation of Reality TransurfingNota: 5 de 5 estrelas5/5 (5)
- The End of Everything: (Astrophysically Speaking)No EverandThe End of Everything: (Astrophysically Speaking)Nota: 4.5 de 5 estrelas4.5/5 (157)
- A Brief History of Time: From the Big Bang to Black HolesNo EverandA Brief History of Time: From the Big Bang to Black HolesNota: 4 de 5 estrelas4/5 (2193)
- Giza: The Tesla Connection: Acoustical Science and the Harvesting of Clean EnergyNo EverandGiza: The Tesla Connection: Acoustical Science and the Harvesting of Clean EnergyAinda não há avaliações
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldNo EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldNota: 3.5 de 5 estrelas3.5/5 (64)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessNo EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessNota: 4 de 5 estrelas4/5 (6)
- Midnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterNo EverandMidnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterNota: 4.5 de 5 estrelas4.5/5 (410)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeNo EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeAinda não há avaliações
- Quantum Physics: What Everyone Needs to KnowNo EverandQuantum Physics: What Everyone Needs to KnowNota: 4.5 de 5 estrelas4.5/5 (49)
- Packing for Mars: The Curious Science of Life in the VoidNo EverandPacking for Mars: The Curious Science of Life in the VoidNota: 4 de 5 estrelas4/5 (1396)
- The Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldNo EverandThe Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldNota: 4.5 de 5 estrelas4.5/5 (54)
- Bedeviled: A Shadow History of Demons in ScienceNo EverandBedeviled: A Shadow History of Demons in ScienceNota: 5 de 5 estrelas5/5 (5)
- AP Physics 1 Premium, 2024: 4 Practice Tests + Comprehensive Review + Online PracticeNo EverandAP Physics 1 Premium, 2024: 4 Practice Tests + Comprehensive Review + Online PracticeAinda não há avaliações
- Summary: American Prometheus: The Triumph and Tragedy of J. Robert Oppenheimer by Kai Bird & Martin J. Sherwin: Key Takeaways, Summary & Analysis IncludedNo EverandSummary: American Prometheus: The Triumph and Tragedy of J. Robert Oppenheimer by Kai Bird & Martin J. Sherwin: Key Takeaways, Summary & Analysis IncludedNota: 3.5 de 5 estrelas3.5/5 (3)
- A Natural History of Color: The Science Behind What We See and How We See itNo EverandA Natural History of Color: The Science Behind What We See and How We See itNota: 4 de 5 estrelas4/5 (13)
- The Beginning of Infinity: Explanations That Transform the WorldNo EverandThe Beginning of Infinity: Explanations That Transform the WorldNota: 5 de 5 estrelas5/5 (60)
- Lost in Math: How Beauty Leads Physics AstrayNo EverandLost in Math: How Beauty Leads Physics AstrayNota: 4.5 de 5 estrelas4.5/5 (125)