Você também pode gostar
- Stabilized Mud BlocksDocumento5 páginasStabilized Mud BlocksAr Faraz Faisal KhanAinda não há avaliações
- How To Stack Concrete Paving Moulds For The Best CuringDocumento3 páginasHow To Stack Concrete Paving Moulds For The Best Curing7vortex9Ainda não há avaliações
- Cement NotesDocumento41 páginasCement NotesPremnath YadavAinda não há avaliações
- Cement Concrete Hollow BlocksDocumento10 páginasCement Concrete Hollow Blocksjohn koraAinda não há avaliações
- Cement Concrete Hollow Block and ConcreteDocumento99 páginasCement Concrete Hollow Block and ConcreteEchanez, Gem Krian0% (1)
- 6 How To Make Concrete Bricks and BlocksDocumento6 páginas6 How To Make Concrete Bricks and BlocksGustavo Saragoza100% (1)
- Concrete Hollow BlocksDocumento6 páginasConcrete Hollow Blocksaljilen hernandezAinda não há avaliações
- Eco-Friendly Walls: AAC BlocksDocumento101 páginasEco-Friendly Walls: AAC Blockspoonam_ceAinda não há avaliações
- Innovation in Civil Engineering 369Documento20 páginasInnovation in Civil Engineering 369talatzahoorAinda não há avaliações
- Stabilized Mud Block As A Substitute For Conventional Brick BlockDocumento9 páginasStabilized Mud Block As A Substitute For Conventional Brick BlockAr Faraz Faisal KhanAinda não há avaliações
- Acc BlocksDocumento14 páginasAcc BlocksAbdul RehamanAinda não há avaliações
- Project Report On: Fly Ash AnalysisDocumento14 páginasProject Report On: Fly Ash Analysisdeepak_143Ainda não há avaliações
- Super StuccoDocumento2 páginasSuper Stuccobalab2311Ainda não há avaliações
- Smart Materials and Its ApplicationsDocumento44 páginasSmart Materials and Its ApplicationsAjay AjaiAinda não há avaliações
- AI 09 Inference in First Order LogicDocumento27 páginasAI 09 Inference in First Order LogicRaghav AgrawalAinda não há avaliações
- Uper Capacitor: G.Sujith Reddy 17311A0473 Ece BDocumento29 páginasUper Capacitor: G.Sujith Reddy 17311A0473 Ece BSUJITHAinda não há avaliações
- Innovation in Rural MarketingDocumento75 páginasInnovation in Rural Marketingm_dattaiasAinda não há avaliações
- Civil Solar TreeDocumento17 páginasCivil Solar TreeSreejith Reddy Sree50% (2)
- 02.prestressed Concrete PresentationDocumento15 páginas02.prestressed Concrete PresentationAR1941MUBBASHIRA LAKDAWALAAinda não há avaliações
- THE IMPACT OF GLOBAL RECESSION ON INFORMATION TECHNOLOGY SECTOR IN INDIA PPT by Sumeet DolheDocumento40 páginasTHE IMPACT OF GLOBAL RECESSION ON INFORMATION TECHNOLOGY SECTOR IN INDIA PPT by Sumeet DolheSumeet DolheAinda não há avaliações
- Concrete Basics PDFDocumento30 páginasConcrete Basics PDFDarshan Rokztar100% (1)
- Reactive Powder Concrete Done By, C.Sugashini, B. Kanchana, RA. AkshayaDocumento35 páginasReactive Powder Concrete Done By, C.Sugashini, B. Kanchana, RA. AkshayaAkshaya RohiniAinda não há avaliações
- Solid Block Manufacturing ProcessDocumento4 páginasSolid Block Manufacturing Processa paul jayakumarAinda não há avaliações
- An Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyDocumento77 páginasAn Investigation Into The Issues Influencing The Use of Interlocking Stabilized Soil Blocks in Kenya A Case Study of Siaya CountyManish Shashikant DharekAinda não há avaliações
- Strength, Durability and Shrinkage Characteristics of Cement Stabilised Soil BlocksDocumento10 páginasStrength, Durability and Shrinkage Characteristics of Cement Stabilised Soil BlocksSam ChongAinda não há avaliações
- Design and Fabrication of Ginger Harvesting MachineDocumento19 páginasDesign and Fabrication of Ginger Harvesting MachineNarender YadavAinda não há avaliações
- DR A. S. AryaDocumento5 páginasDR A. S. AryaDebasisMohapatraAinda não há avaliações
- Fibre Reinforced ConcreteDocumento40 páginasFibre Reinforced ConcreteAll unpluggedAinda não há avaliações
- Types of Blocks: S. S. KambleDocumento13 páginasTypes of Blocks: S. S. KambleSushant WaghmareAinda não há avaliações
- A Little Book of R For Time SeriesDocumento75 páginasA Little Book of R For Time Series정관용Ainda não há avaliações
- R (Programming Language)Documento4 páginasR (Programming Language)Daniel MTAinda não há avaliações
- Modern Residential Housing in UAEDocumento15 páginasModern Residential Housing in UAEBee Dan BudhachettriAinda não há avaliações
- Ecc Final PresentationDocumento26 páginasEcc Final Presentationmubashir ahmedAinda não há avaliações
- Fabrication of Sugarcane Bud ChipperDocumento37 páginasFabrication of Sugarcane Bud ChipperAakash DindigulAinda não há avaliações
- Power Transmission: Belt Drives, Rope Drives, Chain Drives, Gear DrivesDocumento27 páginasPower Transmission: Belt Drives, Rope Drives, Chain Drives, Gear DrivesAshwin AdithyaAinda não há avaliações
- Delhi International Airport Project: The Chemistry of ConcreteDocumento17 páginasDelhi International Airport Project: The Chemistry of ConcreteKiran DudaAinda não há avaliações
- Curing Concrete - Concrete Technology - Portland Cement Association (PCA)Documento6 páginasCuring Concrete - Concrete Technology - Portland Cement Association (PCA)Jay PatelAinda não há avaliações
- AamerDocumento19 páginasAamerKlien Parker100% (1)
- RS3804 - Grade - 9 Construction TechnologyDocumento62 páginasRS3804 - Grade - 9 Construction TechnologyNoxyUsAinda não há avaliações
- Aac Block Plants: WWW - Buildmate.InDocumento12 páginasAac Block Plants: WWW - Buildmate.InAzmat Ali KhanAinda não há avaliações
- Ndubueze 09 PH DDocumento450 páginasNdubueze 09 PH DJoy MainaAinda não há avaliações
- Fabric in ArchitectureDocumento2 páginasFabric in ArchitectureMuhammed FarisAinda não há avaliações
- Concrete Technology by John Newmaan and ChooDocumento45 páginasConcrete Technology by John Newmaan and ChooParikshit YadavAinda não há avaliações
- 4A High Strength Concrete HandoutDocumento2 páginas4A High Strength Concrete HandoutNathanniel Pogado GonzalesAinda não há avaliações
- Analysis and Design of Commercial Building With Different Slab Arrangements Using ETABSDocumento6 páginasAnalysis and Design of Commercial Building With Different Slab Arrangements Using ETABSronald torresAinda não há avaliações
- Myth of The Toronto Condo Bubble BookletDocumento20 páginasMyth of The Toronto Condo Bubble BookletEquity PrivateAinda não há avaliações
- Addis Ababa University: Faculty of Technology (South)Documento51 páginasAddis Ababa University: Faculty of Technology (South)bereketAinda não há avaliações
- R For Programmers PDFDocumento370 páginasR For Programmers PDFfaibistesAinda não há avaliações
- Minor Project ReportDocumento68 páginasMinor Project ReportSingh Harvinder100% (2)
- What Is Aac (Autoclaved Aerated Concrete) ?Documento7 páginasWhat Is Aac (Autoclaved Aerated Concrete) ?Shaik FaridhAinda não há avaliações
- Basic ConstructinDocumento81 páginasBasic ConstructinCheyzeeAinda não há avaliações
- ENT 286 Instrumentation & Measurement: Measurement of Solid Mechanical QuantitiesDocumento67 páginasENT 286 Instrumentation & Measurement: Measurement of Solid Mechanical Quantitiesyccy1223Ainda não há avaliações
- Unit 2 CM Lime, Cement, Aggregates, MortorDocumento108 páginasUnit 2 CM Lime, Cement, Aggregates, Mortorsachin JK100% (2)
- Experimental Study On Bamboo Reinforced BeamDocumento32 páginasExperimental Study On Bamboo Reinforced BeamPraveen RajAinda não há avaliações
- IPC 01 Tansukh SirDocumento21 páginasIPC 01 Tansukh SirAkash ChaudharyAinda não há avaliações
- Hollow Block Making - NHADocumento14 páginasHollow Block Making - NHAjowie james octat100% (2)
- Innovations in Building Construction MaterialDocumento42 páginasInnovations in Building Construction MaterialNilesh KhareAinda não há avaliações
- Clay Bricks ManufacturingDocumento16 páginasClay Bricks ManufacturingMaddu Janak RaoAinda não há avaliações
- Project SummaryDocumento6 páginasProject Summaryramana powerolAinda não há avaliações
- Clay Bricks ManufacturingDocumento9 páginasClay Bricks ManufacturingParesh SomaniAinda não há avaliações
- Managerial Economics Case Study - 1Documento1 páginaManagerial Economics Case Study - 1Sabhaya ChiragAinda não há avaliações
- Micro - Economics (I-Mba Sem-Iv) Module - IvDocumento4 páginasMicro - Economics (I-Mba Sem-Iv) Module - IvSabhaya ChiragAinda não há avaliações
- Strategic ManagementDocumento2 páginasStrategic ManagementSabhaya ChiragAinda não há avaliações
- Intro To CooperativesDocumento11 páginasIntro To CooperativesSabhaya ChiragAinda não há avaliações
- Ranitidine NewDocumento9 páginasRanitidine NewSabhaya ChiragAinda não há avaliações
- Gujarat Technological University MAM (Masters in Applied Management) - Dual Degree Programme Semester - IVDocumento2 páginasGujarat Technological University MAM (Masters in Applied Management) - Dual Degree Programme Semester - IVSabhaya ChiragAinda não há avaliações
- CH-3 Elasticity & Its Applications: Prepared By: Dr. Amit A Rajdev, Assistant Professor, AitsDocumento21 páginasCH-3 Elasticity & Its Applications: Prepared By: Dr. Amit A Rajdev, Assistant Professor, AitsSabhaya ChiragAinda não há avaliações
- Difference Between Commercial Vs Cooperative BankDocumento57 páginasDifference Between Commercial Vs Cooperative BankSabhaya ChiragAinda não há avaliações
- Business Economics: Shivaji University, KolhapurDocumento66 páginasBusiness Economics: Shivaji University, KolhapurSabhaya Chirag100% (1)
- Management of CooperativesDocumento2 páginasManagement of CooperativesSabhaya ChiragAinda não há avaliações
- Legal Aspects of BusinessDocumento3 páginasLegal Aspects of BusinessSabhaya ChiragAinda não há avaliações
- Gujarat Technological UniversityDocumento1 páginaGujarat Technological UniversitySabhaya ChiragAinda não há avaliações
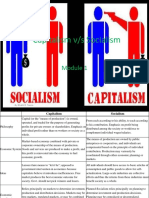
- Capitalism V/s Socialism: - by Bhakti R. TannaDocumento4 páginasCapitalism V/s Socialism: - by Bhakti R. TannaSabhaya ChiragAinda não há avaliações
- Protection ActDocumento6 páginasProtection ActSabhaya ChiragAinda não há avaliações
- 1 - MotivationDocumento24 páginas1 - MotivationSabhaya Chirag100% (1)
- Atmiya Institute of Technology and Science, Rajkot: Subject Name: Legal Aspects of Business Subject Code: 2830002Documento2 páginasAtmiya Institute of Technology and Science, Rajkot: Subject Name: Legal Aspects of Business Subject Code: 2830002Sabhaya ChiragAinda não há avaliações
- Guidelines For Preparing Project Reports: Information Society Technologies Ist ProgrammeDocumento30 páginasGuidelines For Preparing Project Reports: Information Society Technologies Ist ProgrammeSabhaya ChiragAinda não há avaliações
- Guidelines For Preparation of DPRDocumento1 páginaGuidelines For Preparation of DPRSabhaya ChiragAinda não há avaliações
- Gujarat Technological UniversityDocumento1 páginaGujarat Technological UniversitySabhaya ChiragAinda não há avaliações
- Atmiya Institute of Technology and Science, Rajkot: (Module 2, 3, 4) Subject Name: LABDocumento1 páginaAtmiya Institute of Technology and Science, Rajkot: (Module 2, 3, 4) Subject Name: LABSabhaya ChiragAinda não há avaliações
- Introduction To Business Ethics:: Module - IDocumento19 páginasIntroduction To Business Ethics:: Module - ISabhaya ChiragAinda não há avaliações
- Gujarat Technological UniversityDocumento1 páginaGujarat Technological UniversitySabhaya ChiragAinda não há avaliações
- Business Ethics: Class TestDocumento1 páginaBusiness Ethics: Class TestSabhaya ChiragAinda não há avaliações
- FeasibilityDocumento3 páginasFeasibilitySabhaya ChiragAinda não há avaliações
- Ethical Dilemma: Module - 2Documento24 páginasEthical Dilemma: Module - 2Sabhaya ChiragAinda não há avaliações
- CSR - Corporate Social ResponsibilityDocumento16 páginasCSR - Corporate Social ResponsibilitySabhaya ChiragAinda não há avaliações
- Computation 11 00078Documento19 páginasComputation 11 00078channivally.siddhartha20Ainda não há avaliações
- Asutphin Client Assessment Matrix Fitt Pros Unit 8Documento4 páginasAsutphin Client Assessment Matrix Fitt Pros Unit 8api-307235123Ainda não há avaliações
- Time Series - Practical ExercisesDocumento9 páginasTime Series - Practical ExercisesJobayer Islam TunanAinda não há avaliações
- Procrustes AlgorithmDocumento11 páginasProcrustes AlgorithmShoukkathAliAinda não há avaliações
- Ansi/Isa - 75.08.04-2001 (R2013) Face-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Class 4500)Documento16 páginasAnsi/Isa - 75.08.04-2001 (R2013) Face-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Class 4500)Horas CanmanAinda não há avaliações
- Cad, CamDocumento16 páginasCad, CamRakhi Mol BVAinda não há avaliações
- How To Build A GreenhouseDocumento67 páginasHow To Build A GreenhouseBolarinwaAinda não há avaliações
- Shadow UAV HandbookDocumento57 páginasShadow UAV HandbookGasMaskBob100% (2)
- Parker Valve Safety CrownDocumento11 páginasParker Valve Safety Crownayman akrabAinda não há avaliações
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesDocumento7 páginasResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesJames PhillipsAinda não há avaliações
- (Js-Umum) Daftar Harga 01 Maret '23Documento1 página(Js-Umum) Daftar Harga 01 Maret '23Kristin NataliaAinda não há avaliações
- Big Fat Lies - How The Diet Industry Is Making You Sick, Fat & PoorDocumento212 páginasBig Fat Lies - How The Diet Industry Is Making You Sick, Fat & PoorangelobuffaloAinda não há avaliações
- Notes Ch. 4 - Folk and Popular CultureDocumento7 páginasNotes Ch. 4 - Folk and Popular CultureVienna WangAinda não há avaliações
- Ingles y Español Unidad 7Documento9 páginasIngles y Español Unidad 7Pier Jhoani Ñañez LlanosAinda não há avaliações
- Q3 Module 15Documento33 páginasQ3 Module 15jovielyn kathley manaloAinda não há avaliações
- FlazasulfuronDocumento2 páginasFlazasulfuronFenologiaVinhaAinda não há avaliações
- 7MBR75VB120-50: IGBT MODULE (V Series) 1200V / 75A / PIMDocumento8 páginas7MBR75VB120-50: IGBT MODULE (V Series) 1200V / 75A / PIMDanielle ButlerAinda não há avaliações
- A Practical Approach To Classical YogaDocumento39 páginasA Practical Approach To Classical Yogaabhilasha_yadav_1Ainda não há avaliações
- BIOC32 Practice QuestionsDocumento7 páginasBIOC32 Practice QuestionsLydia DuncanAinda não há avaliações
- CSA Pre-Test QuestionnaireDocumento16 páginasCSA Pre-Test Questionnairedaniella balaquitAinda não há avaliações
- Relatório Final Do Período Experimental - Paulo Manuel Correia Da SilvaDocumento56 páginasRelatório Final Do Período Experimental - Paulo Manuel Correia Da SilvaMagda RuanoAinda não há avaliações
- The Lower Parts of The Lock Stitch Sewing MachineDocumento3 páginasThe Lower Parts of The Lock Stitch Sewing MachineHazelAnnCandelarioVitug20% (5)
- Pigging Training Course Mod 7 Rev 1Documento26 páginasPigging Training Course Mod 7 Rev 1Suparerk Sirivedin100% (1)
- Department of Mechanical EnginneringDocumento11 páginasDepartment of Mechanical EnginneringViraj SukaleAinda não há avaliações
- The Coffee Shop Easy Reading - 152542Documento1 páginaThe Coffee Shop Easy Reading - 152542Fc MakmurAinda não há avaliações
- Gmail - Welcome To Clarion Crossing!Documento4 páginasGmail - Welcome To Clarion Crossing!sagarnr gowdaAinda não há avaliações
- Jetline: Theoretical Working Point Performance ChartDocumento1 páginaJetline: Theoretical Working Point Performance ChartMohamed GamalAinda não há avaliações
- Regulatory Framework For Water Dams in QuebecDocumento2 páginasRegulatory Framework For Water Dams in QuebecRaveeAinda não há avaliações
- Nastran Preference Guide Volume 1 Structural AnalysisDocumento724 páginasNastran Preference Guide Volume 1 Structural AnalysisGuido RossiAinda não há avaliações
- TRL Explanations - 1Documento4 páginasTRL Explanations - 1Ana DulceAinda não há avaliações