Você também pode gostar
- Test Package Calculations for 90-92-730-0002-013Documento1 páginaTest Package Calculations for 90-92-730-0002-013Chiranjeevi AnilAinda não há avaliações
- Pressure Vessel - Asme - Strength - Calculation - ManualDocumento38 páginasPressure Vessel - Asme - Strength - Calculation - ManualEsapermana Riyan100% (3)
- Aes DesignDocumento97 páginasAes DesigndineshsirasatAinda não há avaliações
- New - Reinforcement of NozzleDocumento31 páginasNew - Reinforcement of NozzleChagar HarshpalAinda não há avaliações
- Aes DesignDocumento97 páginasAes DesigndineshsirasatAinda não há avaliações
- Weld WeightDocumento10 páginasWeld WeightDivyesh PatelAinda não há avaliações
- Pressure Vessel Asme Strength Calculation ManualDocumento38 páginasPressure Vessel Asme Strength Calculation ManualEsapermana Riyan80% (5)
- Tubesheet: Design of Collar BoltDocumento1 páginaTubesheet: Design of Collar Boltpippo2378793Ainda não há avaliações
- Design of Cylindrical Shell Under Internal PressureDocumento51 páginasDesign of Cylindrical Shell Under Internal PressurevikramAinda não há avaliações
- Rectangular TankDocumento6 páginasRectangular TankEsapermana RiyanAinda não há avaliações
- Trunion LugDocumento4 páginasTrunion LugoinostroAinda não há avaliações
- Pressure Vessel - Asme - Strength - Calculation - ManualDocumento38 páginasPressure Vessel - Asme - Strength - Calculation - ManualEsapermana Riyan100% (3)
- Max Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Documento74 páginasMax Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Esapermana RiyanAinda não há avaliações
- Data Analysis Expressions - DAX - ReferenceDocumento318 páginasData Analysis Expressions - DAX - ReferenceErikson Gomes80% (5)
- CPVC Ball Valves and Fittings Center of Gravity ReportDocumento120 páginasCPVC Ball Valves and Fittings Center of Gravity ReportEsapermana RiyanAinda não há avaliações
- Rev of b31 Equation For Sif and Flexibility Factors For IntersectionDocumento9 páginasRev of b31 Equation For Sif and Flexibility Factors For IntersectionEsapermana RiyanAinda não há avaliações
- Welding Procedure PreparationDocumento122 páginasWelding Procedure Preparationthe_badass1234100% (21)
- 6783-Creating A Dashboard To Analyze and Visualize Your Data in Excel 2016 PGDocumento12 páginas6783-Creating A Dashboard To Analyze and Visualize Your Data in Excel 2016 PGJonathan CorreaAinda não há avaliações
- Piping Design Layout and Stress AnalysisDocumento19 páginasPiping Design Layout and Stress AnalysisSolomon EmavwodiaAinda não há avaliações
- GAP GuidelinesDocumento29 páginasGAP GuidelinesEsapermana Riyan100% (1)
- Lug Design R4Documento4 páginasLug Design R4Esapermana RiyanAinda não há avaliações
- ASME Section VIII, Division 2Documento23 páginasASME Section VIII, Division 2Saeed Rehman100% (1)
- Eng Pipe DesignDocumento12 páginasEng Pipe DesignEsapermana Riyan100% (1)
- Pipe Stress Manual CalcDocumento62 páginasPipe Stress Manual CalcEsapermana Riyan100% (2)
- c2 - Static Load Case EditorDocumento22 páginasc2 - Static Load Case EditorEsapermana RiyanAinda não há avaliações
- Regression and FSRF-Analysis of Markl Girth Butt Weld DataDocumento5 páginasRegression and FSRF-Analysis of Markl Girth Butt Weld DataEsapermana RiyanAinda não há avaliações
- Pipe Stress in Industrial Plant PDFDocumento44 páginasPipe Stress in Industrial Plant PDFEsapermana RiyanAinda não há avaliações
- SIF Pipe Stress Checklist PDFDocumento2 páginasSIF Pipe Stress Checklist PDFEsapermana RiyanAinda não há avaliações
- FE107 Experimental ResultsDocumento11 páginasFE107 Experimental ResultsEsapermana RiyanAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- BrokeragesDocumento24 páginasBrokeragesCariza BitongAinda não há avaliações
- FPD DetroitDiesel Series 60 CatalogDocumento18 páginasFPD DetroitDiesel Series 60 CatalogRamyaChaudryAinda não há avaliações
- Parker - Part List - F130CF-F130CPDocumento32 páginasParker - Part List - F130CF-F130CPPOIUYTAinda não há avaliações
- High Chairs: Standard Consumer Safety Specification ForDocumento28 páginasHigh Chairs: Standard Consumer Safety Specification Forbdr85Ainda não há avaliações
- Electric Spare Parts Catalogue2021Documento25 páginasElectric Spare Parts Catalogue2021Omar KomarAinda não há avaliações
- Coast Fab Hardware 2015 PDFDocumento76 páginasCoast Fab Hardware 2015 PDFAnonymous iq5QytAinda não há avaliações
- MS008 Steel Tank MSDocumento9 páginasMS008 Steel Tank MSMhando IgnasAinda não há avaliações
- Genie CE HD Operator ManualDocumento36 páginasGenie CE HD Operator ManualNestor Marquez-DiazAinda não há avaliações
- Rothoblaas - Alumidi Bracket With Holes - Technical Data Sheets - enDocumento6 páginasRothoblaas - Alumidi Bracket With Holes - Technical Data Sheets - enAndrei GheorghicaAinda não há avaliações
- Tren de Rodaje2019 LRDocumento843 páginasTren de Rodaje2019 LRRosa Ch100% (1)
- Antor Lombardini ŠifreDocumento22 páginasAntor Lombardini ŠifreAndrea KontušAinda não há avaliações
- Liu 2020 J. Phys. Conf. Ser. 1601 062005Documento7 páginasLiu 2020 J. Phys. Conf. Ser. 1601 062005imazaxAinda não há avaliações
- Surface Vehicle Standard: (R) Hydraulic Hose FittingsDocumento34 páginasSurface Vehicle Standard: (R) Hydraulic Hose FittingsLUCIANO SOTOAinda não há avaliações
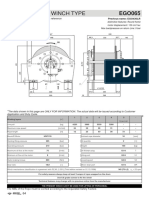
- Tipo Argano / Winch Type: The Dimensions Shown Can Be Used As ReferenceDocumento10 páginasTipo Argano / Winch Type: The Dimensions Shown Can Be Used As ReferencePaolo StablumAinda não há avaliações
- L1 - ScheduleDocumento163 páginasL1 - ScheduleVVRAOAinda não há avaliações
- Feeder 18.10.10Documento6 páginasFeeder 18.10.10sakthiAinda não há avaliações
- Bolted Joint DesignDocumento5 páginasBolted Joint Designperdhana2000Ainda não há avaliações
- PN25 Rating Valves SpecificationsDocumento2 páginasPN25 Rating Valves SpecificationsSenoPati KudusAinda não há avaliações
- Fixgrid18: Installation GuideDocumento16 páginasFixgrid18: Installation GuideMiguel Angel BarreraAinda não há avaliações
- Double-Acting Spring Hinges - Specification (Third Revision)Documento10 páginasDouble-Acting Spring Hinges - Specification (Third Revision)Kaushal KishoreAinda não há avaliações
- Quick Guide Huawei SUN2000!3!10KTL M1 Trifase Solar InverterDocumento29 páginasQuick Guide Huawei SUN2000!3!10KTL M1 Trifase Solar InverterCiprian RusuAinda não há avaliações
- Sukrut: Oil Level IndicatorDocumento2 páginasSukrut: Oil Level IndicatorvipulpanchotiyaAinda não há avaliações
- AgriculturalDocumento6 páginasAgricultural박한별Ainda não há avaliações
- HM1203C PBDocumento3 páginasHM1203C PBJose SanchezAinda não há avaliações
- GBR SystemDocumento16 páginasGBR Systemalexandru lutaAinda não há avaliações
- By Guido Henn: (Translation by Brian Anderson)Documento102 páginasBy Guido Henn: (Translation by Brian Anderson)jose cuauhtemoc mendoza torresAinda não há avaliações
- PDFDocumento162 páginasPDFpabloAinda não há avaliações
- Section J - Overview 2 Modification Code J2 - Truck-Bus Body Fitting 13Documento18 páginasSection J - Overview 2 Modification Code J2 - Truck-Bus Body Fitting 13Mina RemonAinda não há avaliações
- Inventor-Gears - Jeffery J Jensen Wiki PDFDocumento30 páginasInventor-Gears - Jeffery J Jensen Wiki PDFEndalkachew Abate100% (1)
- Conlift Concrete Lifting Systems Safety and Installation ManualDocumento24 páginasConlift Concrete Lifting Systems Safety and Installation ManualCatherine Fatima Mae LeynoAinda não há avaliações