Você também pode gostar
- GlulamDocumento21 páginasGlulamjohark01Ainda não há avaliações
- Research Study On Engineered Wood Laminated Veneer Lumber (LVL), Glue-Laminated Timber (Glulam) and Cross-Laminated Timber (CLT)Documento9 páginasResearch Study On Engineered Wood Laminated Veneer Lumber (LVL), Glue-Laminated Timber (Glulam) and Cross-Laminated Timber (CLT)Ahmad MahyuddinAinda não há avaliações
- Properties of TimberDocumento44 páginasProperties of TimberMary Joy RuilesAinda não há avaliações
- Glulam Design SpecsDocumento16 páginasGlulam Design Specsvblock58Ainda não há avaliações
- Structural Glued-Laminated Timber (40pag)Documento40 páginasStructural Glued-Laminated Timber (40pag)pawkom100% (1)
- Engineered WoodDocumento12 páginasEngineered WoodAlfredo Romero100% (1)
- Note3 Timber Structure and PropertiesDocumento39 páginasNote3 Timber Structure and PropertiesAmirul ZolkhairiAinda não há avaliações
- 2.1 Introduction To Timber DesignDocumento66 páginas2.1 Introduction To Timber DesignNazihahAinda não há avaliações
- WoodDocumento18 páginasWoodHarry FabrosAinda não há avaliações
- Truss Solutions For Curved RoofsDocumento3 páginasTruss Solutions For Curved RoofszamaxxAinda não há avaliações
- Glulam Wood BeamsDocumento37 páginasGlulam Wood Beamsu16sr6Ainda não há avaliações
- Glulam HandbookDocumento360 páginasGlulam HandbookchechumenendezAinda não há avaliações
- Wood Btech2Documento42 páginasWood Btech2Kevin Amiel IsmaelAinda não há avaliações
- Roofing SystemsDocumento13 páginasRoofing SystemsMohamed Hisham100% (1)
- Building Technology 5: (Assignment No. 5)Documento4 páginasBuilding Technology 5: (Assignment No. 5)Daryl AguilarAinda não há avaliações
- Timber TechnologyDocumento6 páginasTimber TechnologyShailendra PatilAinda não há avaliações
- Timber Engineering PDFDocumento18 páginasTimber Engineering PDF董思辰Ainda não há avaliações
- Miscellaneous Materials PDFDocumento10 páginasMiscellaneous Materials PDFPriyanka BasuAinda não há avaliações
- Bamboo Reinforced ConcreteDocumento9 páginasBamboo Reinforced ConcreteE.m. Karishma E MAinda não há avaliações
- Disadvantages of WPC BoardDocumento32 páginasDisadvantages of WPC BoardvidhiAinda não há avaliações
- Traditional Timber Repairs PDFDocumento3 páginasTraditional Timber Repairs PDFcarlmorganAinda não há avaliações
- Structural Joints in GlulamDocumento8 páginasStructural Joints in Glulamziggo88100% (1)
- Gluelam Gluelam: Smartlam Gl18 Design GuideDocumento52 páginasGluelam Gluelam: Smartlam Gl18 Design Guidepacman922Ainda não há avaliações
- Tos 3: Unit 2B: Wooden Structures: ObjectivesDocumento15 páginasTos 3: Unit 2B: Wooden Structures: ObjectivesAftab HawaldarAinda não há avaliações
- Structural Timber Design: Properties of Philippine Wood and LumberDocumento2 páginasStructural Timber Design: Properties of Philippine Wood and LumberJaysonacebes DivinoAinda não há avaliações
- Glulam Handbook-02 PDFDocumento90 páginasGlulam Handbook-02 PDFBanuta GabrielAinda não há avaliações
- AWC DCA2 Design of Fire Resistive Exposed Wood Members TR10 20210209Documento137 páginasAWC DCA2 Design of Fire Resistive Exposed Wood Members TR10 20210209LarryHAinda não há avaliações
- Analysis of Glulam TimberDocumento7 páginasAnalysis of Glulam TimberaturutaAinda não há avaliações
- Murray Grove Case StudyDocumento7 páginasMurray Grove Case Studyabiel_guerraAinda não há avaliações
- Glulam - Service Class 1Documento3 páginasGlulam - Service Class 1ikanyu79Ainda não há avaliações
- Unit-Ii: Timber: Building Construction - VDocumento71 páginasUnit-Ii: Timber: Building Construction - VKittur AkshayAinda não há avaliações
- Building Material and Construction-IiiDocumento82 páginasBuilding Material and Construction-IiiAleena AsifAinda não há avaliações
- WoodWorks - 2017-01 - 5-Over-2 Podium Design - Part 1 PDFDocumento4 páginasWoodWorks - 2017-01 - 5-Over-2 Podium Design - Part 1 PDFtdegrobertAinda não há avaliações
- Construction Using Local MaterialsDocumento114 páginasConstruction Using Local MaterialsNaava BasiaAinda não há avaliações
- American Institute of Timber Construction: AITC 104-2003 Typical Construction DetailsDocumento32 páginasAmerican Institute of Timber Construction: AITC 104-2003 Typical Construction DetailsMohammad Humayun KabirAinda não há avaliações
- The Brownstone Guide: Maintenance & Repair Facts For Historic Property OwnersDocumento12 páginasThe Brownstone Guide: Maintenance & Repair Facts For Historic Property OwnerspajinaAinda não há avaliações
- ReThinkMag DES610A MassTimberinNorthAmerica 161031Documento11 páginasReThinkMag DES610A MassTimberinNorthAmerica 161031William IvansAinda não há avaliações
- Timber EnggDocumento25 páginasTimber Enggbharti dhoteAinda não há avaliações
- Building Materials: 1. Particle Board 2. Block BoardDocumento31 páginasBuilding Materials: 1. Particle Board 2. Block BoardArnav DasaurAinda não há avaliações
- The Savill Garden Gridshell Design and ConstructionDocumento7 páginasThe Savill Garden Gridshell Design and ConstructionAlex RastyAinda não há avaliações
- European Oak Grading Rules - 259 PDFDocumento14 páginasEuropean Oak Grading Rules - 259 PDFmujic z100% (1)
- Guide To Identification of Construction DefectsDocumento9 páginasGuide To Identification of Construction DefectsFawwaz Fikri50% (2)
- Wood SteelDocumento50 páginasWood SteelAnonymous 7lnR7QkssAinda não há avaliações
- Building Facades: San Francisco Inspection Requirements: by Carolyn Searls, Matthew WorsterDocumento2 páginasBuilding Facades: San Francisco Inspection Requirements: by Carolyn Searls, Matthew WorsterAAinda não há avaliações
- Construction MaterialsDocumento20 páginasConstruction MaterialsmariyaAinda não há avaliações
- Laminated Veneer Lumber - Wood-Based Panels TechnologyDocumento13 páginasLaminated Veneer Lumber - Wood-Based Panels TechnologyMuth TifaAinda não há avaliações
- Advanced Structural Timber DesignDocumento12 páginasAdvanced Structural Timber DesignFarhana Syarfa100% (1)
- Tension Structure Connection Details Fabric ArchitectureDocumento10 páginasTension Structure Connection Details Fabric ArchitecturesofiakamranAinda não há avaliações
- Glulam Connection DetailsDocumento0 páginaGlulam Connection DetailsMichael SheininAinda não há avaliações
- Windows&Doors PDFDocumento32 páginasWindows&Doors PDFDayanski B-mAinda não há avaliações
- Floor and Roof Connections To Masonry WallsDocumento4 páginasFloor and Roof Connections To Masonry WallsChris FindlayAinda não há avaliações
- Furniture Materials and CharacteristicsDocumento2 páginasFurniture Materials and CharacteristicsKathleen Anne CabreraAinda não há avaliações
- European Oak Grading Rules 259Documento14 páginasEuropean Oak Grading Rules 259Cristian Vacaru100% (1)
- Flat Roof 1Documento10 páginasFlat Roof 1agent206Ainda não há avaliações
- Wood Product (Interior Design)Documento36 páginasWood Product (Interior Design)trupti0% (1)
- Wood and Wood DerivativesDocumento19 páginasWood and Wood DerivativesShyam WanaskarAinda não há avaliações
- Lumber Grades ExplainedDocumento18 páginasLumber Grades ExplainedNadiah Nadiah100% (1)
- TimberDocumento32 páginasTimberPrakash Raj ApaAinda não há avaliações
- WOOD (Compatibility Mode)Documento31 páginasWOOD (Compatibility Mode)BackupFilesAinda não há avaliações
- WEEK 2 Lesson 1Documento51 páginasWEEK 2 Lesson 1MARK JOSHUA CONDEZA GARCIAAinda não há avaliações
- PHY11L E201: Work, Energy, and PowerDocumento16 páginasPHY11L E201: Work, Energy, and PowerMikaella TambisAinda não há avaliações
- Lesson Plan Letter MDocumento3 páginasLesson Plan Letter Mapi-307404579Ainda não há avaliações
- DR TahaniCV 2012Documento5 páginasDR TahaniCV 2012Yousif_AbdalhalimAinda não há avaliações
- 20.29 147192 (CM9383)Documento10 páginas20.29 147192 (CM9383)marcelo sampaioAinda não há avaliações
- STPM 954 Math T Coursework 2013 Sem 2Documento8 páginasSTPM 954 Math T Coursework 2013 Sem 2vtdvkkjbf100% (2)
- Finite Element and Theoretical Investigations On PVC-CFRP Confined Concrete Columns Under Axial CompressionDocumento42 páginasFinite Element and Theoretical Investigations On PVC-CFRP Confined Concrete Columns Under Axial CompressionShaker QaidiAinda não há avaliações
- Solutions Through Dowsing PDFDocumento106 páginasSolutions Through Dowsing PDFkumar100% (6)
- Window Pane Reflection ProblemDocumento8 páginasWindow Pane Reflection ProblemLee GaoAinda não há avaliações
- Argidius Call For BDS ProposalDocumento8 páginasArgidius Call For BDS ProposalEmmanuel Alenga MakhetiAinda não há avaliações
- Tests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water LevelDocumento6 páginasTests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water Levelahmed121Ainda não há avaliações
- PERDEV Week3Documento26 páginasPERDEV Week3Coulline DamoAinda não há avaliações
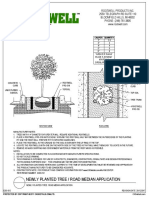
- Newly Planted Tree / Road Median ApplicationDocumento1 páginaNewly Planted Tree / Road Median ApplicationmooolkaAinda não há avaliações
- IPCA Precast Concrete Frames GuideDocumento58 páginasIPCA Precast Concrete Frames GuideMaurício Ferreira100% (1)
- Project Risk ManagementDocumento104 páginasProject Risk Managementtsrinivasan5083Ainda não há avaliações
- Code ArduinoDocumento3 páginasCode ArduinoSuaib DanishAinda não há avaliações
- Administrative Guide Cambridge Professional Development Qualifications PDQ 2022 2023Documento25 páginasAdministrative Guide Cambridge Professional Development Qualifications PDQ 2022 2023Ali FetohAinda não há avaliações
- Lorma Scope of WorkDocumento2 páginasLorma Scope of WorkJb TiscubAinda não há avaliações
- Family Health Nursing ProcessDocumento106 páginasFamily Health Nursing ProcessBhie BhieAinda não há avaliações
- Acumuladores de AP Atlas CopcoDocumento32 páginasAcumuladores de AP Atlas CopcovictorhernandezregaAinda não há avaliações
- Attitude Summary MFDocumento8 páginasAttitude Summary MFAraz YagubluAinda não há avaliações
- SR Elite, Aiims S60, MPL & LTC Aits Grand Test - 20 Paper (01-05-2023)Documento30 páginasSR Elite, Aiims S60, MPL & LTC Aits Grand Test - 20 Paper (01-05-2023)vulurakashsharma2005Ainda não há avaliações
- Expansion Joint SpecsDocumento1 páginaExpansion Joint SpecsFaisal MuhammadAinda não há avaliações
- 10 Reasons FullDocumento17 páginas10 Reasons FullMikaš MatkoAinda não há avaliações
- 1 s2.0 S223878542300652X MainDocumento14 páginas1 s2.0 S223878542300652X MainFahra Aqilla AzzurahAinda não há avaliações
- Unitec Research Committee Final Report: Researcher: Project Title: Project Code: Date of ReportDocumento6 páginasUnitec Research Committee Final Report: Researcher: Project Title: Project Code: Date of ReportRiya JosephAinda não há avaliações
- Discovery LearningDocumento14 páginasDiscovery LearningYuki JudaiAinda não há avaliações
- Artificial Intelligence (AI) Part - 2, Lecture - 12: Unification in First-Order LogicDocumento18 páginasArtificial Intelligence (AI) Part - 2, Lecture - 12: Unification in First-Order LogicMazharul RahiAinda não há avaliações
- Me DW 3000Documento1 páginaMe DW 3000calidadAinda não há avaliações
- Module 6 Art AppreciationDocumento7 páginasModule 6 Art AppreciationJan Jerwin PobleteAinda não há avaliações
- Resume of P Sateesh Kumar PDFDocumento6 páginasResume of P Sateesh Kumar PDFsateesh kumarAinda não há avaliações