Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- 建筑工程常用英语词汇 Building Engineering and Construction Vocabulary: 1. 项目管理 Project ManagementDocumento40 páginas建筑工程常用英语词汇 Building Engineering and Construction Vocabulary: 1. 项目管理 Project Managementjiajia zhang100% (6)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
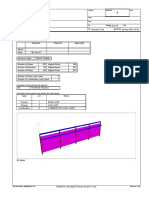
- 1 First Fence StaadDocumento8 páginas1 First Fence StaadSiva JaseAinda não há avaliações
- Precast Construction: ConceptDocumento19 páginasPrecast Construction: ConceptSanjana BhandiwadAinda não há avaliações
- High-Rise Buildings :: Basement ConstructionDocumento82 páginasHigh-Rise Buildings :: Basement ConstructionSatyanarayana Murthy73% (11)
- Pervious Concrete As An Environmental Solution For Pavements: Focus On Key PropertiesDocumento9 páginasPervious Concrete As An Environmental Solution For Pavements: Focus On Key PropertiesWendel MeloAinda não há avaliações
- Manual For Roof Detail Applications With The Liquid Waterproofing System Ikoprotect Teknotan Detail or Ms DetailDocumento8 páginasManual For Roof Detail Applications With The Liquid Waterproofing System Ikoprotect Teknotan Detail or Ms DetailWendel MeloAinda não há avaliações
- Quanti Tray 2000 Procedure en PDFDocumento20 páginasQuanti Tray 2000 Procedure en PDFWendel MeloAinda não há avaliações
- 13GR - 059 Bituthene HB Web PDFDocumento141 páginas13GR - 059 Bituthene HB Web PDFWendel MeloAinda não há avaliações
- Regras de Deriva C AoDocumento1 páginaRegras de Deriva C AoWendel MeloAinda não há avaliações
- Silica AtivaDocumento24 páginasSilica AtivaWendel MeloAinda não há avaliações
- Artigo ConcretoDocumento9 páginasArtigo ConcretoWendel MeloAinda não há avaliações
- Durabilidade Do Concreto Feito Com Granito e Mármore Como Agregados de ReciclagemDocumento10 páginasDurabilidade Do Concreto Feito Com Granito e Mármore Como Agregados de ReciclagemWendel MeloAinda não há avaliações
- By Padiga Akhilesh Go6155 Vikas Reddy Marepally Go6148 Peketi Padmakanth Go6159Documento35 páginasBy Padiga Akhilesh Go6155 Vikas Reddy Marepally Go6148 Peketi Padmakanth Go6159Wendel MeloAinda não há avaliações
- Construction and Building Materials: Kae-Long Lin, Hau-Shing Shiu, Je-Lueng Shie, Ta-Wui Cheng, Chao-Lung HwangDocumento7 páginasConstruction and Building Materials: Kae-Long Lin, Hau-Shing Shiu, Je-Lueng Shie, Ta-Wui Cheng, Chao-Lung HwangWendel MeloAinda não há avaliações
- Make Architecture: 12. Final Fabrication: Interact - TILEDocumento19 páginasMake Architecture: 12. Final Fabrication: Interact - TILEWendel MeloAinda não há avaliações
- Regimento SiAC CompletoDocumento4 páginasRegimento SiAC CompletoWendel MeloAinda não há avaliações
- Installation On Concrete WallDocumento1 páginaInstallation On Concrete WallAbbasi HussainAinda não há avaliações
- Daikin Condensing Units Ecpen11-203 - tcm135-193371Documento10 páginasDaikin Condensing Units Ecpen11-203 - tcm135-193371Denise Koh Chin HuiAinda não há avaliações
- Glamping Pods A (Layouts & Costings)Documento15 páginasGlamping Pods A (Layouts & Costings)rajnish kumarAinda não há avaliações
- Topographic Map of ElmendorfDocumento1 páginaTopographic Map of ElmendorfHistoricalMaps100% (1)
- Sample Questions Fluid MechanicsDocumento10 páginasSample Questions Fluid MechanicsjrmmansayonAinda não há avaliações
- APP016 (Claddding Works PNAP 59)Documento7 páginasAPP016 (Claddding Works PNAP 59)Terry WanAinda não há avaliações
- Mogas TankDocumento4 páginasMogas Tankrhannie garciaAinda não há avaliações
- Aci Mix DesignDocumento14 páginasAci Mix DesignAzam KhanAinda não há avaliações
- Grab Bar Design IR 16-12 Iss 12-31-19Documento2 páginasGrab Bar Design IR 16-12 Iss 12-31-19civil_bookieAinda não há avaliações
- Rotameter CalibrationDocumento5 páginasRotameter Calibrationengineer63Ainda não há avaliações
- DE02-Observation Wells and PiezometersDocumento15 páginasDE02-Observation Wells and PiezometersBais JumaniAinda não há avaliações
- Model Curriculum Diploma Civil Engineering 310812Documento66 páginasModel Curriculum Diploma Civil Engineering 310812Aravind KumarAinda não há avaliações
- Stability Analysis and The 2005 AISC Specification PDFDocumento3 páginasStability Analysis and The 2005 AISC Specification PDFcaradascaAinda não há avaliações
- Two Open TanksDocumento10 páginasTwo Open TanksMaverick TimbolAinda não há avaliações
- Wall Panel SystemDocumento27 páginasWall Panel SystemLiezel GasparAinda não há avaliações
- HCL Fuel Tank SpecsDocumento62 páginasHCL Fuel Tank SpecsM.Sreeram SanjayAinda não há avaliações
- MCQ - Geotechnical & Foundation EngineeringDocumento54 páginasMCQ - Geotechnical & Foundation EngineeringRaghav ShahAinda não há avaliações
- Chapter 10-1Documento8 páginasChapter 10-1Naman AgarwalAinda não há avaliações
- Foundation TratmentDocumento9 páginasFoundation TratmentC_C_8717Ainda não há avaliações
- Soakaway Design and Calculation (Simple)Documento2 páginasSoakaway Design and Calculation (Simple)RamiAl-fuqaha100% (1)
- House Design and Floor Plan Cost - HapphoDocumento5 páginasHouse Design and Floor Plan Cost - HapphoWelkin SkyAinda não há avaliações
- GeotechniqueDocumento13 páginasGeotechniqueTewodros AbateAinda não há avaliações
- SHWSC Specifications Update June 2016Documento83 páginasSHWSC Specifications Update June 2016Mohamed MansoorAinda não há avaliações
- Astm D698Documento7 páginasAstm D698Annilyn EncinasAinda não há avaliações
- Time History Analysis of Multistoried RCC Building For Different Seismic IntensitiesDocumento8 páginasTime History Analysis of Multistoried RCC Building For Different Seismic IntensitiesKELVIN 160404120Ainda não há avaliações
- 22 - (Slabs) Flat Slabs (2016)Documento336 páginas22 - (Slabs) Flat Slabs (2016)Nadeem Hassoon100% (3)