Você também pode gostar
- Soda Pulping and Beating of Oil Palm Empty Fruit Bunc1Documento9 páginasSoda Pulping and Beating of Oil Palm Empty Fruit Bunc1rushdan1963Ainda não há avaliações
- Pulp Paper - FinalDocumento33 páginasPulp Paper - Finalak47ichiAinda não há avaliações
- 11 Chemical Recovery Cycle PDFDocumento34 páginas11 Chemical Recovery Cycle PDFSrinivasa Rao Venkumahanthi100% (2)
- Pulp & PaperDocumento71 páginasPulp & PaperAleem AhmedAinda não há avaliações
- Pulpandpaperindustry 141230140617 Conversion Gate02Documento31 páginasPulpandpaperindustry 141230140617 Conversion Gate02Salman ShahzadAinda não há avaliações
- Paper Pulp - Revised - BREF - 2015 PDFDocumento906 páginasPaper Pulp - Revised - BREF - 2015 PDFLuis E. Rodríguez100% (1)
- Grades of PaperDocumento25 páginasGrades of PaperRohit SinghAinda não há avaliações
- Pulp and PaperDocumento38 páginasPulp and PapersanguisepAinda não há avaliações
- By: Khaled Mahmoud Mohamed Supervision:DR .Said KhaterDocumento48 páginasBy: Khaled Mahmoud Mohamed Supervision:DR .Said KhaterKhaled MahmoudAinda não há avaliações
- Kraft process of pulping A Complete Guide - 2019 EditionNo EverandKraft process of pulping A Complete Guide - 2019 EditionAinda não há avaliações
- Brief Analysis of Waste Paper Pulp ProcessingDocumento12 páginasBrief Analysis of Waste Paper Pulp ProcessingtisaAinda não há avaliações
- Paper PulpDocumento28 páginasPaper PulpFACEtubeAinda não há avaliações
- Wet End ChemistryDocumento36 páginasWet End ChemistrySam Lua100% (1)
- Pulp and Paper Sector SummitDocumento82 páginasPulp and Paper Sector SummitKhiz1Ainda não há avaliações
- Stock Preparation: Tissue Making ProcessDocumento1 páginaStock Preparation: Tissue Making ProcessLingga MediatamaAinda não há avaliações
- AKD Details StudyDocumento7 páginasAKD Details Studysukallan dharAinda não há avaliações
- 2014 Brown Stock Washing ReviewDocumento48 páginas2014 Brown Stock Washing ReviewdudanisuAinda não há avaliações
- Material Balance in MillDocumento6 páginasMaterial Balance in MillNikhilAinda não há avaliações
- Paper Manufacturing TrainingDocumento183 páginasPaper Manufacturing TrainingMazharul Islam100% (1)
- Paper and PulpDocumento107 páginasPaper and Pulpzohaib ul hassanAinda não há avaliações
- Low Consistency RefiningDocumento65 páginasLow Consistency RefiningLaboratorio PapelesRegionalesAinda não há avaliações
- Improving The Efficiency of A Brown Stock Washing LineDocumento91 páginasImproving The Efficiency of A Brown Stock Washing LineHuy NguyenAinda não há avaliações
- Waste and Energy Audit in A Paper MillDocumento121 páginasWaste and Energy Audit in A Paper MillK.Ramachandran0% (1)
- Report of Paper and PulpDocumento36 páginasReport of Paper and PulpMahesh IndlaAinda não há avaliações
- Steam and Kondensat For PapermachineDocumento33 páginasSteam and Kondensat For PapermachinesakarisoAinda não há avaliações
- 1) NanocelluloseDocumento71 páginas1) NanocelluloseShodmon TolibovAinda não há avaliações
- Best Available Techniques Guidance Document On Pulp and Paper IndustryDocumento48 páginasBest Available Techniques Guidance Document On Pulp and Paper IndustryPiandy Agustine EricAinda não há avaliações
- Environmentally Friendly Production of Pulp and PaperNo EverandEnvironmentally Friendly Production of Pulp and PaperAinda não há avaliações
- Development Trends in Kraft PulpingDocumento56 páginasDevelopment Trends in Kraft PulpingNaveenGoyal100% (1)
- The Principles of Pulp Washing - PdfaDocumento9 páginasThe Principles of Pulp Washing - Pdfashabi049Ainda não há avaliações
- Paper Making ProcessDocumento13 páginasPaper Making ProcessSamin MaharjanAinda não há avaliações
- 563 Pulp and Paper A Guide To Steam ConditioningDocumento8 páginas563 Pulp and Paper A Guide To Steam ConditioningMuhammadAinda não há avaliações
- Use of Benchmarking For Better Process Overview & Control: AbstractDocumento7 páginasUse of Benchmarking For Better Process Overview & Control: AbstractsanjoyoAinda não há avaliações
- Recent Innovations in Paper Recycling Flotation)Documento4 páginasRecent Innovations in Paper Recycling Flotation)kayee516Ainda não há avaliações
- Pulp and Paper IndustryDocumento118 páginasPulp and Paper IndustrySYED ASGHAR ALI SULTANAinda não há avaliações
- Sizing With Alkyl Ketene DimerDocumento10 páginasSizing With Alkyl Ketene DimerPaperManAinda não há avaliações
- Effect of Bleaching On Coir Fibre Pulp and Paper PropertiesDocumento11 páginasEffect of Bleaching On Coir Fibre Pulp and Paper Propertiesrushdan1963100% (1)
- Topic 7 LC Refining TextDocumento37 páginasTopic 7 LC Refining TextAnonymous K3FaYFlAinda não há avaliações
- 120 TPD Karft Paper MachineDocumento32 páginas120 TPD Karft Paper MachineYonas Mulu100% (1)
- An Operator's Guide To Water Treatment CoagulantsDocumento7 páginasAn Operator's Guide To Water Treatment CoagulantsMitch ColeAinda não há avaliações
- 1 s2.0 S0048969704004279 Main PDFDocumento22 páginas1 s2.0 S0048969704004279 Main PDFnavri_nalhadAinda não há avaliações
- Paper Fan PumpsDocumento8 páginasPaper Fan PumpsnazeerAinda não há avaliações
- Applications of Sodium CarboxyMethyl Cellulose in The Paper Industry PDFDocumento3 páginasApplications of Sodium CarboxyMethyl Cellulose in The Paper Industry PDFmeennoyAinda não há avaliações
- C66C Pulp Paper Mill Spray Technology With PerformanceDocumento205 páginasC66C Pulp Paper Mill Spray Technology With PerformanceLie IbrahimAinda não há avaliações
- Air in Pulp & PaperDocumento72 páginasAir in Pulp & PaperGirish ShenaiAinda não há avaliações
- Deculator Article 5 03Documento4 páginasDeculator Article 5 03tsvmpm1765100% (3)
- Operations Manual Broke SystemDocumento55 páginasOperations Manual Broke SystemdedekAinda não há avaliações
- Chapter 4 Pulp and Paper IndustryDocumento19 páginasChapter 4 Pulp and Paper IndustryLTE002Ainda não há avaliações
- Influence of Soda Pulping Variables On Properties of Pineapple. Leaf Pulp and Papper Studied by Face-Centered Compsite Experimental DesignDocumento13 páginasInfluence of Soda Pulping Variables On Properties of Pineapple. Leaf Pulp and Papper Studied by Face-Centered Compsite Experimental DesignLigia Isabel MendozaAinda não há avaliações
- Acknowledgement: Dr. V. K. JANARDHANAN, For The Facilities Rendered For The Progress of Our ProjectDocumento23 páginasAcknowledgement: Dr. V. K. JANARDHANAN, For The Facilities Rendered For The Progress of Our ProjectAkashPrakash100% (1)
- FOOD PACKAGING Chapter 2-1 PDFDocumento23 páginasFOOD PACKAGING Chapter 2-1 PDFVasilicaAinda não há avaliações
- PulpDocumento382 páginasPulpBeerBie100% (1)
- Study On Process Layout of Paper MachineDocumento32 páginasStudy On Process Layout of Paper MachineAtreyapurapu KrishnaAinda não há avaliações
- PaperGrades VendittiDocumento33 páginasPaperGrades VendittiArif HasanAinda não há avaliações
- 2004 - Treatment-Of-Pulp-And-Paper-Mill-Wastewaterâ EURO - A-ReviewDocumento22 páginas2004 - Treatment-Of-Pulp-And-Paper-Mill-Wastewaterâ EURO - A-ReviewHoang Anh VuAinda não há avaliações
- Paper RecyclingDocumento2 páginasPaper RecyclingMora JoramAinda não há avaliações
- The Chemistry of Paper - MakingDocumento548 páginasThe Chemistry of Paper - MakingVendula BazalováAinda não há avaliações
- t580 D 3 Sarg With Editorial Corrections IncorporatedDocumento8 páginast580 D 3 Sarg With Editorial Corrections IncorporatedRaAinda não há avaliações
- 35 Drying of Pulp and PaperDocumento29 páginas35 Drying of Pulp and PaperEsmar Cantu NetoAinda não há avaliações
- Chlorine-Free Bleaching of Kraft Pulp From Oil Palm Empty Fruit BunchesDocumento6 páginasChlorine-Free Bleaching of Kraft Pulp From Oil Palm Empty Fruit Buncheswanrosli4898Ainda não há avaliações
- Energy Commission Report 2016Documento2 páginasEnergy Commission Report 2016Eddie TaiAinda não há avaliações
- LNG Unloading Jetty General LayoutDocumento1 páginaLNG Unloading Jetty General LayoutEddie TaiAinda não há avaliações
- Acoustic Research TSW Speaker BrochureDocumento6 páginasAcoustic Research TSW Speaker BrochureEddie TaiAinda não há avaliações
- Authrisation Letter - RFID - TemplateDocumento1 páginaAuthrisation Letter - RFID - TemplateEddie TaiAinda não há avaliações
- Energy Data and Report Malaysia (2016) PDFDocumento20 páginasEnergy Data and Report Malaysia (2016) PDFEddie TaiAinda não há avaliações
- Status Indicators: YOGA 900-13ISK For BIZ Hardware Maintenance ManualDocumento1 páginaStatus Indicators: YOGA 900-13ISK For BIZ Hardware Maintenance ManualEddie TaiAinda não há avaliações
- Compressor: Process Data SheetDocumento2 páginasCompressor: Process Data SheetEddie TaiAinda não há avaliações
- Liquid Fuel & Energy ConversionDocumento4 páginasLiquid Fuel & Energy ConversionEddie TaiAinda não há avaliações
- Setia Alam P11 Plot PlanDocumento1 páginaSetia Alam P11 Plot PlanEddie TaiAinda não há avaliações
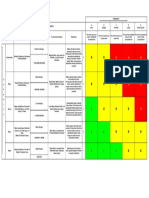
- Risk MatrixDocumento1 páginaRisk MatrixEddie TaiAinda não há avaliações
- Vessel CNGDocumento1 páginaVessel CNGEddie TaiAinda não há avaliações
- TH - English PDFDocumento87 páginasTH - English PDFEddie TaiAinda não há avaliações
- Pages From Masterplan-2018Documento1 páginaPages From Masterplan-2018Eddie TaiAinda não há avaliações
- Gas Composition - East Malaysia AG FieldDocumento1 páginaGas Composition - East Malaysia AG FieldEddie TaiAinda não há avaliações
- Development of Resonant Magnetic Field MicrosensorsDocumento22 páginasDevelopment of Resonant Magnetic Field MicrosensorsEddie TaiAinda não há avaliações
- Infield Flowlines Riser Coating DetailsDocumento4 páginasInfield Flowlines Riser Coating DetailsEddie TaiAinda não há avaliações
- Flare Gas Recovery & Zero Flare SolutionsDocumento16 páginasFlare Gas Recovery & Zero Flare SolutionsEddie TaiAinda não há avaliações
- Corrosion - by DR - Kallol Mondal, Department of Metallurgy and Material Science, IIT KanpurDocumento3 páginasCorrosion - by DR - Kallol Mondal, Department of Metallurgy and Material Science, IIT KanpurEddie TaiAinda não há avaliações
- Pages From Investment in Catalyst and MaerogelDocumento1 páginaPages From Investment in Catalyst and MaerogelEddie TaiAinda não há avaliações
- Pages From Plasma Water TreatmentDocumento2 páginasPages From Plasma Water TreatmentEddie TaiAinda não há avaliações
- Gas Facilities Audit ChecklistDocumento4 páginasGas Facilities Audit ChecklistEddie TaiAinda não há avaliações
- Gas Facilities Audit ChecklistDocumento2 páginasGas Facilities Audit ChecklistEddie TaiAinda não há avaliações
- MGP-i For Jetties (Final)Documento2 páginasMGP-i For Jetties (Final)Eddie TaiAinda não há avaliações
- Preliminary Due Diligence: Item Key Evaluation A Technology & ProductsDocumento4 páginasPreliminary Due Diligence: Item Key Evaluation A Technology & ProductsEddie TaiAinda não há avaliações
- Concrete Slab Load Calculation PDFDocumento54 páginasConcrete Slab Load Calculation PDFEddie TaiAinda não há avaliações
- NIT - Tender For Land in PortDocumento1 páginaNIT - Tender For Land in PortEddie TaiAinda não há avaliações
- UTM Wifi Guide Complete4Documento10 páginasUTM Wifi Guide Complete4Eddie TaiAinda não há avaliações
- LS1 PDFDocumento1 páginaLS1 PDFEddie TaiAinda não há avaliações
- EW1-Temporary Site LayoutDocumento1 páginaEW1-Temporary Site LayoutEddie TaiAinda não há avaliações
- Module 3 A Sustaining Natural Resources and Environmental Quality 3Documento65 páginasModule 3 A Sustaining Natural Resources and Environmental Quality 3PRAVIN GAinda não há avaliações
- Impacted Notch Bend Specimens: A. S. KobayashiDocumento6 páginasImpacted Notch Bend Specimens: A. S. KobayashiVishnu VAinda não há avaliações
- Cations Are Positive (+) Ions and Form When A Neutral Atom Loses ElectronsDocumento17 páginasCations Are Positive (+) Ions and Form When A Neutral Atom Loses ElectronsPooja VyasAinda não há avaliações
- Advanced Technologies For Textile and Fashion IndustryDocumento5 páginasAdvanced Technologies For Textile and Fashion Industryfamilia -gentileAinda não há avaliações
- Fda Q&aDocumento17 páginasFda Q&ablackcholoAinda não há avaliações
- Ketoconazole: SampleDocumento7 páginasKetoconazole: SampleJuan PerezAinda não há avaliações
- Peeling MethodDocumento7 páginasPeeling MethodFath BondAinda não há avaliações
- Experimental Techniques For Measuring Sewing Needle TemperatureDocumento8 páginasExperimental Techniques For Measuring Sewing Needle TemperatureATLASAinda não há avaliações
- His To Logical Evaluation of Hair Follicle Due To Papain's Depilatory EffectDocumento4 páginasHis To Logical Evaluation of Hair Follicle Due To Papain's Depilatory EffectBryan Hudson HossyAinda não há avaliações
- Purification KATALCO Mar 07Documento16 páginasPurification KATALCO Mar 07SimEnzAinda não há avaliações
- Chemistry For Engineers Group 17 Assignment 3Documento5 páginasChemistry For Engineers Group 17 Assignment 3Vỹ KhangAinda não há avaliações
- TITLE: Osmosis AIM: To Observe Osmosis in A Storage Organ Equipment: Knife Materials: Salt Distilled Water PotatoDocumento3 páginasTITLE: Osmosis AIM: To Observe Osmosis in A Storage Organ Equipment: Knife Materials: Salt Distilled Water PotatoericaAinda não há avaliações
- Del II Vedlegg F-5 - STANAG 3609 (Edition 5)Documento135 páginasDel II Vedlegg F-5 - STANAG 3609 (Edition 5)inglevoAinda não há avaliações
- Radon-222 Exhalation From Danish Building Material PDFDocumento63 páginasRadon-222 Exhalation From Danish Building Material PDFdanpalaciosAinda não há avaliações
- CHAPTER - BOOK - Fundición A Presión (Molde Permanente)Documento10 páginasCHAPTER - BOOK - Fundición A Presión (Molde Permanente)JimyVillaAinda não há avaliações
- Steel Grade AnaloguesDocumento8 páginasSteel Grade AnaloguesandreahankAinda não há avaliações
- 01 Intoduction & Fuel Part 1Documento38 páginas01 Intoduction & Fuel Part 1sriramojAinda não há avaliações
- Microcrystalline Cellulose JecfaDocumento1 páginaMicrocrystalline Cellulose Jecfaaldi_dudulAinda não há avaliações
- Reliance - 10080-1-SS-PP-014 - REV2Documento58 páginasReliance - 10080-1-SS-PP-014 - REV2Blain86% (7)
- SdarticleDocumento25 páginasSdarticleCees van ApeldoornAinda não há avaliações
- Strain Hardening Rheology. Rheology Is The Science of Deformation. This Science Poses ADocumento8 páginasStrain Hardening Rheology. Rheology Is The Science of Deformation. This Science Poses Akhudhayer1970Ainda não há avaliações
- Fluid SaturationDocumento14 páginasFluid SaturationHarry JakeAinda não há avaliações
- Industrial Internship ReportDocumento43 páginasIndustrial Internship ReportHighber mogh Ch marakAinda não há avaliações
- Ointment PrepDocumento12 páginasOintment PrepRoland GealonAinda não há avaliações
- AIM AspirinDocumento3 páginasAIM AspirinAubrey TawandaAinda não há avaliações
- ChmistryDocumento27 páginasChmistryChooi YingAinda não há avaliações
- Permabond Adhesive Guide: - Our Science... Your SuccessDocumento28 páginasPermabond Adhesive Guide: - Our Science... Your SuccessU4 CreationZAinda não há avaliações
- Alfalaval Cip1800l and Cip2800l Pps00064enDocumento2 páginasAlfalaval Cip1800l and Cip2800l Pps00064engmatweakAinda não há avaliações
- Kanna SetupDocumento17 páginasKanna Setupmelodioko100% (3)
- K20502en Ed6 Yardy Ev Yardy Duct en NTDocumento52 páginasK20502en Ed6 Yardy Ev Yardy Duct en NTUtzu SandruAinda não há avaliações