Você também pode gostar
- Guide To Refinery ProcessDocumento130 páginasGuide To Refinery Processsrisuin33% (3)
- STD 133Documento38 páginasSTD 133Vipin NairAinda não há avaliações
- Refining ProcessDocumento22 páginasRefining Processramadoss_alwar7307Ainda não há avaliações
- International Symposium On Safety Instrumentation in Oil & Gas IndustryDocumento4 páginasInternational Symposium On Safety Instrumentation in Oil & Gas Industrysong LiAinda não há avaliações
- D/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment WorkshopDocumento45 páginasD/Stream Pipeline Corrosion Defects & Remedy: Pipeline & Storage Tanks Integrity Assessment Workshopshakirhamid6687Ainda não há avaliações
- Crude Oil Assay Database - Crude Oil Data Properties and Definitions - KnovelDocumento6 páginasCrude Oil Assay Database - Crude Oil Data Properties and Definitions - KnovelValeanu ErmilAinda não há avaliações
- Crude Oil DesulphurizationDocumento11 páginasCrude Oil DesulphurizationmartinAinda não há avaliações
- In-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetDocumento10 páginasIn-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetNikhil Mohan100% (1)
- Processing Units of Oil RefineryDocumento9 páginasProcessing Units of Oil RefineryGovindAinda não há avaliações
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocumento21 páginasFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaAinda não há avaliações
- Preventing Corrosion in Sulfur Storage TanksDocumento20 páginasPreventing Corrosion in Sulfur Storage TanksMatt Schlabach100% (1)
- BAT - For Emission of RefineriesDocumento185 páginasBAT - For Emission of Refineriesbiondimi66Ainda não há avaliações
- HW1 15814Documento2 páginasHW1 15814Lam NguyenAinda não há avaliações
- Implementation of Expansion LoopsDocumento13 páginasImplementation of Expansion LoopsSSSAinda não há avaliações
- Cuprion PDFDocumento30 páginasCuprion PDFduong hoang tin100% (1)
- RP 122Documento14 páginasRP 122Niraj Srivastava100% (1)
- Uv-400 Series Superflood™: Our Most Powerful Uv-A Flood Lamps Designed Specifi Cally For NDTDocumento1 páginaUv-400 Series Superflood™: Our Most Powerful Uv-A Flood Lamps Designed Specifi Cally For NDTzaw lin ooAinda não há avaliações
- Potential Risk of Paraffin Wax - RelatedDocumento7 páginasPotential Risk of Paraffin Wax - RelatedJohn HastingAinda não há avaliações
- Inspection RoleDocumento18 páginasInspection Rolesribd9128Ainda não há avaliações
- Auto LPG ApsoDocumento45 páginasAuto LPG ApsoSadhna KumariAinda não há avaliações
- Refinery Overview FinalDocumento65 páginasRefinery Overview FinalasifAinda não há avaliações
- Refinery ProcessDocumento45 páginasRefinery ProcessAnubhav Tiwari100% (2)
- Catalytic Answer To A Steam Cracking Challenge-EnglishDocumento5 páginasCatalytic Answer To A Steam Cracking Challenge-EnglishRavishankar SAinda não há avaliações
- Controlling Coupling Guard Leakage: Rotating Equipment/MaintenanceDocumento3 páginasControlling Coupling Guard Leakage: Rotating Equipment/MaintenanceinterveiwAinda não há avaliações
- Ongc Case StudyDocumento19 páginasOngc Case StudyJash DesaiAinda não há avaliações
- Paraffin Wax Deposition: (The Challenges Associated and Mitigation Techniques, A Review)Documento8 páginasParaffin Wax Deposition: (The Challenges Associated and Mitigation Techniques, A Review)Jit MukherheeAinda não há avaliações
- Risk Assessment of Sulphur RecoveryDocumento6 páginasRisk Assessment of Sulphur RecoveryTejasAinda não há avaliações
- Zyme-Flow Decon Technology R6 Promo PDFDocumento4 páginasZyme-Flow Decon Technology R6 Promo PDFĐậu BắpAinda não há avaliações
- Petroleum Refinery: Fryad Mohammed SharifDocumento8 páginasPetroleum Refinery: Fryad Mohammed SharifSander LukeAinda não há avaliações
- PDFDocumento6 páginasPDFjamy862004Ainda não há avaliações
- OverviewDocumento41 páginasOverviewSumitAggarwalAinda não há avaliações
- IS 1260 Part 1 1973Documento23 páginasIS 1260 Part 1 1973Ashif ARAinda não há avaliações
- EPA-600-2-85-106 Evaluation of The Efficiency of Industrial Flares: Flare Head Design and Gas CompositionDocumento140 páginasEPA-600-2-85-106 Evaluation of The Efficiency of Industrial Flares: Flare Head Design and Gas CompositionkrcomeyAinda não há avaliações
- Flare KnockoutDocumento6 páginasFlare KnockoutNatarajan AlagappanAinda não há avaliações
- Challenges During Operation and Shutdown of Waxy Crude PipelinesDocumento13 páginasChallenges During Operation and Shutdown of Waxy Crude PipelinesJesseAinda não há avaliações
- SMID - 213 - Natural Gas Condensate Sour PDFDocumento13 páginasSMID - 213 - Natural Gas Condensate Sour PDFmahdiscribdAinda não há avaliações
- Furnace Incident During DecokingDocumento9 páginasFurnace Incident During DecokingMohamed Sayed AbdoAinda não há avaliações
- DBBVDocumento29 páginasDBBVsanchay2503Ainda não há avaliações
- Cost of Slop OilDocumento2 páginasCost of Slop OilJADAinda não há avaliações
- WeldingDocumento66 páginasWeldingNilton LuisAinda não há avaliações
- Chapter13 - ValvblendingDocumento28 páginasChapter13 - ValvblendingMarcosAinda não há avaliações
- Process Intensification in Industrial Wastewater Treatment FinalDocumento10 páginasProcess Intensification in Industrial Wastewater Treatment FinalSantanu BiswasAinda não há avaliações
- PDO-Hydrogen Sulphide Mapping of Existing FacilitiesDocumento11 páginasPDO-Hydrogen Sulphide Mapping of Existing FacilitiesluttermanAinda não há avaliações
- Fundamnetal of PetroleumDocumento59 páginasFundamnetal of PetroleumElfhyElfridaPasaribuAinda não há avaliações
- Pure Aromatics Recovery From Coke Oven Light Oil (COLO) : Division Edeleanu Refining TechnologiesDocumento30 páginasPure Aromatics Recovery From Coke Oven Light Oil (COLO) : Division Edeleanu Refining TechnologiesIppo MakunouchiAinda não há avaliações
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Documento18 páginasWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaAinda não há avaliações
- KOC Gathering Centre 35 Kuwait - Profile - 070222Documento4 páginasKOC Gathering Centre 35 Kuwait - Profile - 070222salman Khan100% (1)
- Shell Noise Guide 1991Documento82 páginasShell Noise Guide 1991rosshvac100% (3)
- Flare Reference ListDocumento13 páginasFlare Reference ListFanni09Ainda não há avaliações
- Is.6994.1.1973 Leather Hand GlovesDocumento25 páginasIs.6994.1.1973 Leather Hand GlovesSovan ChakrabortyAinda não há avaliações
- Lessons and Learnings From Vizag Gas Leak-Disaster: Efficaz Consulting & Solutions Nov 2020Documento11 páginasLessons and Learnings From Vizag Gas Leak-Disaster: Efficaz Consulting & Solutions Nov 2020Pushpa SinghAinda não há avaliações
- MM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentDocumento395 páginasMM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentShuvoVattAinda não há avaliações
- Cleaning of Pipes by Gas Discharge Back PuffingDocumento1 páginaCleaning of Pipes by Gas Discharge Back PuffingVamsi MahantiAinda não há avaliações
- Shankha Ghosh VT@ IoclDocumento14 páginasShankha Ghosh VT@ IoclShankha GhoshAinda não há avaliações
- Vocational Training Report I.O.C.L Haldia Refinary: Jadavpur UniversityDocumento54 páginasVocational Training Report I.O.C.L Haldia Refinary: Jadavpur Universityrahul aseriAinda não há avaliações
- Crude Operation Manual Rev-0 PDFDocumento43 páginasCrude Operation Manual Rev-0 PDFmujeebmehar70% (10)
- Indian Oil Corporation Limited Mathura PPT PPTX Ashu 11Documento20 páginasIndian Oil Corporation Limited Mathura PPT PPTX Ashu 11Pradeep UpadhyayAinda não há avaliações
- Industrial Internship: School of Chemical Engineering (Scheme)Documento19 páginasIndustrial Internship: School of Chemical Engineering (Scheme)Miscrit ManAinda não há avaliações
- Project Rep 2Documento69 páginasProject Rep 2ansu_jamesAinda não há avaliações
- 8474L 060 ML 001 0Documento61 páginas8474L 060 ML 001 0Nguyễn Tiến Dũng100% (1)
- 9701 - s22 - QP - 22 May June 2022Documento16 páginas9701 - s22 - QP - 22 May June 2022nellyistantiAinda não há avaliações
- Basic Training For Oil and Chemical Tanker Cargo Operations (Btoctco)Documento113 páginasBasic Training For Oil and Chemical Tanker Cargo Operations (Btoctco)Ashok Y100% (2)
- PBRDocumento3 páginasPBRTio PrasetyoAinda não há avaliações
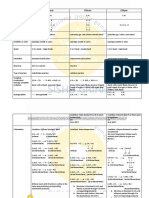
- Comparative Study of Ethane, Ethene & EthyneDocumento3 páginasComparative Study of Ethane, Ethene & EthyneKeertana SNAinda não há avaliações
- Trial STPM Chemistry Sem 1 PDFDocumento7 páginasTrial STPM Chemistry Sem 1 PDFsuhaidah47Ainda não há avaliações
- Unit Chemical Kinetics: StructureDocumento48 páginasUnit Chemical Kinetics: Structureradha911Ainda não há avaliações
- CLS Aipmt 18 19 XII Che Study Package 6 SET 2 Chapter 6Documento16 páginasCLS Aipmt 18 19 XII Che Study Package 6 SET 2 Chapter 6Tanishq VermaAinda não há avaliações
- Introduction To Drilling FluidsDocumento23 páginasIntroduction To Drilling FluidszeidisuckAinda não há avaliações
- Is-4927 Unlined Flax Canvas HoseDocumento10 páginasIs-4927 Unlined Flax Canvas HoseCharls JamesAinda não há avaliações
- Periodic TrendsDocumento3 páginasPeriodic TrendsJessica ShinAinda não há avaliações
- Mendes Et Al. 2019. Provenance of Upper PDFDocumento17 páginasMendes Et Al. 2019. Provenance of Upper PDFANDERSON MENDESAinda não há avaliações
- Contoh WPS: Pengelasan Austenitik Stainless Steel Tipe 304: Dr. Ir. Winaarto, M.SCDocumento14 páginasContoh WPS: Pengelasan Austenitik Stainless Steel Tipe 304: Dr. Ir. Winaarto, M.SCDessy Ayu Lestari100% (3)
- IGCSE Chemistry - Acids Bases and SaltsDocumento13 páginasIGCSE Chemistry - Acids Bases and SaltsChemistryKlipz100% (11)
- Preregistration SeminarDocumento34 páginasPreregistration Seminarchirag chawareAinda não há avaliações
- Chemistry Paper 1 FoundationDocumento20 páginasChemistry Paper 1 FoundationsaadAinda não há avaliações
- DVSDVSDVSDocumento17 páginasDVSDVSDVSRicardo HernandezAinda não há avaliações
- Jan 2022 Chem Unit 3 QPDocumento20 páginasJan 2022 Chem Unit 3 QPSyeda SadiaAinda não há avaliações
- A 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design ForDocumento29 páginasA 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design Forbaniya is hereAinda não há avaliações
- Table of Content: Organic Synthesis: Formation of An Ester Lab ReportDocumento11 páginasTable of Content: Organic Synthesis: Formation of An Ester Lab ReportMuhammad Irfan Malik100% (1)
- 7.016 Recitation 2 - Fall 2018: Summary of Lectures 2 (9/7) & 3 (9/10)Documento6 páginas7.016 Recitation 2 - Fall 2018: Summary of Lectures 2 (9/7) & 3 (9/10)Manish SarkarAinda não há avaliações
- HCP PracticlesDocumento8 páginasHCP PracticlesDeepa PundirAinda não há avaliações
- Graphic Method For The Determination of Titration End-Points PDFDocumento12 páginasGraphic Method For The Determination of Titration End-Points PDFciborg1978Ainda não há avaliações
- Landmark Discoveries P Block 2016 July 25 Elias FinalDocumento59 páginasLandmark Discoveries P Block 2016 July 25 Elias FinalSahil MalhanAinda não há avaliações
- H-Nuc H Nuc Nuc: Chem 321: An E1 Reaction: Cyclohexene From Cyclohexanol (A Partners Experiment)Documento3 páginasH-Nuc H Nuc Nuc: Chem 321: An E1 Reaction: Cyclohexene From Cyclohexanol (A Partners Experiment)toomas.ijimAinda não há avaliações
- Prostho Pictures For Spot ExamDocumento129 páginasProstho Pictures For Spot ExamGaYda'a Kana'anAinda não há avaliações
- GF Chemical Resistance ChartDocumento38 páginasGF Chemical Resistance ChartjswaiAinda não há avaliações
- PatilDocumento6 páginasPatilNur Aini IktikhafsariAinda não há avaliações
- Preparation of Nano Ferrite Particle by Chemical Way in High Static Magnetic Field (HSMF)Documento25 páginasPreparation of Nano Ferrite Particle by Chemical Way in High Static Magnetic Field (HSMF)Blick ZitaAinda não há avaliações
- An Investigation Into The Factors Affecting The Rate of Reaction Between Magnesium and Hydrochloric AcidDocumento4 páginasAn Investigation Into The Factors Affecting The Rate of Reaction Between Magnesium and Hydrochloric AcidDao Thi Hoang HoaAinda não há avaliações
- Components of Coal AshDocumento4 páginasComponents of Coal AshDulguun BayAinda não há avaliações