Você também pode gostar
- Configuring ISOGEN in CADWorxDocumento35 páginasConfiguring ISOGEN in CADWorxpvsreddy2002Ainda não há avaliações
- Flans Chen Prospekt EngDocumento2 páginasFlans Chen Prospekt Englorenzinho290Ainda não há avaliações
- Pipe Support Assemblies TutorialDocumento140 páginasPipe Support Assemblies TutorialLeon Peter50% (2)
- 1722 Piping Drafting Instruc GuideDocumento26 páginas1722 Piping Drafting Instruc GuideRizwan Ashraf100% (2)
- Piping Design Requirements PDFDocumento6 páginasPiping Design Requirements PDFkarunaAinda não há avaliações
- Pipeline Stress Analysis With Caesar IIDocumento16 páginasPipeline Stress Analysis With Caesar IIznikfarAinda não há avaliações
- MX Operating ManualDocumento24 páginasMX Operating Manualnikhilpoyyara87100% (2)
- Pipe Fittings PDFDocumento164 páginasPipe Fittings PDFjlvega18Ainda não há avaliações
- Sarath Ravikumar Saraswathy's ResumeDocumento3 páginasSarath Ravikumar Saraswathy's ResumeAnbarasan SubbaiyanAinda não há avaliações
- 6-76-0002 Bolt Tension For FlangesDocumento33 páginas6-76-0002 Bolt Tension For Flangesrovergamma100% (1)
- Iit MumbaiDocumento243 páginasIit MumbaiYogesh JagdaleAinda não há avaliações
- Piping Design CriteriaDocumento15 páginasPiping Design CriteriaSubash Chandrabose0% (1)
- Flange Pipe Support for 4-36Documento1 páginaFlange Pipe Support for 4-36indeskeyAinda não há avaliações
- Pipe Supports DesignDocumento29 páginasPipe Supports DesignkarunaAinda não há avaliações
- Liquid Process Piping - Part 5 Valves PDFDocumento23 páginasLiquid Process Piping - Part 5 Valves PDFnitin guptaAinda não há avaliações
- HTTP WWW - Wermac.org Fittings Buttweld Fittings Part5Documento4 páginasHTTP WWW - Wermac.org Fittings Buttweld Fittings Part5prabu prasad100% (1)
- Introduction To Piping EngineeringDocumento33 páginasIntroduction To Piping EngineeringkysucoAinda não há avaliações
- Material Take Off Bulk MTODocumento6 páginasMaterial Take Off Bulk MTOJordan MosesAinda não há avaliações
- Process Plant Layout & Piping Design FundamentalsDocumento2 páginasProcess Plant Layout & Piping Design FundamentalsSamer Houzayn50% (2)
- Pipe Stess Static and Dynamic AnalysisDocumento5 páginasPipe Stess Static and Dynamic AnalysisKmt_AeAinda não há avaliações
- How To Add and Customize User Defined Title Blocks in An Isogen Style FAQ PDFDocumento16 páginasHow To Add and Customize User Defined Title Blocks in An Isogen Style FAQ PDFwill_street100% (1)
- PIP - Piping Material Specifications Collection - IHSDocumento3 páginasPIP - Piping Material Specifications Collection - IHSmontanovillarroelfabiolalourdeAinda não há avaliações
- Stainless Steel Pipe Pressure Rating Schedule 10,304,20,40,80Documento11 páginasStainless Steel Pipe Pressure Rating Schedule 10,304,20,40,80LeDzungAinda não há avaliações
- Buried Pipes and Fittings Painting SpecDocumento5 páginasBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Pipe RoutDocumento10 páginasPipe Routghkashyap1Ainda não há avaliações
- General Piping and ValvesDocumento184 páginasGeneral Piping and Valvesfacebookshop100% (2)
- Dimensions of Bolts and Nuts BS3692Documento6 páginasDimensions of Bolts and Nuts BS3692azam RazzaqAinda não há avaliações
- Design of PipingDocumento51 páginasDesign of PipingLuisRiosQAinda não há avaliações
- Material Selection and SpecificationDocumento50 páginasMaterial Selection and SpecificationbashirAinda não há avaliações
- Adding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFDocumento19 páginasAdding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFangel gabriel perez valdez100% (1)
- CADWorx 2015 PDFDocumento303 páginasCADWorx 2015 PDFluqueae0% (1)
- API Recommended Practice For The Design and Installation of Pressure Relieving Systems in RefineriesDocumento22 páginasAPI Recommended Practice For The Design and Installation of Pressure Relieving Systems in RefineriesWADEAinda não há avaliações
- Slurry Transport Using Centrifugal Pumps (1) - 007 PDFDocumento1 páginaSlurry Transport Using Centrifugal Pumps (1) - 007 PDFArnold Ochochoque Arcos0% (1)
- Ball Valves Data SheetDocumento2 páginasBall Valves Data SheetJatin Vadhera VCSP100% (1)
- Piping Engineering CourseDocumento2 páginasPiping Engineering CourseprasannaAinda não há avaliações
- Selecting Process Piping Materials (2007)Documento7 páginasSelecting Process Piping Materials (2007)spamfilter02Ainda não há avaliações
- Check List For Piping GADDocumento3 páginasCheck List For Piping GADkaruna100% (2)
- NSC Piping Supt ChecklistDocumento3 páginasNSC Piping Supt ChecklistzahoorAinda não há avaliações
- ENGINEERING STANDARD - Standard Piping Material SpecificationDocumento33 páginasENGINEERING STANDARD - Standard Piping Material SpecificationGanesh Eshwar100% (2)
- Form A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Documento2 páginasForm A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Emma DAinda não há avaliações
- Butt Weld Stainless Steel FittingsDocumento16 páginasButt Weld Stainless Steel Fittingsbayu susiloAinda não há avaliações
- Pds Manual 2Documento54 páginasPds Manual 2agkamalakannan1982@gmail.comAinda não há avaliações
- Spec - 2017-02 - A00 - NON-METALLIC MATERIALS - SELECTION AND APPLICATIONDocumento25 páginasSpec - 2017-02 - A00 - NON-METALLIC MATERIALS - SELECTION AND APPLICATIONAL Rajhi Zakaria100% (1)
- Cast Steel Plug Valve CatalogDocumento96 páginasCast Steel Plug Valve CatalogEdinsonAinda não há avaliações
- Piping Material Take Off - For Tender PDFDocumento79 páginasPiping Material Take Off - For Tender PDFdhaferjab100% (1)
- LISEGA Catalog 2010Documento7 páginasLISEGA Catalog 2010Olivier RioAinda não há avaliações
- Guia de Linhas EUROPEAN PLASTICS WELDERDocumento25 páginasGuia de Linhas EUROPEAN PLASTICS WELDERFernanda ChavesAinda não há avaliações
- PDS Piping Eden InterfaceDocumento106 páginasPDS Piping Eden InterfaceNima AriaAinda não há avaliações
- IND 902 Product Selection GuideDocumento8 páginasIND 902 Product Selection Guideibson045001256Ainda não há avaliações
- Basic PipingDocumento48 páginasBasic Pipingmackoi BalaresAinda não há avaliações
- Valve Material ApplicationDocumento16 páginasValve Material ApplicationMuhammadShabbirAinda não há avaliações
- Shell & Tube Heat Exchangers SpecificationDocumento9 páginasShell & Tube Heat Exchangers SpecificationvallirajuAinda não há avaliações
- National Oil Corporation: Rev Date Description Checked ApprovedDocumento24 páginasNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobAinda não há avaliações
- Sp-Me-0103 - Specification For Drain Transfer Pumps (Rev.a) - Returned (P-1401)Documento9 páginasSp-Me-0103 - Specification For Drain Transfer Pumps (Rev.a) - Returned (P-1401)Panisa BanimaAinda não há avaliações
- GTS, PTS & Technical Data Sheet of Pakaldul H.E.projectDocumento121 páginasGTS, PTS & Technical Data Sheet of Pakaldul H.E.projectSujeet Kumar50% (2)
- National Oil Corporation: Rev Date Description Checked ApprovedDocumento48 páginasNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobAinda não há avaliações
- A2-30 Applied Finishes For Flat RoofsDocumento23 páginasA2-30 Applied Finishes For Flat RoofsJacky TiongAinda não há avaliações
- Especificação Técnica Distribuição 15-kV and 24.2-kV Class Automatic Distribution RecloserDocumento21 páginasEspecificação Técnica Distribuição 15-kV and 24.2-kV Class Automatic Distribution RecloserRafael CarmoAinda não há avaliações
- OQ Methanol LLC Detailed Engineering of Methanol Export Line To New Liquid JettyDocumento36 páginasOQ Methanol LLC Detailed Engineering of Methanol Export Line To New Liquid JettypavanAinda não há avaliações
- PROJECT STANDARD and SPECIFICATIONS Fire Proofing Vessels and Supports Rev01webDocumento4 páginasPROJECT STANDARD and SPECIFICATIONS Fire Proofing Vessels and Supports Rev01webAzeem50% (2)
- Piping Design Layout and Stress AnalysisDocumento19 páginasPiping Design Layout and Stress AnalysisSolomon EmavwodiaAinda não há avaliações
- PT-E - Fundamentals of Process Plant Layout and Piping DesignDocumento14 páginasPT-E - Fundamentals of Process Plant Layout and Piping DesignNofrizal HasanAinda não há avaliações
- Piping Design Layout and Stress AnalysisDocumento19 páginasPiping Design Layout and Stress AnalysisSolomon EmavwodiaAinda não há avaliações
- Piping Weight/ Load Calculation WorkbookDocumento13 páginasPiping Weight/ Load Calculation WorkbookRyan Goh Chuang Hong0% (1)
- Pressure Piping Systems Technical ManualDocumento82 páginasPressure Piping Systems Technical ManualNirob MahmudAinda não há avaliações
- Piping Plans & ElevationsDocumento28 páginasPiping Plans & Elevationsroy_b2009Ainda não há avaliações
- Geothermal Pipe Line DesignDocumento15 páginasGeothermal Pipe Line DesignjohnjuantamadAinda não há avaliações
- STRESS ANALYSIS OF PIPING SYSTEMS - VER01 - Viswanathan SirDocumento29 páginasSTRESS ANALYSIS OF PIPING SYSTEMS - VER01 - Viswanathan Sirroy_b2009Ainda não há avaliações
- PDTSMetricWeight BookDocumento13 páginasPDTSMetricWeight BookGrant NelsonAinda não há avaliações
- TW ASME-ImpDocumento7 páginasTW ASME-ImpcomienescuAinda não há avaliações
- STRESS ANALYSIS OF PIPING SYSTEMS - VER01 - Viswanathan SirDocumento29 páginasSTRESS ANALYSIS OF PIPING SYSTEMS - VER01 - Viswanathan Sirroy_b2009100% (1)
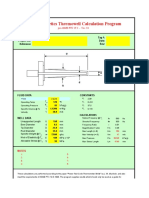
- Thermo-Kinetics Thermowell Calculation Program: Company: Tag #: Project No: Date: RevDocumento14 páginasThermo-Kinetics Thermowell Calculation Program: Company: Tag #: Project No: Date: Revvazzoleralex6884Ainda não há avaliações
- A Masters Guide To Ships Piping 2 ND EditionDocumento42 páginasA Masters Guide To Ships Piping 2 ND EditionMoe LattAinda não há avaliações
- Piping BasicsDocumento29 páginasPiping Basicsroy_b2009Ainda não há avaliações
- Acs 850 PDFDocumento296 páginasAcs 850 PDFBiwajit BeheraAinda não há avaliações
- Conversor DM704 Family - ManualDocumento75 páginasConversor DM704 Family - ManualFrank Enrique MontielAinda não há avaliações
- API 650 STDDocumento4 páginasAPI 650 STDarif99pakAinda não há avaliações
- Remedy API call log analysisDocumento2 páginasRemedy API call log analysisLuis A. VarelaAinda não há avaliações
- Saudi Aramco Concrete SpecificationsDocumento3 páginasSaudi Aramco Concrete SpecificationsphilipyapAinda não há avaliações
- Optical Transport Network Linear ProtectionDocumento40 páginasOptical Transport Network Linear Protectionsanjay angadiAinda não há avaliações
- 9xL74SctSQC9qRmfy7Og - CCVSA Online Lab GuideDocumento48 páginas9xL74SctSQC9qRmfy7Og - CCVSA Online Lab GuideCarlos Eduardo de Souza de SilvaAinda não há avaliações
- Quectel GSM BT Application Note V1.2Documento48 páginasQuectel GSM BT Application Note V1.2MaiDungAinda não há avaliações
- Hade KanDocumento137 páginasHade KanasepramboAinda não há avaliações
- 38hds Installation ManualDocumento8 páginas38hds Installation Manualdelmar02Ainda não há avaliações
- Acceptance SamplingDocumento35 páginasAcceptance SamplingParas ThakurAinda não há avaliações
- Revit - Orion IntegrationDocumento44 páginasRevit - Orion IntegrationMohd Faizal100% (2)
- Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To A Ferrous BaseDocumento3 páginasNondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To A Ferrous Basemasv792512100% (2)
- Evaluation of Blowholes and Shrinkage Defects in Investment Casting of Low Alloy SteelsDocumento4 páginasEvaluation of Blowholes and Shrinkage Defects in Investment Casting of Low Alloy SteelsManjunath Keshav D M0% (2)
- Risk Based Internal Auditing Within Greek Banks: A Case Study ApproachDocumento49 páginasRisk Based Internal Auditing Within Greek Banks: A Case Study ApproachKUNAL GUPTAAinda não há avaliações
- MVC AuthorisationDocumento14 páginasMVC AuthorisationAmareswara RaoAinda não há avaliações
- LPS Earth Test Report of Liberty Knitwear LTD 30.10.2022.docx222Documento22 páginasLPS Earth Test Report of Liberty Knitwear LTD 30.10.2022.docx222roniAinda não há avaliações
- Block Diagram: PowerDocumento96 páginasBlock Diagram: PowerBrennan GriffinAinda não há avaliações
- Catalogue Bzi GBDocumento15 páginasCatalogue Bzi GBdenis_alexAinda não há avaliações
- Ups World Ship SetupDocumento14 páginasUps World Ship Setuprandt1972Ainda não há avaliações
- Forex Finiss and Sap4.7 Config EnglishDocumento19 páginasForex Finiss and Sap4.7 Config EnglishKenz SibumaAinda não há avaliações
- CSG Type & DesignDocumento45 páginasCSG Type & Designcrown212100% (2)
- VW supplier quality audit requirementsDocumento1 páginaVW supplier quality audit requirementsKhtb AshrafAinda não há avaliações
- Ult REL Output Analog Modules 1734-In002 enDocumento24 páginasUlt REL Output Analog Modules 1734-In002 enGabriel Constantin NastaseAinda não há avaliações
- Energy Meter User ManualDocumento20 páginasEnergy Meter User ManualMuhammad Abdur RosyidAinda não há avaliações
- Coventry UniversityDocumento104 páginasCoventry Universitymz-documentsAinda não há avaliações
- TopTech Value Series Programmable ManualDocumento9 páginasTopTech Value Series Programmable ManualCassieAinda não há avaliações
- Redelivery Considerations in Aircraftt Operating Leases - V1Documento39 páginasRedelivery Considerations in Aircraftt Operating Leases - V1avianovaAinda não há avaliações
- Iso 05815-1-20031547185181297Documento22 páginasIso 05815-1-20031547185181297Hakeem Shahzad100% (1)