Você também pode gostar
- Self-healing Ceramic Matrix Composites: A MonographNo EverandSelf-healing Ceramic Matrix Composites: A MonographAinda não há avaliações
- Journal Homepage: - : IntroductionDocumento16 páginasJournal Homepage: - : IntroductionIJAR JOURNALAinda não há avaliações
- Thermal Barrier Coatings For Gas-Turbine Engine Applications-A ReviewDocumento14 páginasThermal Barrier Coatings For Gas-Turbine Engine Applications-A ReviewBalaji BeliveAinda não há avaliações
- Surface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaDocumento8 páginasSurface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaJhonatan GomezAinda não há avaliações
- PISTONDocumento53 páginasPISTONJPPL CHENNAIAinda não há avaliações
- Thermal Barrier Coatings Seminar ReportDocumento6 páginasThermal Barrier Coatings Seminar ReportGanesh NandgaonkarAinda não há avaliações
- ThermalbarriercoatingDocumento18 páginasThermalbarriercoatingArun kumarAinda não há avaliações
- Turbine BladesDocumento11 páginasTurbine BladesTheWorrior ChayranAinda não há avaliações
- Materials Today: Proceedings: M. Mathanbabu, D. Thirumalaikumarasamy, P. Thirumal, M. AshokkumarDocumento7 páginasMaterials Today: Proceedings: M. Mathanbabu, D. Thirumalaikumarasamy, P. Thirumal, M. AshokkumarShivareddy KondakindiAinda não há avaliações
- Diffrent Metod Between EB-PVD and Thermal Spray For TBC CoatingDocumento15 páginasDiffrent Metod Between EB-PVD and Thermal Spray For TBC Coatingiabbas636Ainda não há avaliações
- A Practical Guide For TBCs in Gas TurbinesDocumento30 páginasA Practical Guide For TBCs in Gas Turbinestolentino.jason1222Ainda não há avaliações
- Sample Paper TechnoareteDocumento4 páginasSample Paper Technoaretepreeti_v_baviskarAinda não há avaliações
- The Evolution of Thermal Barrier Coatings - Status and Upcoming Solutions For Today's Key IssuesDocumento7 páginasThe Evolution of Thermal Barrier Coatings - Status and Upcoming Solutions For Today's Key IssuesHicham OuakilAinda não há avaliações
- Thermal Barrier CoatingDocumento15 páginasThermal Barrier CoatingdafillyAinda não há avaliações
- Thermal Barrier CoatingDocumento16 páginasThermal Barrier CoatingSham Sundar100% (1)
- Damage - and - Performance - Assessment - of - Protective - Coatings - On - Turbine - BladesDocumento24 páginasDamage - and - Performance - Assessment - of - Protective - Coatings - On - Turbine - BladesRafael Garcia IllescasAinda não há avaliações
- 1 s2.0 S0257897210008091 MainDocumento5 páginas1 s2.0 S0257897210008091 MainDiana Petronela Burduhos NergisAinda não há avaliações
- Plasma Spray Deposition Process ExplainedDocumento28 páginasPlasma Spray Deposition Process Explainedvijay9994Ainda não há avaliações
- Unit-II Coating of SuperalloysDocumento36 páginasUnit-II Coating of SuperalloysJ JhansibaiAinda não há avaliações
- 2023 08 13T123254.637Documento10 páginas2023 08 13T123254.637Mahdi abanAinda não há avaliações
- Damage in CoatingsDocumento25 páginasDamage in Coatingsoquintero99Ainda não há avaliações
- Thermal Fatigue of Plasma Sprayed Yttria-Zirconia CoatingsDocumento4 páginasThermal Fatigue of Plasma Sprayed Yttria-Zirconia CoatingsMahdi koolivandAinda não há avaliações
- 280Documento6 páginas280Alex CostaAinda não há avaliações
- Coatings 11 00735Documento25 páginasCoatings 11 00735AhmadAinda não há avaliações
- 3 YagDocumento11 páginas3 YagAdetayo OwoseniAinda não há avaliações
- Sciencedirect4cbfff0a 398b 20140518120734Documento8 páginasSciencedirect4cbfff0a 398b 20140518120734amirlove206Ainda não há avaliações
- Surfaces and Interfaces: Zaoyu Shen, Zheng Liu, Guanxi Liu, Rende Mu, Limin He, Jianwei DaiDocumento6 páginasSurfaces and Interfaces: Zaoyu Shen, Zheng Liu, Guanxi Liu, Rende Mu, Limin He, Jianwei DaiShivareddy KondakindiAinda não há avaliações
- Numerical Simulation of Thermal Barrier Coating System Under Thermo-Mechanical LoadingsDocumento6 páginasNumerical Simulation of Thermal Barrier Coating System Under Thermo-Mechanical LoadingsAzril DahariAinda não há avaliações
- Ceramic Materials For Thermal Barrier CoatingsDocumento10 páginasCeramic Materials For Thermal Barrier CoatingsELio PezzAinda não há avaliações
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocumento12 páginasPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesSuhas G FADNISAinda não há avaliações
- Comparative Tribological Study of Air Plasma Sprayed WC-12%Co Coating Versus Conventional Hard Chromium Electrodeposit 2010 Tribology InternationalDocumento5 páginasComparative Tribological Study of Air Plasma Sprayed WC-12%Co Coating Versus Conventional Hard Chromium Electrodeposit 2010 Tribology InternationalastronotusAinda não há avaliações
- International Journal of Fatigue Vo53!33!39Documento7 páginasInternational Journal of Fatigue Vo53!33!39Rga NtaAinda não há avaliações
- Fulltext01 PDFDocumento57 páginasFulltext01 PDFDragomirescu AlinaAinda não há avaliações
- Seminar ReportDocumento19 páginasSeminar ReportmujeebAinda não há avaliações
- 2008 - Thermal Analysis of FunctionallyDocumento10 páginas2008 - Thermal Analysis of FunctionallyekremAinda não há avaliações
- Guo - 2012 - Charact. of Cr+3 Process Coating On AA2024T3 (Surf.& Coatings Techn., 2012)Documento8 páginasGuo - 2012 - Charact. of Cr+3 Process Coating On AA2024T3 (Surf.& Coatings Techn., 2012)Luis Gustavo PachecoAinda não há avaliações
- 2013 - Finite Element Simulation On Thermal Fatigue of A Turbine Blade Withthermal Barrier CoatingsDocumento10 páginas2013 - Finite Element Simulation On Thermal Fatigue of A Turbine Blade Withthermal Barrier CoatingssumitAinda não há avaliações
- Aerospace - Turbine Engines TBC and EBCDocumento4 páginasAerospace - Turbine Engines TBC and EBCleosun0715Ainda não há avaliações
- High-Temp Creep Degradation of AM1/NiAlPt/YSZ TBC SystemDocumento10 páginasHigh-Temp Creep Degradation of AM1/NiAlPt/YSZ TBC Systemchristian cerveraAinda não há avaliações
- Kaku Da 2015Documento7 páginasKaku Da 2015Angel Camara GomezAinda não há avaliações
- New-Mexico-2009-CMAS-10 1 1 725 776Documento10 páginasNew-Mexico-2009-CMAS-10 1 1 725 776atfrost4638Ainda não há avaliações
- Thermal Barrier Coatings Technology: Critical Review, Progress Update, Remaining Challenges and ProspectsDocumento35 páginasThermal Barrier Coatings Technology: Critical Review, Progress Update, Remaining Challenges and ProspectsSon NguyenAinda não há avaliações
- Detection of Thermally Grown Oxides in Thermal Barrier Coatings by Nondestructive EvaluationDocumento7 páginasDetection of Thermally Grown Oxides in Thermal Barrier Coatings by Nondestructive EvaluationMohit ShuklaAinda não há avaliações
- Thermal Barrier Coatings Material Selection, Method of Preparation and Applications - ReviewDocumento8 páginasThermal Barrier Coatings Material Selection, Method of Preparation and Applications - ReviewAbdelkader TayebiAinda não há avaliações
- Paper Title Must Be Here. The Font Should Be in Times New Roman With 14 SizeDocumento4 páginasPaper Title Must Be Here. The Font Should Be in Times New Roman With 14 SizeAyush SharmaAinda não há avaliações
- Aerospace Materials AssignmentDocumento8 páginasAerospace Materials AssignmentRaef kobeissiAinda não há avaliações
- Keshavarz2013 Article MechanicalPropertiesOfStabilizDocumento8 páginasKeshavarz2013 Article MechanicalPropertiesOfStabilizMohammed YunusAinda não há avaliações
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocumento7 páginasPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesChetan MaskiAinda não há avaliações
- Aerospace Materials Chapter 3Documento10 páginasAerospace Materials Chapter 3Thomas MouraAinda não há avaliações
- 1 s2.0 S129007292100168X MainDocumento16 páginas1 s2.0 S129007292100168X MainLiviu BadeaAinda não há avaliações
- Rossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usDocumento10 páginasRossette 等。 - 2009 - The effect of start-up cycle in ceramic coating usXin LiAinda não há avaliações
- Thermal Barrier CoatingDocumento17 páginasThermal Barrier CoatingcrazzzzzzzyAinda não há avaliações
- A Micromechanical Temperature-Dependent Vibration Damping Model of Fiber Reinforced Ceramic Matrix CompositesDocumento15 páginasA Micromechanical Temperature-Dependent Vibration Damping Model of Fiber Reinforced Ceramic Matrix CompositesAbhiraj MeenaAinda não há avaliações
- Thermally Induced Cracking in Aluminum/Boron Carbide CompositeDocumento6 páginasThermally Induced Cracking in Aluminum/Boron Carbide CompositearundixituAinda não há avaliações
- Coatings For Turbine Blades: T. Sourmail Historical OverviewDocumento28 páginasCoatings For Turbine Blades: T. Sourmail Historical Overviewalireza100% (1)
- " Thermal Barrier CoatingDocumento6 páginas" Thermal Barrier CoatingMohamed AmerAinda não há avaliações
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsNo EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzAinda não há avaliações
- Ceramics for Energy Conversion, Storage, and Distribution SystemsNo EverandCeramics for Energy Conversion, Storage, and Distribution SystemsThomas PfeiferAinda não há avaliações
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesNo EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášAinda não há avaliações
- Runge, Jude M. - Enhancing Anodic Aluminum Oxide For Bonding ApplicationsDocumento13 páginasRunge, Jude M. - Enhancing Anodic Aluminum Oxide For Bonding ApplicationsLuis Gustavo PachecoAinda não há avaliações
- ISO 9001 Internal Audit (Training Material)Documento11 páginasISO 9001 Internal Audit (Training Material)Luis Gustavo Pacheco67% (6)
- The Aluminium-Air Cell: A Hands-On Approach To The Teaching of Electrochemical TechnologyDocumento10 páginasThe Aluminium-Air Cell: A Hands-On Approach To The Teaching of Electrochemical Technologywkit88Ainda não há avaliações
- Rubin & Hayden - Studies On The Hydrolysis and Precipitation of Aluminum (III), Project A-016-Ohio (1973)Documento101 páginasRubin & Hayden - Studies On The Hydrolysis and Precipitation of Aluminum (III), Project A-016-Ohio (1973)Luis Gustavo PachecoAinda não há avaliações
- A Critical Review of The Protection of Metals by Paints PDFDocumento12 páginasA Critical Review of The Protection of Metals by Paints PDFLuis Gustavo PachecoAinda não há avaliações
- A Guide To Brazil Toiletry, Perfume and Cosmetic Products Compliance Requirements (Inmetro, 2017)Documento28 páginasA Guide To Brazil Toiletry, Perfume and Cosmetic Products Compliance Requirements (Inmetro, 2017)Luis Gustavo PachecoAinda não há avaliações
- Effect of Aging On Aluminum Hydroxide Complexes in Dilute Aqueous Solutions (Excellent) PDFDocumento56 páginasEffect of Aging On Aluminum Hydroxide Complexes in Dilute Aqueous Solutions (Excellent) PDFLuis Gustavo PachecoAinda não há avaliações
- Military & Aerospace Markets Stand Guard Against The Counterfeit ThreatDocumento5 páginasMilitary & Aerospace Markets Stand Guard Against The Counterfeit ThreatLuis Gustavo PachecoAinda não há avaliações
- Hussein-Cheng2016 Article DevelopmentOfTheSupplyChainOriDocumento7 páginasHussein-Cheng2016 Article DevelopmentOfTheSupplyChainOriLuis Gustavo PachecoAinda não há avaliações
- Challenges of Chromate Inhibitor Pigments Replacement in Organic CoatingsDocumento16 páginasChallenges of Chromate Inhibitor Pigments Replacement in Organic CoatingsLuis Gustavo PachecoAinda não há avaliações
- ISO 9001 and ISO-IEC 17025 - Which Is The Best Option For A Laboratory of Metrology (The Portuguese Experience)Documento13 páginasISO 9001 and ISO-IEC 17025 - Which Is The Best Option For A Laboratory of Metrology (The Portuguese Experience)Luis Gustavo PachecoAinda não há avaliações
- Acid-Base Equilibria - The Ionization of Hydrated Metal IonsDocumento4 páginasAcid-Base Equilibria - The Ionization of Hydrated Metal IonsLuis Gustavo PachecoAinda não há avaliações
- NIST - Ir.8178 (2017) - A Guide To United States Cosmetic Products Compliance RequirementsDocumento49 páginasNIST - Ir.8178 (2017) - A Guide To United States Cosmetic Products Compliance RequirementsLuis Gustavo Pacheco100% (1)
- Olejnik Et Al. - Significance of Hyaluronic Acid in Cosmetic Industry and Aesthetic Medicine (CHEMIK 2012, 66, 2, 129-135)Documento3 páginasOlejnik Et Al. - Significance of Hyaluronic Acid in Cosmetic Industry and Aesthetic Medicine (CHEMIK 2012, 66, 2, 129-135)Luis Gustavo PachecoAinda não há avaliações
- Cosmetic GMP CheklistDocumento76 páginasCosmetic GMP Cheklistjailson.oliveira100% (3)
- Colipa Guidelines Efficacy - Revised - 5 May 2008Documento18 páginasColipa Guidelines Efficacy - Revised - 5 May 2008LinChiayu100% (1)
- MetrologyDocumento142 páginasMetrologyapi-3776813100% (3)
- Brenntag - Cosmetics Formulations (Brochure - 2017)Documento24 páginasBrenntag - Cosmetics Formulations (Brochure - 2017)Edgardo Ed Ramirez100% (2)
- Units and DimensionsDocumento30 páginasUnits and DimensionsfiaAinda não há avaliações
- Hamilton - Dynamics of Methylene Blue-Glucose-O2 SystemDocumento10 páginasHamilton - Dynamics of Methylene Blue-Glucose-O2 SystemLuis Gustavo PachecoAinda não há avaliações
- Adamčíková and Ševčík - The Blue Bottle Experiment and Pattern Formation in This SystemDocumento5 páginasAdamčíková and Ševčík - The Blue Bottle Experiment and Pattern Formation in This SystemLuis Gustavo PachecoAinda não há avaliações
- Visual Demonstration of Oxidation Reduction Reactions Using Blue Bottle ExperimentDocumento2 páginasVisual Demonstration of Oxidation Reduction Reactions Using Blue Bottle ExperimentLuis Gustavo PachecoAinda não há avaliações
- Azmat - Demonstration of Chemical Equilibrium Through Regeneration of Color in Blue Bottle ExperimentDocumento4 páginasAzmat - Demonstration of Chemical Equilibrium Through Regeneration of Color in Blue Bottle ExperimentLuis Gustavo PachecoAinda não há avaliações
- Air Oxidation of Vitamin C Catalyzed by IndicatorsDocumento4 páginasAir Oxidation of Vitamin C Catalyzed by IndicatorsLuis Gustavo PachecoAinda não há avaliações
- Pons, Sorensen, Bees & Sagues - Pattern Formation in The Methylene-Blue-Glucose System (J. Phys. Chem. B 2000, 104, 2251-2259) PDFDocumento9 páginasPons, Sorensen, Bees & Sagues - Pattern Formation in The Methylene-Blue-Glucose System (J. Phys. Chem. B 2000, 104, 2251-2259) PDFLuis Gustavo PachecoAinda não há avaliações
- ISO Standards Handbook Paints 2Documento3 páginasISO Standards Handbook Paints 2Luis Gustavo Pacheco0% (1)
- A DFT Investigation of C - E Half-Cell Analysis of Autoxidation Catalysed by Redox IndicatorsDocumento14 páginasA DFT Investigation of C - E Half-Cell Analysis of Autoxidation Catalysed by Redox IndicatorsLuis Gustavo PachecoAinda não há avaliações
- Azmat - Demonstration of Direct Observation of Transition State Through Blue Bottle Experiment (Pak. J. Chem. 1 (3) 138-139, 2011)Documento52 páginasAzmat - Demonstration of Direct Observation of Transition State Through Blue Bottle Experiment (Pak. J. Chem. 1 (3) 138-139, 2011)Luis Gustavo PachecoAinda não há avaliações
- A DFT Investigation of C - E Half-Cell Analysis of Autoxidation Catalysed by Redox IndicatorsDocumento14 páginasA DFT Investigation of C - E Half-Cell Analysis of Autoxidation Catalysed by Redox IndicatorsLuis Gustavo PachecoAinda não há avaliações
- Ogle - On The Cathodic Corrosion of Aluminum and Aluminum AlloysDocumento3 páginasOgle - On The Cathodic Corrosion of Aluminum and Aluminum AlloysLuis Gustavo PachecoAinda não há avaliações
- M-120 Material Data Sheets For Structural Steel Edition 5Documento47 páginasM-120 Material Data Sheets For Structural Steel Edition 5vlong3003100% (3)
- Assign Chap 8Documento3 páginasAssign Chap 8nishedhAinda não há avaliações
- Strength of Materials 2022 by S K Mondal 8 MB-edited PDFDocumento338 páginasStrength of Materials 2022 by S K Mondal 8 MB-edited PDFRajesh sahaAinda não há avaliações
- Asphalt ReinforcementDocumento27 páginasAsphalt ReinforcementE Hammam El MissiryAinda não há avaliações
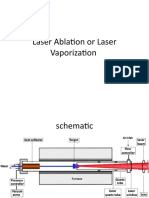
- Laser Ablation or Laser VaporizationDocumento4 páginasLaser Ablation or Laser VaporizationJOEL STEPHEN 19BEE0262Ainda não há avaliações
- 42.6-Electrical Quantities-Cie Igcse Physics Ext-Theory-Qp Core 2Documento14 páginas42.6-Electrical Quantities-Cie Igcse Physics Ext-Theory-Qp Core 2LiliAinda não há avaliações
- Soil, Module 9, FinalDocumento8 páginasSoil, Module 9, FinalJulia PomaresAinda não há avaliações
- BoilingDocumento6 páginasBoilingpps companyAinda não há avaliações
- Maxwell-Equations - Physics-PWRDocumento18 páginasMaxwell-Equations - Physics-PWRRahul YadavAinda não há avaliações
- Structural mechanics course detailsDocumento54 páginasStructural mechanics course detailsAlhaz UddinAinda não há avaliações
- Miller Indices ClassDocumento35 páginasMiller Indices ClassDhiyaAldeenAl-SerhanyAinda não há avaliações
- Degrees of Freedom Analysis for Process UnitsDocumento7 páginasDegrees of Freedom Analysis for Process UnitsAhmed AliAinda não há avaliações
- VISCOTAQR PE Outer Wrap February 2014Documento2 páginasVISCOTAQR PE Outer Wrap February 2014Sinan A AzizAinda não há avaliações
- Major Testing Facilities Impact Charpy V-notch & Tensile TestingDocumento10 páginasMajor Testing Facilities Impact Charpy V-notch & Tensile TestingFasil ParuvanathAinda não há avaliações
- Assignment PhyChemDocumento4 páginasAssignment PhyChemimPERFECTme09Ainda não há avaliações
- Expt 6 The Cage Rotor Induction MotorDocumento5 páginasExpt 6 The Cage Rotor Induction MotorRyan De GuzmanAinda não há avaliações
- Emf and Internal Resistance QDocumento32 páginasEmf and Internal Resistance QJellyfishAinda não há avaliações
- Lesson Plan in Science 8Documento4 páginasLesson Plan in Science 8Brenon RomeroAinda não há avaliações
- Atomic Layer Deposition for Precise Thin Film GrowthDocumento19 páginasAtomic Layer Deposition for Precise Thin Film GrowthShahid Ali LeghariAinda não há avaliações
- Introduction To The Stiffness (Displacement) MethodDocumento12 páginasIntroduction To The Stiffness (Displacement) MethodZaher MoftyAinda não há avaliações
- MTLE4050-Syllabus Intro To PolymersDocumento3 páginasMTLE4050-Syllabus Intro To Polymerskushie0Ainda não há avaliações
- Introduction To Turbulence1Documento28 páginasIntroduction To Turbulence1Mustafa YılmazAinda não há avaliações
- Destructive Testing Fusion Welded Joints Weld Metal in SteelDocumento16 páginasDestructive Testing Fusion Welded Joints Weld Metal in SteelAarenLiAinda não há avaliações
- Effect of Cooling Medium and Tempering On Microstructures and Hardness of SK3 High Carbon SteelDocumento12 páginasEffect of Cooling Medium and Tempering On Microstructures and Hardness of SK3 High Carbon Steelabdul azhimAinda não há avaliações
- Test Bank For Organic Chemistry Fifth EditionDocumento5 páginasTest Bank For Organic Chemistry Fifth EditionJean Taylor100% (35)
- Hyperzone Presentation SPE 2019Documento17 páginasHyperzone Presentation SPE 2019phu nghiaAinda não há avaliações
- P Module 8A PDFDocumento66 páginasP Module 8A PDFSundareshwar SAinda não há avaliações
- Newest Catalog of Solar System From AnernDocumento28 páginasNewest Catalog of Solar System From AnernTomás SastreAinda não há avaliações
- CE6451-Fluid Mechanics and Machinery QBDocumento10 páginasCE6451-Fluid Mechanics and Machinery QBVignesh DuraiAinda não há avaliações
- Aplikasi Mangan Zeolit Dan Resin Kation Untuk Mengadsorpsi Ion Besi Dan Mangan Pada Air Tanah DangkalDocumento11 páginasAplikasi Mangan Zeolit Dan Resin Kation Untuk Mengadsorpsi Ion Besi Dan Mangan Pada Air Tanah Dangkallilla illahiAinda não há avaliações