Você também pode gostar
- Automatizacion CircuitosDocumento19 páginasAutomatizacion CircuitosMiguel Alarcón de la CruzAinda não há avaliações
- Abet - AutomatizacionDocumento2 páginasAbet - AutomatizacionMiguel Alarcón de la CruzAinda não há avaliações
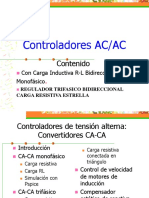
- Controladores ACDocumento31 páginasControladores ACMiguel Alarcón de la CruzAinda não há avaliações
- Final de Laboratorio de Control 1Documento11 páginasFinal de Laboratorio de Control 1Miguel Alarcón de la CruzAinda não há avaliações
- LAB-01 DigitalesDocumento6 páginasLAB-01 DigitalesErick M. QuispeAinda não há avaliações
- Instelec ContinentalDocumento86 páginasInstelec ContinentalMiguel Alarcón de la CruzAinda não há avaliações
- Horno de Arco - 2Documento16 páginasHorno de Arco - 2Miguel Alarcón de la CruzAinda não há avaliações
- Laboratorio1 OperacionesCompuertasLogicasDocumento16 páginasLaboratorio1 OperacionesCompuertasLogicasLeviatannlpAinda não há avaliações
- 1.biomasa PrincipioDocumento6 páginas1.biomasa PrincipioMiguel Alarcón de la CruzAinda não há avaliações
- Centrales hidroeléctricas: componentes y tipos de presasDocumento53 páginasCentrales hidroeléctricas: componentes y tipos de presasMarvin ParionaAinda não há avaliações
- 4° TrabajoDocumento5 páginas4° TrabajoMiguel Alarcón de la CruzAinda não há avaliações
- Sesión 1-2 CE1 Mayo 03-04 2018Documento94 páginasSesión 1-2 CE1 Mayo 03-04 2018Miguel Alarcón de la CruzAinda não há avaliações
- Preg06 AdministracionDocumento5 páginasPreg06 AdministracionMiguel Alarcón de la CruzAinda não há avaliações
- Transformadres de Poeteccion y MedidaDocumento29 páginasTransformadres de Poeteccion y MedidaMiguel Alarcón de la CruzAinda não há avaliações
- Expo de TermoDocumento14 páginasExpo de TermoMiguel Alarcón de la CruzAinda não há avaliações
- 2 BiomasaDocumento6 páginas2 BiomasaMiguel Alarcón de la CruzAinda não há avaliações
- Gestion Del Conocimiento FinalDocumento23 páginasGestion Del Conocimiento FinalMiguel Alarcón de la CruzAinda não há avaliações
- Palomino Cardenas, Franco Guido - Trabajo de InstaDocumento7 páginasPalomino Cardenas, Franco Guido - Trabajo de InstaMiguel Alarcón de la CruzAinda não há avaliações
- Gestion Del Conocimiento FinalDocumento37 páginasGestion Del Conocimiento FinalMiguel Alarcón de la CruzAinda não há avaliações
- Gestion Del Conocimiento Final2Documento27 páginasGestion Del Conocimiento Final2Miguel Alarcón de la CruzAinda não há avaliações
- Formas CanonicasDocumento27 páginasFormas CanonicasMiguel Alarcón de la CruzAinda não há avaliações
- Tema2-Gestion Del ConocimientoDocumento51 páginasTema2-Gestion Del ConocimientoMiguel Alarcón de la CruzAinda não há avaliações
- 5 BrazilDocumento8 páginas5 BrazilMiguel Alarcón de la CruzAinda não há avaliações
- Simplificación de Funciones Booleanas Usando Mapa de KarnaughDocumento17 páginasSimplificación de Funciones Booleanas Usando Mapa de KarnaughMiguel Alarcón de la CruzAinda não há avaliações
- Simplificación de Funciones Booleanas Usando Mapa de KarnaughDocumento17 páginasSimplificación de Funciones Booleanas Usando Mapa de KarnaughMiguel Alarcón de la CruzAinda não há avaliações
- Palomino Cardenas, Franco Guido - Trabajo de InstaDocumento7 páginasPalomino Cardenas, Franco Guido - Trabajo de InstaMiguel Alarcón de la CruzAinda não há avaliações
- Registros DigitalesDocumento17 páginasRegistros DigitalesMiguel Alarcón de la CruzAinda não há avaliações
- Instalaciones Eléctricas IDocumento12 páginasInstalaciones Eléctricas IMiguel Alarcón de la CruzAinda não há avaliações
- Instalaciones Eléctricas IDocumento22 páginasInstalaciones Eléctricas IRoly Pariona Silva100% (1)
- Motor EsDocumento60 páginasMotor EsMedawuevahacerotro HDer MontoyaAinda não há avaliações
- Problemas Extracción SólidoDocumento4 páginasProblemas Extracción Sólidosalvado integralAinda não há avaliações
- Análisis de sistemas para mejorar la compra y venta La AmericanaDocumento40 páginasAnálisis de sistemas para mejorar la compra y venta La AmericanaFrsnciscoAinda não há avaliações
- Herramientas hidráulicasDocumento29 páginasHerramientas hidráulicasdiana_giraldo_97Ainda não há avaliações
- As Is - To Be - GapDocumento12 páginasAs Is - To Be - GapFERREYES100% (1)
- EETT de Aisladores Tipo TensorDocumento21 páginasEETT de Aisladores Tipo TensorjhoshillAinda não há avaliações
- Tema 4 - Fibras Naturales de Origen MineralDocumento6 páginasTema 4 - Fibras Naturales de Origen MineralSergio Francés Bodí88% (8)
- Pus PucDocumento22 páginasPus PucJuan Carlos Tacay ClaudioAinda não há avaliações
- Ficha Bekron AcDocumento3 páginasFicha Bekron Acfrancisca5orellana-1Ainda não há avaliações
- Generacion Del CCP SigaDocumento19 páginasGeneracion Del CCP SigaGino Pocco CcahuanaAinda não há avaliações
- GA4-220501093-AA1-EV01 - Identificar Entidades y Relaciones Planteadas en El Caso de EstudioDocumento7 páginasGA4-220501093-AA1-EV01 - Identificar Entidades y Relaciones Planteadas en El Caso de EstudioCesar BenavidesAinda não há avaliações
- Historia Natural de La Enfermedad Del ParkinsonDocumento31 páginasHistoria Natural de La Enfermedad Del ParkinsonEsmeralda58% (12)
- Memoria 2010Documento17 páginasMemoria 2010Jazmin Ramirez MoralesAinda não há avaliações
- Cad CamDocumento10 páginasCad CamGasparAinda não há avaliações
- Historia HPDocumento3 páginasHistoria HPCristian Pérez BroncheurAinda não há avaliações
- Proyecto 3Documento14 páginasProyecto 3Ronald Nilson CAAinda não há avaliações
- Simulación de líneas de producción con PromodelDocumento3 páginasSimulación de líneas de producción con PromodelIracema GonzalezAinda não há avaliações
- Proyecto Materiales de Construccion Segundo MamposteriaDocumento4 páginasProyecto Materiales de Construccion Segundo MamposteriaGabriel MolinaAinda não há avaliações
- Tipos de Máquinas Rectificadoras para CigüeñalesDocumento15 páginasTipos de Máquinas Rectificadoras para CigüeñalesLOZANO LINO JOYCE ALLISONAinda não há avaliações
- Laboratorio #14Documento12 páginasLaboratorio #14Miguel Valzania Plummer67% (3)
- Rac 21R1Documento32 páginasRac 21R1JAVIERAinda não há avaliações
- 01 El Ciclo de Vida de Los ProcesosDocumento5 páginas01 El Ciclo de Vida de Los ProcesosjorgepinosmAinda não há avaliações
- Presupuesto SorinDocumento4 páginasPresupuesto SorinJoseline Martinez lopezAinda não há avaliações
- STGYMP - mt.PETS.012 Abastecimiento Combustible y Lubricación en CampoDocumento9 páginasSTGYMP - mt.PETS.012 Abastecimiento Combustible y Lubricación en CampoWalther MolinaAinda não há avaliações
- Máquinas-herramienta y procesos de mecanizadoDocumento8 páginasMáquinas-herramienta y procesos de mecanizadoHumberto Lucas Ticona GandarillasAinda não há avaliações
- Administración Portuaria IntegralDocumento40 páginasAdministración Portuaria IntegralSue Preza100% (2)
- Parte 1Documento14 páginasParte 1Jacki AragonAinda não há avaliações
- Estudio Técnico Del Proyecto ProductivoDocumento7 páginasEstudio Técnico Del Proyecto ProductivoSandra CbAinda não há avaliações
- I-19 IzajeDocumento10 páginasI-19 IzajeMarianna MarcheseAinda não há avaliações
- Turborreactores y estatorreactores: potencia, tasa de entrada y eficienciaDocumento8 páginasTurborreactores y estatorreactores: potencia, tasa de entrada y eficienciaSra R GilAinda não há avaliações