Você também pode gostar
- Tor Qui MetroDocumento53 páginasTor Qui MetroCARLOSAinda não há avaliações
- Torques y GradosDocumento9 páginasTorques y GradosdannielgerbertzAinda não há avaliações
- Tipos de tornillos, dimensiones y resistenciaDocumento4 páginasTipos de tornillos, dimensiones y resistenciathejavier3380% (10)
- Grado de Un TornilloDocumento4 páginasGrado de Un Tornilloceaule1969Ainda não há avaliações
- Grados de Un TornilloDocumento4 páginasGrados de Un TornilloMario SerraAinda não há avaliações
- Rac Catalogo Separador de Oleo Centrifugo Flange Por BaixoDocumento4 páginasRac Catalogo Separador de Oleo Centrifugo Flange Por BaixoMadalena RealAinda não há avaliações
- Medidor T-10 MICRODocumento6 páginasMedidor T-10 MICROAdolfo OlveraAinda não há avaliações
- SOLDADURA OXIACETILENICA Parte 2Documento9 páginasSOLDADURA OXIACETILENICA Parte 2Jhonatan Contreras sanabriaAinda não há avaliações
- TorquimetroDocumento13 páginasTorquimetrojoroscoqAinda não há avaliações
- Ops 005 002 - Acoplamiento Conexion YempatedeescariadorDocumento13 páginasOps 005 002 - Acoplamiento Conexion Yempatedeescariadorwww.di_stefano70Ainda não há avaliações
- Informe 3 Lab QMC 200 de La Destilacion FraccionadaDocumento6 páginasInforme 3 Lab QMC 200 de La Destilacion FraccionadaAlecita MendozaAinda não há avaliações
- Medidas de Valvula y ResorteDocumento8 páginasMedidas de Valvula y ResorteBrayan Coyuri LopezAinda não há avaliações
- Manual Calefon Turbo 13 Lts PDFDocumento12 páginasManual Calefon Turbo 13 Lts PDFClínica Pto. Montt100% (2)
- Manual Técnico de Pernos: Características y AplicacionesDocumento17 páginasManual Técnico de Pernos: Características y AplicacionessantiagoAinda não há avaliações
- Trillo - Anclas y Cadenas - Catalogo 2012Documento32 páginasTrillo - Anclas y Cadenas - Catalogo 2012Dabinson Castaño Upegui 12 JAinda não há avaliações
- Manual de Recuperacion de Tuberia Petrolera - CompressDocumento44 páginasManual de Recuperacion de Tuberia Petrolera - CompressDiego Fabian Ruiz VacaflorAinda não há avaliações
- Protector RegulableDocumento19 páginasProtector RegulablejhoelAinda não há avaliações
- 376-Manual RT27-RT48Documento8 páginas376-Manual RT27-RT48RAUL MENDEZAinda não há avaliações
- Apoyo LinierosDocumento591 páginasApoyo Linierosjosue sotoAinda não há avaliações
- Tor Qui MetroDocumento53 páginasTor Qui Metroelbandolero789Ainda não há avaliações
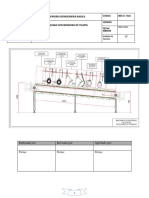
- Memoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Documento12 páginasMemoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Luis AAinda não há avaliações
- Medicion y CalibracionDocumento26 páginasMedicion y CalibracionHaroldAinda não há avaliações
- MAQ. MIN 24 - SEM 2 - EQUIPOS DE CARGA MINERÍA SUBT. - CONVENCIONALDocumento45 páginasMAQ. MIN 24 - SEM 2 - EQUIPOS DE CARGA MINERÍA SUBT. - CONVENCIONALabel1antonio1orellanAinda não há avaliações
- RechazadoDocumento11 páginasRechazadoUriel Chino100% (1)
- Maquinaria minera: cálculos de tiempo de perforación y transporteDocumento34 páginasMaquinaria minera: cálculos de tiempo de perforación y transporteJac AraujoAinda não há avaliações
- Articles-181863 RecursoDocumento13 páginasArticles-181863 RecursoJordan ConchaAinda não há avaliações
- 04.3 11 Determinación Perfil Levas de Un Motor A Combustión InternaDocumento15 páginas04.3 11 Determinación Perfil Levas de Un Motor A Combustión InternateodoroAinda não há avaliações
- 04 Rastrillaje y Cable CarrilDocumento50 páginas04 Rastrillaje y Cable CarrilJose Victor Briceño UrquizaAinda não há avaliações
- Memoria de Agua Contra Incendio 01Documento4 páginasMemoria de Agua Contra Incendio 01Walo ASAinda não há avaliações
- Recuperación de TuberíaDocumento44 páginasRecuperación de TuberíaLuis Guillermo Herrera Jr.100% (2)
- Valvula Esfera Empotrar KansasDocumento3 páginasValvula Esfera Empotrar KansasAleix Garcia100% (1)
- Secadoras Industriales Maquinas para Lavaderos Instalacion H ClarusDocumento52 páginasSecadoras Industriales Maquinas para Lavaderos Instalacion H ClarusAgustin FernandezAinda não há avaliações
- Winche - Rastrillaje: Características, componentes y cálculosDocumento34 páginasWinche - Rastrillaje: Características, componentes y cálculosRaulPechoPecho100% (1)
- Informe 1 - OxicorteDocumento14 páginasInforme 1 - OxicorteLuis Anthony Leon DiazAinda não há avaliações
- Cke 3 PDFDocumento2 páginasCke 3 PDFJonathan SánchezAinda não há avaliações
- Maq. Min 23 - Sem 2 - Equipos de Carga para Minería Subterránea ConvencionalDocumento45 páginasMaq. Min 23 - Sem 2 - Equipos de Carga para Minería Subterránea ConvencionalAngelo David Reyes GamarraAinda não há avaliações
- Gas en Baja PresionDocumento135 páginasGas en Baja PresionRoberto Poseck DemierreAinda não há avaliações
- Calderas JCT Mantenimiento OCTUBREDocumento11 páginasCalderas JCT Mantenimiento OCTUBREscsancheza428Ainda não há avaliações
- Diseño en Acero y MaderaDocumento26 páginasDiseño en Acero y MaderaManuel Paucar BenitesAinda não há avaliações
- ARCHIVO - APUNTES Y TABLAS - TORNO 2021 - TornoDocumento14 páginasARCHIVO - APUNTES Y TABLAS - TORNO 2021 - TornoRicardo Ariel Condorí Cruz100% (2)
- Threaded Ends Check Valve Class 800 Piston TypeDocumento3 páginasThreaded Ends Check Valve Class 800 Piston Typecarlos-roAinda não há avaliações
- Cilindro HidraulicoDocumento11 páginasCilindro HidraulicoFabian SalazarAinda não há avaliações
- PRESENTACION - Nudos y Cables PDFDocumento71 páginasPRESENTACION - Nudos y Cables PDFoscargarciasoto100% (1)
- Valvula Cimberio BolaDocumento2 páginasValvula Cimberio BolaJuan Carlos Muñante De La CruzAinda não há avaliações
- Reporte Ensayo de Veleta Miniatura.Documento8 páginasReporte Ensayo de Veleta Miniatura.Christian HernandezAinda não há avaliações
- Presios Perforacion PetroleraDocumento59 páginasPresios Perforacion PetroleraMelania Garcia ArnezAinda não há avaliações
- SP 50100Documento2 páginasSP 50100delcololaluna100% (8)
- GUIA TorqueDocumento8 páginasGUIA Torqueandrea.escobarAinda não há avaliações
- Chockfast OrangeDocumento8 páginasChockfast OrangeCarlos Rosselló PadrónAinda não há avaliações
- Documento 4Documento29 páginasDocumento 4yolijimAinda não há avaliações
- Fabricación de tapones aglomerados. MAMA0109No EverandFabricación de tapones aglomerados. MAMA0109Ainda não há avaliações
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteNo EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAinda não há avaliações
- Guías Parramón para empezar a pintar. AerógrafoNo EverandGuías Parramón para empezar a pintar. AerógrafoAinda não há avaliações
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108No EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Ainda não há avaliações
- UF2245 - Diagnosis de averías en pequeños electrodomésticos y herramientas elécticasNo EverandUF2245 - Diagnosis de averías en pequeños electrodomésticos y herramientas elécticasNota: 5 de 5 estrelas5/5 (1)
- Reparación de productos de guarnicionería. TCPF0110No EverandReparación de productos de guarnicionería. TCPF0110Ainda não há avaliações
- Producción de tapones y discos de corcho natural y tapones multipieza. MAMA0109No EverandProducción de tapones y discos de corcho natural y tapones multipieza. MAMA0109Ainda não há avaliações
- Diseño de utillajes, matricería y prototipado con SolidWorksNo EverandDiseño de utillajes, matricería y prototipado con SolidWorksNota: 3 de 5 estrelas3/5 (1)
- 4 ATP-ADP y Transf EnergDocumento11 páginas4 ATP-ADP y Transf EnergAlexiselectro NickAinda não há avaliações
- 8 Silabo - Mantt.de Maquinaria e Inst Indus.Documento8 páginas8 Silabo - Mantt.de Maquinaria e Inst Indus.Alexiselectro NickAinda não há avaliações
- AdquiDocumento10 páginasAdquiAlexiselectro NickAinda não há avaliações
- Formulario FiabilidadDocumento3 páginasFormulario FiabilidadAlexiselectro NickAinda não há avaliações
- Diagrama de FlujoDocumento1 páginaDiagrama de FlujoAlexiselectro NickAinda não há avaliações
- Aplicaciones de La Turbina A VaporDocumento2 páginasAplicaciones de La Turbina A VaporAlexiselectro NickAinda não há avaliações
- Calculadoras PDFDocumento77 páginasCalculadoras PDFalanconde5454Ainda não há avaliações
- Sistema de comercialización de PRASOL - Lácteos Santillán y su incidencia en el posicionamiento de mercadoDocumento124 páginasSistema de comercialización de PRASOL - Lácteos Santillán y su incidencia en el posicionamiento de mercadoAlexiselectro NickAinda não há avaliações
- Mecánica de FracturasDocumento242 páginasMecánica de FracturasJosé Miguel LO100% (3)
- Mejora Enfocada y Mantenimiento AutonómoDocumento46 páginasMejora Enfocada y Mantenimiento AutonómoAlexiselectro NickAinda não há avaliações
- Guía compra máquina seguraDocumento78 páginasGuía compra máquina seguraAnonymous ydxGoChAinda não há avaliações
- FABRICA DE LECHE-Modelo PDFDocumento1 páginaFABRICA DE LECHE-Modelo PDFAlexiselectro NickAinda não há avaliações
- Conceptos Básicos de Mantenimiento PDFDocumento38 páginasConceptos Básicos de Mantenimiento PDFAlexiselectro NickAinda não há avaliações
- Tipos Mtto 1Documento38 páginasTipos Mtto 1Alexiselectro NickAinda não há avaliações
- Bulbo RaquìdeoDocumento12 páginasBulbo RaquìdeoAlexiselectro Nick100% (1)
- Bulbo RaquìdeoDocumento12 páginasBulbo RaquìdeoAlexiselectro Nick100% (1)
- Curvas de Polarización Reales y AparentesDocumento27 páginasCurvas de Polarización Reales y AparentesJairo Espinosa ViloriaAinda não há avaliações
- Análisis de Las Fallas en Transformadores Causadas Por La Operación Del Pararrayos Ante Sobretensiones ExternasDocumento13 páginasAnálisis de Las Fallas en Transformadores Causadas Por La Operación Del Pararrayos Ante Sobretensiones ExternasRaul MayorgaAinda não há avaliações
- Solucionario E - Galindo Sección 2.6Documento7 páginasSolucionario E - Galindo Sección 2.6EstalinGunza100% (1)
- FICHASDocumento9 páginasFICHASAlexiselectro NickAinda não há avaliações
- Eje TorneadoDocumento1 páginaEje TorneadoAlexiselectro NickAinda não há avaliações
- Schaum Estadistica 2da Edicion Murray R Spieguel PDFDocumento7 páginasSchaum Estadistica 2da Edicion Murray R Spieguel PDFAlexiselectro NickAinda não há avaliações
- Análisis Del Movimiento Dependiente Absoluto de Dos PartículasDocumento5 páginasAnálisis Del Movimiento Dependiente Absoluto de Dos PartículasAlexiselectro NickAinda não há avaliações
- Diseño de TurbinaDocumento11 páginasDiseño de TurbinaAlexiselectro NickAinda não há avaliações
- Diagrama de Hierro Carbono PDFDocumento1 páginaDiagrama de Hierro Carbono PDFAlexiselectro NickAinda não há avaliações
- Diario de Notas 1Documento3 páginasDiario de Notas 1Alexiselectro NickAinda não há avaliações
- Primeros AuxiliosDocumento12 páginasPrimeros AuxiliosCharly NogueiraAinda não há avaliações
- Qui MicaDocumento16 páginasQui MicaAlexiselectro NickAinda não há avaliações
- Modelo de Diario o Resumen de ClaseDocumento1 páginaModelo de Diario o Resumen de ClaseAlex Tenicota GarciaAinda não há avaliações
- Desmontaje y Montaje de Cajan de Cambios PDFDocumento8 páginasDesmontaje y Montaje de Cajan de Cambios PDFmartina trujillo100% (1)
- Tarimas PDFDocumento88 páginasTarimas PDFalfonzo555Ainda não há avaliações
- Bajaj Boxer 150cc 2018Documento52 páginasBajaj Boxer 150cc 2018Ramiro CastilloAinda não há avaliações
- Manual de Servicio Fastwind 220rDocumento157 páginasManual de Servicio Fastwind 220rjeestec87% (23)
- 03 Empalmar Tubos PVC, CPVC, PPDocumento82 páginas03 Empalmar Tubos PVC, CPVC, PPDIEGO ALEXANDER CALDERON CALISAYA100% (2)
- Taller para Niños de 8 A 13 AñosDocumento7 páginasTaller para Niños de 8 A 13 Añosraquel elizabeth rojas peñaAinda não há avaliações
- Guía de herramientas de tallerDocumento7 páginasGuía de herramientas de tallerFabian Lisandro AlvaradoAinda não há avaliações
- Diseño de Elementos de Máquinas - V. M. Faires (4ta Edición)Documento411 páginasDiseño de Elementos de Máquinas - V. M. Faires (4ta Edición)EstebanAinda não há avaliações
- Catalogo Unicanales y HerrajesDocumento33 páginasCatalogo Unicanales y HerrajesEdgar HurtadoAinda não há avaliações
- Presostato Electronico HydacDocumento4 páginasPresostato Electronico HydacEddy Quevedo MezaAinda não há avaliações
- Topografia, Unidad 3, Tema 3.3, 3.4 y 3Documento14 páginasTopografia, Unidad 3, Tema 3.3, 3.4 y 3Angel ZacahulaAinda não há avaliações
- A1. - Elementos de UniónDocumento21 páginasA1. - Elementos de UniónRobertoAinda não há avaliações
- Interruptores y pulsadores con luz pilotoDocumento1 páginaInterruptores y pulsadores con luz pilotoHumberto SandovalAinda não há avaliações
- Herramientas ManualesDocumento3 páginasHerramientas Manualesproyectos 2021Ainda não há avaliações
- Especificaciones para juntas estructurales con tornillos A325 y A490Documento2 páginasEspecificaciones para juntas estructurales con tornillos A325 y A490Aldo Florencio Salazar camposAinda não há avaliações
- Holguras en El Mecanismo de Accionamiento de Las VálvulasDocumento3 páginasHolguras en El Mecanismo de Accionamiento de Las VálvulasAngel R. Ulloa PalmaAinda não há avaliações
- EmffDocumento158 páginasEmffDaniel Torres QuispeAinda não há avaliações
- Lista de PreciosDocumento73 páginasLista de PreciosYako Castro AlvaradoAinda não há avaliações
- Tema 5Documento20 páginasTema 5josetroxi96Ainda não há avaliações
- Plomeria P MujeresDocumento24 páginasPlomeria P MujeresBridget JonesAinda não há avaliações
- Sostenimiento Con PernosDocumento16 páginasSostenimiento Con PernosRetZa MargorettAinda não há avaliações
- Torque Motor - 1.6LDocumento3 páginasTorque Motor - 1.6LJose A Luis100% (1)
- Sacar El Paragolpe Delantero Suran FoxDocumento2 páginasSacar El Paragolpe Delantero Suran FoxGabriel0% (1)
- Especificacion Tuberia Diseño (Imp)Documento88 páginasEspecificacion Tuberia Diseño (Imp)Ing TelloAinda não há avaliações
- Montaje estructuras aeronavesDocumento41 páginasMontaje estructuras aeronavesSamuel David Jaramillo RodríguezAinda não há avaliações
- CX330 Tier3 - ESSSDocumento196 páginasCX330 Tier3 - ESSSElmer Lagua Malpaso88% (8)
- Manual LG WM9WB6Documento48 páginasManual LG WM9WB6Ivan MunozAinda não há avaliações
- CancamosDocumento4 páginasCancamosSergio PluchinskyAinda não há avaliações
- VH-60 HP Manual - FINAL - ES-LADocumento30 páginasVH-60 HP Manual - FINAL - ES-LAYuliana Andrea Zapata Rubio100% (1)
- Manual Bomba Alta Presión HydraboltDocumento40 páginasManual Bomba Alta Presión Hydraboltwilson67% (3)