Você também pode gostar
- New Approach To Predicting Bearing FailureDocumento11 páginasNew Approach To Predicting Bearing FailureyancAinda não há avaliações
- ISO 10816-21 Wind TurbineDocumento14 páginasISO 10816-21 Wind TurbineΡαφαηλ Καμ.100% (1)
- Barden Bearing Failures Us enDocumento15 páginasBarden Bearing Failures Us enIbrahimElKelany100% (1)
- Iso Noremark PDFDocumento86 páginasIso Noremark PDFimran sheikh100% (1)
- Manager, Turbomachinery, Generation Group Electric Power Research Institute Palo Alto, CaliforniaDocumento20 páginasManager, Turbomachinery, Generation Group Electric Power Research Institute Palo Alto, CaliforniaAhtsham Ahmad100% (1)
- Daniel Bloom - The Excellent Education System - Using Six Sigma To Transform Schools (2018, Productivity Press - CRC Press)Documento213 páginasDaniel Bloom - The Excellent Education System - Using Six Sigma To Transform Schools (2018, Productivity Press - CRC Press)RobertoAvilaVázquezAinda não há avaliações
- Key of Effective Reliability ManagementDocumento6 páginasKey of Effective Reliability ManagementyancAinda não há avaliações
- 0.pressure Locking Gate VLVDocumento20 páginas0.pressure Locking Gate VLVyancAinda não há avaliações
- 4 Water Services Pump Curves PDFDocumento57 páginas4 Water Services Pump Curves PDFyancAinda não há avaliações
- Key of Effective Reliability ManagementDocumento6 páginasKey of Effective Reliability ManagementyancAinda não há avaliações
- NSK CAT E1102m A105-113 PDFDocumento5 páginasNSK CAT E1102m A105-113 PDFyancAinda não há avaliações
- FBC BOILER BIOMASS FUELSDocumento2 páginasFBC BOILER BIOMASS FUELSsvprabhu123Ainda não há avaliações
- Oil FundamentalsDocumento56 páginasOil FundamentalsRolando DaclanAinda não há avaliações
- Detecting Faulty Rolling Element BearingDocumento4 páginasDetecting Faulty Rolling Element BearingyancAinda não há avaliações
- Introduction To Rotor Dynamics Critical Speed and Unbalance Response Analysis E. J. Gunter LinkedDocumento65 páginasIntroduction To Rotor Dynamics Critical Speed and Unbalance Response Analysis E. J. Gunter LinkedyancAinda não há avaliações
- Oil Analysis Basics: How Reports Show Wear & PerformanceDocumento20 páginasOil Analysis Basics: How Reports Show Wear & PerformanceRoozbeh PAinda não há avaliações
- Equipment Criticality TutorialDocumento7 páginasEquipment Criticality TutorialmailboxofmurliAinda não há avaliações
- Condition Monitoring by Vibration AnalysisDocumento147 páginasCondition Monitoring by Vibration AnalysisyancAinda não há avaliações
- Paper Oil Analysis in Machine Diagnostic PDFDocumento80 páginasPaper Oil Analysis in Machine Diagnostic PDFj.mabukaAinda não há avaliações
- Observations of Dynamic Responses of MisalignmentsDocumento9 páginasObservations of Dynamic Responses of MisalignmentsRABIU M RABIUAinda não há avaliações
- R&T 2008 - Principles and Practices of Vibrational Analysis - KeeferDocumento64 páginasR&T 2008 - Principles and Practices of Vibrational Analysis - KeeferashishmathewAinda não há avaliações
- Crest FactorDocumento2 páginasCrest Factorankurmalviya123Ainda não há avaliações
- R&T 2008 - Principles and Practices of Vibrational Analysis - KeeferDocumento64 páginasR&T 2008 - Principles and Practices of Vibrational Analysis - KeeferashishmathewAinda não há avaliações
- Oil Analysis OverviewDocumento36 páginasOil Analysis OverviewWaleed El-azabAinda não há avaliações
- Shock Pulse MeasuringDocumento4 páginasShock Pulse MeasuringyancAinda não há avaliações
- Acid Dew Point - Encyclopedia Article - CitizendiumDocumento4 páginasAcid Dew Point - Encyclopedia Article - Citizendiuminsult2injury100% (1)
- Paper Oil Analysis in Machine Diagnostic PDFDocumento80 páginasPaper Oil Analysis in Machine Diagnostic PDFj.mabukaAinda não há avaliações
- AN011 Basics of Structural Testing Analysis PDFDocumento16 páginasAN011 Basics of Structural Testing Analysis PDFdejavu_45Ainda não há avaliações
- Fatigue ANalysis SN CurveDocumento11 páginasFatigue ANalysis SN CurveM Rafiq RajaAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Performance Appraisal Form From IndustryDocumento2 páginasPerformance Appraisal Form From IndustryJaspal SinghAinda não há avaliações
- Online Ticket Reservation SystemDocumento100 páginasOnline Ticket Reservation SystemPiya SharmaAinda não há avaliações
- AGA3Documento1 páginaAGA3Alan BkAinda não há avaliações
- VW Golf Diagnostic Scan Reveals Multiple Fault CodesDocumento17 páginasVW Golf Diagnostic Scan Reveals Multiple Fault Codeskikin strongAinda não há avaliações
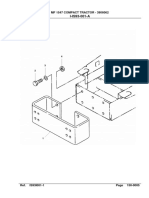
- MF1547Front Linkage - Seat PDFDocumento18 páginasMF1547Front Linkage - Seat PDFAhmad Ali NursahidinAinda não há avaliações
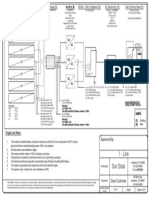
- Cable Diagram: Technical Data SheetDocumento1 páginaCable Diagram: Technical Data SheetCharlie MendozaAinda não há avaliações
- TM 1001 AVEVA Plant 12 1 PDMS Foundations Rev 3 0 PDFDocumento153 páginasTM 1001 AVEVA Plant 12 1 PDMS Foundations Rev 3 0 PDFPolarogramaAinda não há avaliações
- Loyalty Program Description PDFDocumento7 páginasLoyalty Program Description PDFJayjay latiAinda não há avaliações
- Chain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentDocumento1 páginaChain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentRavindra MahadeokarAinda não há avaliações
- Al Washali2016Documento17 páginasAl Washali2016tomi wirawanAinda não há avaliações
- Watershed & Four Water ConceptDocumento31 páginasWatershed & Four Water ConceptNarendra SinghAinda não há avaliações
- Checklist For BrickworkDocumento2 páginasChecklist For Brickworkइंजि कौस्तुभ पवारAinda não há avaliações
- Rigging View Modular Overland ConveyorDocumento84 páginasRigging View Modular Overland Conveyorrtyuibnm100% (2)
- High-Temp, Non-Stick Ceramic Cookware CoatingDocumento3 páginasHigh-Temp, Non-Stick Ceramic Cookware CoatingTomescu MarianAinda não há avaliações
- NETWORKING Top 100 interview questionsDocumento22 páginasNETWORKING Top 100 interview questionsyrikki0% (1)
- CV Template ReceptionistDocumento2 páginasCV Template ReceptionistMuhammad Waqas LatifAinda não há avaliações
- REEM Document SubmissionDocumento8 páginasREEM Document Submissionkiller120Ainda não há avaliações
- Badger Range Guard Wet Chemical Cylinder Assemblies: FeaturesDocumento4 páginasBadger Range Guard Wet Chemical Cylinder Assemblies: FeaturesLee WenjianAinda não há avaliações
- Bitcoin Thesis FinalDocumento18 páginasBitcoin Thesis Finalapi-319365102Ainda não há avaliações
- Asi X Packer 105243965Documento3 páginasAsi X Packer 105243965Esteban RochaAinda não há avaliações
- Design of Coin Sorter Counter Based On MCU: Articles You May Be Interested inDocumento5 páginasDesign of Coin Sorter Counter Based On MCU: Articles You May Be Interested inArchana BenkarAinda não há avaliações
- Fortigate Ipv6 54Documento64 páginasFortigate Ipv6 54Fredy Gualdron VargasAinda não há avaliações
- LOR Engineering Excellence Journal 2013Documento77 páginasLOR Engineering Excellence Journal 2013marcinek77Ainda não há avaliações
- AC - ADENIYI MARUF OPEYEMI - FEBRUARY, 2023 - 2148745001 - FullStmtDocumento6 páginasAC - ADENIYI MARUF OPEYEMI - FEBRUARY, 2023 - 2148745001 - FullStmtmophadmophadAinda não há avaliações
- Sample Solar Permit Plan - 1 Line Drawing PDFDocumento1 páginaSample Solar Permit Plan - 1 Line Drawing PDFSAEL SOLARAinda não há avaliações
- MSP430 Assembly Lab Manual for Number RepresentationDocumento6 páginasMSP430 Assembly Lab Manual for Number Representation2017 Koh Guan TsinAinda não há avaliações
- Value Chain Engineering Assignemnt IIDocumento22 páginasValue Chain Engineering Assignemnt IImaria50% (2)
- IEEEtran HOWTO PDFDocumento28 páginasIEEEtran HOWTO PDFMario CruzAinda não há avaliações
- Classful IP Addressing (Cont.) : Address Prefix Address SuffixDocumento25 páginasClassful IP Addressing (Cont.) : Address Prefix Address SuffixGetachew ShambelAinda não há avaliações
- Serrano y Olalla - Linearization of The Hoek y BrownDocumento11 páginasSerrano y Olalla - Linearization of The Hoek y BrownEsteban JamettAinda não há avaliações