Você também pode gostar
- 7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDDocumento16 páginas7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDthmaraishriAinda não há avaliações
- Piping Class B31Documento142 páginasPiping Class B31interx00Ainda não há avaliações
- GP 09-04-01Documento31 páginasGP 09-04-01Anbarasan Perumal100% (1)
- AB-036090-001 Joints For Cement Lined PipeDocumento1 páginaAB-036090-001 Joints For Cement Lined Pipenarutothunderjet216100% (1)
- Pip STF-05520Documento7 páginasPip STF-05520mahmoodhassan79563100% (2)
- Hilti Anchor Specification GuidelineDocumento3 páginasHilti Anchor Specification GuidelineenggmohanAinda não há avaliações
- AWWA D100 Tension TableDocumento1 páginaAWWA D100 Tension Tablejojo_323Ainda não há avaliações
- Equipment List Including Long Lead ItemsDocumento6 páginasEquipment List Including Long Lead Itemspapilolo2008Ainda não há avaliações
- RC Vs Steel PiperackDocumento4 páginasRC Vs Steel PiperacksinambeladavidAinda não há avaliações
- Bolt-Gfs Tank CatlogueDocumento13 páginasBolt-Gfs Tank CatlogueSALES IQWATERAinda não há avaliações
- Petronas Carigali Sdn. Bhd. Inspection Test Record (Itr) - ADocumento5 páginasPetronas Carigali Sdn. Bhd. Inspection Test Record (Itr) - AAbang Shahrin Abang IdinAinda não há avaliações
- Systems Fender: Handling, Storage, Installation and Maintenance ManualDocumento34 páginasSystems Fender: Handling, Storage, Installation and Maintenance Manualvinaysa18gmailcom100% (1)
- Jis g3456 Grade STPT 410 Pipes PDFDocumento1 páginaJis g3456 Grade STPT 410 Pipes PDFMitul MehtaAinda não há avaliações
- Figure: Pipe Design Concept: S S SS SDocumento2 páginasFigure: Pipe Design Concept: S S SS SNobitaKunAinda não há avaliações
- Shell Corrosion Allowance For Aboveground Storage Tanks: Debra Tetteh-Wayoe, P.EngDocumento8 páginasShell Corrosion Allowance For Aboveground Storage Tanks: Debra Tetteh-Wayoe, P.Engkhabiran100% (1)
- Remidol 4000Documento6 páginasRemidol 4000maheshAinda não há avaliações
- Itp For Fabrication Steel Structure of Warehouse and WorkshopDocumento6 páginasItp For Fabrication Steel Structure of Warehouse and WorkshopPhong Do100% (1)
- Cold Bending FdatDocumento1 páginaCold Bending FdatAnonymous AdofXEYAgE100% (1)
- Inspection Release NoteDocumento1 páginaInspection Release NoteNur WijiantoAinda não há avaliações
- Iqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Documento37 páginasIqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Ali MajeedAinda não há avaliações
- PFI ES 16 - 2013 EditionDocumento11 páginasPFI ES 16 - 2013 EditionArcadio Duran100% (1)
- Rubber Gasket (Full Face in Flat Face Flanges) Installation & TorqueDocumento4 páginasRubber Gasket (Full Face in Flat Face Flanges) Installation & Torquecavillalobosb8167Ainda não há avaliações
- 12 Structural Integrity Management - Ersdal - PtilDocumento10 páginas12 Structural Integrity Management - Ersdal - PtilEyoma EtimAinda não há avaliações
- Example Sizing Ows Calculation Per API 421Documento1 páginaExample Sizing Ows Calculation Per API 421reninbabaskiAinda não há avaliações
- Final NAAMM Pipe RailingDocumento50 páginasFinal NAAMM Pipe RailingricosanojuanAinda não há avaliações
- Conduit Installation GuideDocumento10 páginasConduit Installation GuidelaxmandohanAinda não há avaliações
- API Tank Settlement PDFDocumento2 páginasAPI Tank Settlement PDFMuhammad BilalAinda não há avaliações
- Technical Manual - 2000 USG Horizontal Lined Acid TankDocumento20 páginasTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyAinda não há avaliações
- Recommendations For FRP VesselsDocumento2 páginasRecommendations For FRP VesselsA. Adriano UreñaAinda não há avaliações
- DEP 34.28.00.33-Gen. Onshore Ancillary Steel StructuresDocumento15 páginasDEP 34.28.00.33-Gen. Onshore Ancillary Steel StructuresinnovativekarthiAinda não há avaliações
- Universal Beam PropertiesDocumento4 páginasUniversal Beam PropertiesniroshniroshAinda não há avaliações
- Warning Tape Compliance Sheet-1Documento3 páginasWarning Tape Compliance Sheet-1Abou Backer Sittique100% (1)
- Tank - Design and AnalysisDocumento4 páginasTank - Design and Analysissammar_10Ainda não há avaliações
- Sample Itp For VesselDocumento10 páginasSample Itp For VesselWijayanto BekasiAinda não há avaliações
- Lionweld Kennedy GratingDocumento40 páginasLionweld Kennedy Gratingscribd-123Ainda não há avaliações
- GRP Pipe For SeawaterDocumento22 páginasGRP Pipe For Seawatersethu1091100% (2)
- Method Statement For UNDERGROUND SS WRAPSDocumento13 páginasMethod Statement For UNDERGROUND SS WRAPSJayakrishnan Radhakrishnan100% (1)
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Documento0 páginaPipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Siddiqui Abdul KhaliqAinda não há avaliações
- Astm - A761 A761m 04 (2009)Documento8 páginasAstm - A761 A761m 04 (2009)nugroho teguhAinda não há avaliações
- ES.0.06.0021 - Project DossierDocumento31 páginasES.0.06.0021 - Project DossierSaravanan Varadarajan100% (1)
- ASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and TubeDocumento6 páginasASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and Tubeanoop100% (1)
- Draw Off Sump PDFDocumento2 páginasDraw Off Sump PDFpradeep4545Ainda não há avaliações
- FRP Above Ground Installation ManualDocumento32 páginasFRP Above Ground Installation ManualCarlos GutierrezAinda não há avaliações
- 020 - Tank Settlement Inspection ReportDocumento1 página020 - Tank Settlement Inspection ReportDelil OzanAinda não há avaliações
- Vefv1100m 2009Documento50 páginasVefv1100m 2009sajadbeAinda não há avaliações
- PVC CPVC Physical Properties and Astm Specifications For Piping PDFDocumento1 páginaPVC CPVC Physical Properties and Astm Specifications For Piping PDFShahfaraz AhmadAinda não há avaliações
- Complete PackageDocumento105 páginasComplete PackagesarangpuneAinda não há avaliações
- Vecom - Japanese BlackDocumento2 páginasVecom - Japanese Blackdiaccessltd_17172961Ainda não há avaliações
- Tank Annular Plate SealingDocumento4 páginasTank Annular Plate Sealingnikita6969Ainda não há avaliações
- Scaffold ChecklistDocumento5 páginasScaffold ChecklistMohamed GhariebAinda não há avaliações
- DVS Code ListDocumento7 páginasDVS Code ListAudia Vivian0% (1)
- QP - spc.L.007 R1-Heat Shrink Sleeves For Corrosion Protection of PipelinDocumento24 páginasQP - spc.L.007 R1-Heat Shrink Sleeves For Corrosion Protection of PipelinJagadeesh PuppalaAinda não há avaliações
- UIG Specifications For AWWA D103 Glass Fused To Steel Storage Tanks 08.05.14Documento13 páginasUIG Specifications For AWWA D103 Glass Fused To Steel Storage Tanks 08.05.14Claudio Felipe Campos ArayaAinda não há avaliações
- Elevated SpecsDocumento14 páginasElevated SpecsSure ConsultancyAinda não há avaliações
- Elevated Water Storage Tank Specification Composite Pedestal DesignDocumento11 páginasElevated Water Storage Tank Specification Composite Pedestal DesignashwiniAinda não há avaliações
- ElevatedDocumento11 páginasElevatedSebastián ReyesAinda não há avaliações
- Sample FRP Tank SpecificationDocumento8 páginasSample FRP Tank Specificationapparaokr100% (1)
- FRP Tank Specifications PDFDocumento5 páginasFRP Tank Specifications PDFRagh100% (1)
- Solar Car Park CanopyDocumento6 páginasSolar Car Park CanopyAnish BabuAinda não há avaliações
- Bolted Water Tank SpecsDocumento7 páginasBolted Water Tank SpecsMakulay Ang BuhayAinda não há avaliações
- 30.99.76.1603.2 Anchor Bolts DetailsDocumento1 página30.99.76.1603.2 Anchor Bolts DetailskarunaAinda não há avaliações
- Bottom Plate Layout For Diesel Bulk Storage TankDocumento1 páginaBottom Plate Layout For Diesel Bulk Storage Tankkaruna100% (1)
- Bitumen Tank Capacity 100tDocumento1 páginaBitumen Tank Capacity 100tkarunaAinda não há avaliações
- Earthquak Analysis in AnsysDocumento14 páginasEarthquak Analysis in AnsysIgor GjorgjievAinda não há avaliações
- Capitol Medical Center, Inc. v. NLRCDocumento14 páginasCapitol Medical Center, Inc. v. NLRCFidel Rico NiniAinda não há avaliações
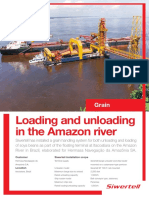
- Casesheet 086 Siwertell Hermasa Brazil Grain Unloader TerminalDocumento2 páginasCasesheet 086 Siwertell Hermasa Brazil Grain Unloader TerminalersAinda não há avaliações
- Eastern Bank Limited: Name: ID: American International University of Bangladesh Course Name: Faculty Name: Due DateDocumento6 páginasEastern Bank Limited: Name: ID: American International University of Bangladesh Course Name: Faculty Name: Due DateTasheen MahabubAinda não há avaliações
- Negative Sequence Current in Wind Turbines Type 3 1637954804Documento6 páginasNegative Sequence Current in Wind Turbines Type 3 1637954804Chandra R. SirendenAinda não há avaliações
- Dolby Atmos Specifications PDFDocumento24 páginasDolby Atmos Specifications PDFVanya ValdovinosAinda não há avaliações
- COMMUNICATIONS Formulas and ConceptsDocumento24 páginasCOMMUNICATIONS Formulas and ConceptsAllan Paul Lorenzo Abando76% (17)
- Hardening'-Australian For Transformation: A Monograph by MAJ David J. Wainwright Australian Regular ArmyDocumento89 páginasHardening'-Australian For Transformation: A Monograph by MAJ David J. Wainwright Australian Regular ArmyJet VissanuAinda não há avaliações
- Br2e Int Readingfile10 PDFDocumento2 páginasBr2e Int Readingfile10 PDFSanti RodriguezAinda não há avaliações
- AFAR Problems PrelimDocumento11 páginasAFAR Problems PrelimLian Garl100% (8)
- Efecto de Superdesintegrantes en La Disolución de Drogas CatiónicasDocumento6 páginasEfecto de Superdesintegrantes en La Disolución de Drogas CatiónicascbcalderonAinda não há avaliações
- LaMOT Rupture DiscsDocumento20 páginasLaMOT Rupture Discshlrich99Ainda não há avaliações
- KFF in OAF Page-GyanDocumento4 páginasKFF in OAF Page-Gyangyan darpanAinda não há avaliações
- A Comprehensive Review On Renewable and Sustainable Heating Systems For Poultry FarmingDocumento22 páginasA Comprehensive Review On Renewable and Sustainable Heating Systems For Poultry FarmingPl TorrAinda não há avaliações
- Sample Pilots ChecklistDocumento2 páginasSample Pilots ChecklistKin kei MannAinda não há avaliações
- MAS-02 Cost Terms, Concepts and BehaviorDocumento4 páginasMAS-02 Cost Terms, Concepts and BehaviorMichael BaguyoAinda não há avaliações
- Mittal Corp LTD 22ND November 2022Documento4 páginasMittal Corp LTD 22ND November 2022Etrans 9Ainda não há avaliações
- MGT 201 Midterm Exam, Version BDocumento8 páginasMGT 201 Midterm Exam, Version BCybelle TradAinda não há avaliações
- Easy Pictionary Words: Angel Eyeball PizzaDocumento3 páginasEasy Pictionary Words: Angel Eyeball Pizzakathy158Ainda não há avaliações
- Curriculum Vitae H R VijayDocumento8 páginasCurriculum Vitae H R VijayvijaygowdabdvtAinda não há avaliações
- RA 9184 & RA 3019 NotesDocumento5 páginasRA 9184 & RA 3019 Notesleng_evenAinda não há avaliações
- Lecture 3 - Marriage and Marriage PaymentsDocumento11 páginasLecture 3 - Marriage and Marriage PaymentsGrace MguniAinda não há avaliações
- Pa 28 151 161 - mmv1995 PDFDocumento585 páginasPa 28 151 161 - mmv1995 PDFJonatan JonatanBernalAinda não há avaliações
- Maverick Research: World Order 2.0: The Birth of Virtual NationsDocumento9 páginasMaverick Research: World Order 2.0: The Birth of Virtual NationsСергей КолосовAinda não há avaliações
- Median FilteringDocumento30 páginasMedian FilteringK.R.RaguramAinda não há avaliações
- Sahara International Petrochemical Company (SIPCHEM)Documento2 páginasSahara International Petrochemical Company (SIPCHEM)shahbaz1979Ainda não há avaliações
- (1895) Indianapolis Police ManualDocumento122 páginas(1895) Indianapolis Police ManualHerbert Hillary Booker 2ndAinda não há avaliações
- Estanislao Vs CADocumento2 páginasEstanislao Vs CAChammy0% (1)
- The Perceived Barriers and Entrepreneurial Intention of Young Technical ProfessionalsDocumento6 páginasThe Perceived Barriers and Entrepreneurial Intention of Young Technical ProfessionalsAnatta OngAinda não há avaliações
- Riba, Its Types and ImplicationsDocumento37 páginasRiba, Its Types and Implicationsmahamamir012Ainda não há avaliações
- Unit 1: Exercise 1: Match The Words With The Pictures. Use The Words in The BoxDocumento9 páginasUnit 1: Exercise 1: Match The Words With The Pictures. Use The Words in The BoxĐoàn Văn TiếnAinda não há avaliações