Você também pode gostar
- 1era Práctica-Online-ResolucionDocumento2 páginas1era Práctica-Online-ResolucionMiguel Huallpa HAinda não há avaliações
- Datos Experiencia 1Documento2 páginasDatos Experiencia 1Miguel Huallpa HAinda não há avaliações
- MHDocumento1 páginaMHMiguel Huallpa HAinda não há avaliações
- Símbolos Gráficos en ElectricidadDocumento138 páginasSímbolos Gráficos en Electricidadweas77694% (17)
- Martes OChavezDocumento32 páginasMartes OChavezLuis Francisco Calderon EspinozaAinda não há avaliações
- NuevoDocumento7 páginasNuevoMiguel Huallpa HAinda não há avaliações
- Cronograma de Experiencias (ML 125)Documento2 páginasCronograma de Experiencias (ML 125)Joel RiveraAinda não há avaliações
- Malla CurricularDocumento4 páginasMalla CurricularMiguel Huallpa HAinda não há avaliações
- Transformadores de MedidaDocumento3 páginasTransformadores de Medidaerick appleAinda não há avaliações
- Unifilar PDFDocumento1 páginaUnifilar PDFMiguel Huallpa HAinda não há avaliações
- X ZDocumento12 páginasX ZMiguel Huallpa HAinda não há avaliações
- El Neuromarketing Investiga:: Psicología Del ConsumidorDocumento2 páginasEl Neuromarketing Investiga:: Psicología Del ConsumidorMiguel Huallpa HAinda não há avaliações
- Curriculum Vitae DocentesDocumento2.417 páginasCurriculum Vitae DocentesRicardho Jimenez100% (1)
- Rne 010Documento45 páginasRne 010Ximena montesAinda não há avaliações
- EtimologíaDocumento2 páginasEtimologíaMiguel Huallpa HAinda não há avaliações
- Examen Parcial de Fisica I UnmsmDocumento2 páginasExamen Parcial de Fisica I UnmsmMiguel Huallpa H50% (4)
- 2017-2 Uni Cin de Cuerpo Rig-2d 2017-1ufDocumento62 páginas2017-2 Uni Cin de Cuerpo Rig-2d 2017-1ufRosi Marleny Machuca rojasAinda não há avaliações
- 2017-2 Uni Cin de Cuerpo Rig-2d 2017-1ufDocumento62 páginas2017-2 Uni Cin de Cuerpo Rig-2d 2017-1ufRosi Marleny Machuca rojasAinda não há avaliações
- EconomiaDocumento3 páginasEconomiaMiguel Huallpa HAinda não há avaliações
- ACFrOgA3VhqegrD0ya1gyv5XDx9yu1m1jLazyn7jCT ED6txk4Iw6fkvCEi6tJh85dawQAafs4HoG2Mix3Q A - UsN01 QQ8cUd9EwhV9kg1aUCcVMAVssM9Dqspi850 PDFDocumento12 páginasACFrOgA3VhqegrD0ya1gyv5XDx9yu1m1jLazyn7jCT ED6txk4Iw6fkvCEi6tJh85dawQAafs4HoG2Mix3Q A - UsN01 QQ8cUd9EwhV9kg1aUCcVMAVssM9Dqspi850 PDFMiguel Huallpa HAinda não há avaliações
- 06 VigasDocumento12 páginas06 VigasCleo Roman LazoAinda não há avaliações
- Torno CNCDocumento17 páginasTorno CNCMiguel Huallpa HAinda não há avaliações
- Probabilidad CondicionadaDocumento15 páginasProbabilidad CondicionadaAndres AldayAinda não há avaliações
- Informe - ANALISIS-DE-ARENA-2-20 PDFDocumento19 páginasInforme - ANALISIS-DE-ARENA-2-20 PDFMiguel Huallpa HAinda não há avaliações
- SeccionesDocumento1 páginaSeccionesMiguel Huallpa HAinda não há avaliações
- Regiones Con Mayor Ingreso de Canon MineroDocumento3 páginasRegiones Con Mayor Ingreso de Canon MineroMiguel Huallpa HAinda não há avaliações
- Secciones PDFDocumento1 páginaSecciones PDFMiguel Huallpa HAinda não há avaliações
- Chavetas PDFDocumento1 páginaChavetas PDFMiguel Huallpa HAinda não há avaliações
- Ensayo MineriaDocumento3 páginasEnsayo MineriaMiguel Huallpa HAinda não há avaliações
- Semana S1Documento23 páginasSemana S1Persy Brandom Tafur VargasAinda não há avaliações
- Practica #2 Manufactura 1Documento6 páginasPractica #2 Manufactura 1Alexander Encinas Salaues100% (2)
- Procesos de Conformado Plástico de MetalesDocumento22 páginasProcesos de Conformado Plástico de MetalesalbertoAinda não há avaliações
- TAREA3 Procesos de FormadoDocumento8 páginasTAREA3 Procesos de Formadokaty torresAinda não há avaliações
- Planeacion Manufactura-1Documento4 páginasPlaneacion Manufactura-1Henry Esteban Gutemberg VasquezAinda não há avaliações
- Activ 2. Preguntas CuestionarioDocumento1 páginaActiv 2. Preguntas CuestionarioMiguel EduardoAinda não há avaliações
- TP4 IM2 2020 Deformacion VolumetricaDocumento7 páginasTP4 IM2 2020 Deformacion VolumetricaMartin GiovanellaAinda não há avaliações
- TroquelDocumento4 páginasTroquelBryan Fiury EspayqAinda não há avaliações
- Cuestionario Capitulo 19 y 20 Procesos de FabricacionDocumento11 páginasCuestionario Capitulo 19 y 20 Procesos de Fabricacionshinobu50% (2)
- Diseño MazarotaDocumento3 páginasDiseño MazarotaDeyvi AguilarAinda não há avaliações
- Guía #2 - Procesos de Conservación de MasaDocumento3 páginasGuía #2 - Procesos de Conservación de MasaKlever TiguaAinda não há avaliações
- Informe Vinces Graces CalculosDocumento9 páginasInforme Vinces Graces CalculosJeffeson GuañunaAinda não há avaliações
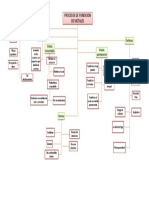
- Mapa Conceptual Proceso de FundicionDocumento1 páginaMapa Conceptual Proceso de FundicionMONICA MARIA PEÑA CHAMARRABYAinda não há avaliações
- TP Doblado 1c-2020 - TfiiDocumento5 páginasTP Doblado 1c-2020 - TfiiMayra AlejandraAinda não há avaliações
- Inventario de Maquinaria PrensasDocumento3 páginasInventario de Maquinaria PrensasYolanda CruzAinda não há avaliações
- TroquelDocumento2 páginasTroquelJuan Juarez MejiaAinda não há avaliações
- Embutición y Diseño Constructivo de MatricesDocumento9 páginasEmbutición y Diseño Constructivo de MatricesKitman Achahui MartinezAinda não há avaliações
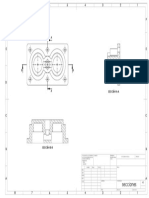
- Plano Principal Troquel BisagraDocumento1 páginaPlano Principal Troquel BisagraELKIN MAURICIO GONZALEZ MONTOYAAinda não há avaliações
- Examen FinalDocumento2 páginasExamen FinalTony StarkAinda não há avaliações
- Fassi F95Documento8 páginasFassi F95gamboloAinda não há avaliações
- Laboratorio de Problemas N3Documento5 páginasLaboratorio de Problemas N3Rafael QuevedoAinda não há avaliações
- Formato de Destructivos de Soldadura Por ExtrusiónDocumento2 páginasFormato de Destructivos de Soldadura Por ExtrusiónIsaac Correa JulcarimaAinda não há avaliações
- Ejercicio ExtrusiónDocumento3 páginasEjercicio ExtrusiónDIEGO OSVALDO OCAMPO RODRIGUEZAinda não há avaliações
- Fundición ModernaDocumento5 páginasFundición Modernaleg2345Ainda não há avaliações
- Ejercicio Mazarota 1Documento2 páginasEjercicio Mazarota 1Leandro ArchivoAinda não há avaliações
- Formulario Procesos de ManufacturaDocumento2 páginasFormulario Procesos de ManufacturaFredy Astete ArticaAinda não há avaliações
- TroquelaciónDocumento14 páginasTroquelaciónChristhian Guerra ChaconAinda não há avaliações
- Toaz - Info This Study Resource Was Ejercicio 1 Una Pieza Cilindrica Se Recalca en Frio en PRDocumento8 páginasToaz - Info This Study Resource Was Ejercicio 1 Una Pieza Cilindrica Se Recalca en Frio en PRjesuchiha2021Ainda não há avaliações
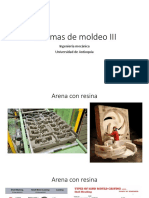
- Sistemas de Moldeo III PDFDocumento25 páginasSistemas de Moldeo III PDFCristian Rojas UlloaAinda não há avaliações
- MapaDocumento1 páginaMapaDaniel celestino villavaAinda não há avaliações
- EJERCICIOS Laminacio-Forjado y ExtruccionDocumento30 páginasEJERCICIOS Laminacio-Forjado y ExtruccionAyr TonAinda não há avaliações