Você também pode gostar
- Resumen de Supply Chain Management de Sunil Chopra y Peter MeindlNo EverandResumen de Supply Chain Management de Sunil Chopra y Peter MeindlNota: 5 de 5 estrelas5/5 (1)
- Informe Final Proyecto Tecno REncauchadoraDocumento38 páginasInforme Final Proyecto Tecno REncauchadoraLuisfer Sanchez PinedaAinda não há avaliações
- Fundamentos de Investigacion Harling-1Documento15 páginasFundamentos de Investigacion Harling-1Ozkar LlergoAinda não há avaliações
- UF1125 - Técnicas de programación en fabricación mecánicaNo EverandUF1125 - Técnicas de programación en fabricación mecánicaAinda não há avaliações
- Mejoramiento Del Flujo y Aumento de La Capacidad de Prestacion de Servicios de Un Taller de Reparacion y Mantenimiento Automotriz a Traves de Estrategias Basadas en Los Principios de La Teoria de RestriccionesDocumento10 páginasMejoramiento Del Flujo y Aumento de La Capacidad de Prestacion de Servicios de Un Taller de Reparacion y Mantenimiento Automotriz a Traves de Estrategias Basadas en Los Principios de La Teoria de RestriccionesJorge BarretoAinda não há avaliações
- Gestion de Mantenimiento 3ER AvanceDocumento22 páginasGestion de Mantenimiento 3ER AvanceJhon ChateAinda não há avaliações
- Propuesta de Un Plan de Mejora para El Area de Taller de La Empresa Ferreyros SDocumento18 páginasPropuesta de Un Plan de Mejora para El Area de Taller de La Empresa Ferreyros Spippo_guevaraAinda não há avaliações
- Herramienta de Autodiagnostico en Economia Circular para EmpresasDocumento71 páginasHerramienta de Autodiagnostico en Economia Circular para EmpresasAlejandra LopezAinda não há avaliações
- Capitulo 1 y 2Documento19 páginasCapitulo 1 y 2nill romanAinda não há avaliações
- A3 KMLDocumento8 páginasA3 KMLKelvin M Lopez100% (1)
- La Investigación de Operaciones y Su Aporte en El Desarrollo de La Empresa Io1Documento6 páginasLa Investigación de Operaciones y Su Aporte en El Desarrollo de La Empresa Io1Kathy Gutierrez Aguirre100% (1)
- Mesa Redonda 3. Grupo3Documento4 páginasMesa Redonda 3. Grupo3Luis Angel NamocAinda não há avaliações
- TAMIZ ROTATIVO Ultima Correcion EN PDFDocumento54 páginasTAMIZ ROTATIVO Ultima Correcion EN PDFAndré Cristhian Canales Canales MezaAinda não há avaliações
- Bonilla - Anderson - Proyecto LogisticaDocumento15 páginasBonilla - Anderson - Proyecto LogisticaVLquez AndersonAinda não há avaliações
- Monografia 2 Formulacion de ProyectosDocumento61 páginasMonografia 2 Formulacion de ProyectosMiguel Angel Garcia GarciaAinda não há avaliações
- Proyecto Integrador 2017 San LorenzoDocumento11 páginasProyecto Integrador 2017 San Lorenzorogelio garciaAinda não há avaliações
- Actividad 2.t3 y Actividad 3.t3 - Eq9Documento19 páginasActividad 2.t3 y Actividad 3.t3 - Eq9Jesús EuanAinda não há avaliações
- Trabajo Escrito Materia VirtualDocumento8 páginasTrabajo Escrito Materia Virtuallaura tatiana espitia pinillaAinda não há avaliações
- Emprendimiento Ev 2 Flotacion FlohDocumento11 páginasEmprendimiento Ev 2 Flotacion FlohjoseAinda não há avaliações
- Iop Concremax TFDocumento17 páginasIop Concremax TFJuliosCSpAinda não há avaliações
- Taller - El Arte de Hacer Rentable Una EmpresaDocumento6 páginasTaller - El Arte de Hacer Rentable Una Empresalaura vanessa ospinaAinda não há avaliações
- Herramientas para Utilizar en El SmedDocumento19 páginasHerramientas para Utilizar en El SmedChelito ChilackAinda não há avaliações
- Pelas Papas 3-1-1Documento38 páginasPelas Papas 3-1-1Gaby SanchezAinda não há avaliações
- U3 - Planificación Estratégica de La Capacidad de ProducciónDocumento48 páginasU3 - Planificación Estratégica de La Capacidad de ProducciónTato FloresAinda não há avaliações
- Proyecto de Hidroponia KarlaDocumento15 páginasProyecto de Hidroponia KarlaKarla Stephany Fuentes HernandezAinda não há avaliações
- Plan de MantenimientoDocumento36 páginasPlan de MantenimientoJuan Carlos G S100% (1)
- Proyecto Final - Gestion de Proyectos DiapositivasDocumento22 páginasProyecto Final - Gestion de Proyectos DiapositivasHéctor Chamba ChinchayAinda não há avaliações
- 2.4 JustificacionDocumento3 páginas2.4 Justificacionfrank yupanquiAinda não há avaliações
- Tesis Final Lopez Mata v4Documento127 páginasTesis Final Lopez Mata v4Abrahan De La CruzAinda não há avaliações
- Planificacion de La Capacidad CuestionarioDocumento5 páginasPlanificacion de La Capacidad CuestionarioAllison FernandezAinda não há avaliações
- Tarea 3 Estrategias de ProcesosDocumento8 páginasTarea 3 Estrategias de ProcesosElizabeth AquinoAinda não há avaliações
- Justificación Del Proyecto de InvestigaciónDocumento6 páginasJustificación Del Proyecto de InvestigaciónFelipe CarvajalAinda não há avaliações
- Cronograma de Inspecion de Tosnos Fresas y Equipos Relacionados Con ManofacturaDocumento56 páginasCronograma de Inspecion de Tosnos Fresas y Equipos Relacionados Con ManofacturaRonitz RVAinda não há avaliações
- Trabajo EpmDocumento15 páginasTrabajo Epmjuan poteAinda não há avaliações
- Análisis de Capitulo 1 Grupo3Documento14 páginasAnálisis de Capitulo 1 Grupo3Claudia Guadalupe Aguilar GuevaraAinda não há avaliações
- Proyecto Final Administración OperacionesDocumento24 páginasProyecto Final Administración Operacionesramon86% (7)
- Practica N°3 CCADocumento6 páginasPractica N°3 CCACesar Balderrama100% (2)
- Tema 4: 1. La Importancia Estrategica de La Decision de CapacidadDocumento5 páginasTema 4: 1. La Importancia Estrategica de La Decision de CapacidadAlejandraAinda não há avaliações
- Innovacion Parte 1Documento10 páginasInnovacion Parte 1Luis AzpilcuetaAinda não há avaliações
- Estructura Del ProyectoDocumento22 páginasEstructura Del Proyectocris lopezAinda não há avaliações
- Ta1 Grupo4Documento23 páginasTa1 Grupo4Raid Nayib Rivera De La CruzAinda não há avaliações
- CapítuloDocumento8 páginasCapítulovilmaAinda não há avaliações
- Administración Estratégica de La Capacidad AquilanoDocumento11 páginasAdministración Estratégica de La Capacidad AquilanoKath VanegasAinda não há avaliações
- MonografiaDocumento15 páginasMonografiaOmarAnguloAlvaradoAinda não há avaliações
- Gestion de La Calidad TotalDocumento26 páginasGestion de La Calidad TotalJEROJAN SOSAAinda não há avaliações
- 2016-101003 Alexander Loza MezaDocumento22 páginas2016-101003 Alexander Loza MezaAlexander Saúl Loza MezaAinda não há avaliações
- Dinacol SaDocumento6 páginasDinacol SaAnonymous ypNBUIAinda não há avaliações
- Tema 3Documento29 páginasTema 3alejandroAinda não há avaliações
- Unidad 6Documento16 páginasUnidad 6Toñita LopezAinda não há avaliações
- Tarea CPFRDocumento4 páginasTarea CPFRIsraelAmayaAinda não há avaliações
- Aind0201 - s2 - Mejora Celda Columnare RougherDocumento12 páginasAind0201 - s2 - Mejora Celda Columnare RougherGuillermo Diaz MolAinda não há avaliações
- Semana 4 Informe 1modificadoDocumento18 páginasSemana 4 Informe 1modificadoIsai Ulloa CabezasAinda não há avaliações
- Plan de MantenimientoDocumento12 páginasPlan de MantenimientoChristian Medrano ChairezAinda não há avaliações
- Capitulo II Estudio Tecnico Administrativo y Legal (Wecompress - Com) 1Documento35 páginasCapitulo II Estudio Tecnico Administrativo y Legal (Wecompress - Com) 1Diego ytAinda não há avaliações
- PRÁCTICA II - Control de ProducciónDocumento12 páginasPRÁCTICA II - Control de Produccióncristina GarciaAinda não há avaliações
- Actividad Fundamental 4 CanvasDocumento12 páginasActividad Fundamental 4 CanvasAlda SaucedoAinda não há avaliações
- Solucionario Capitulo IVDocumento6 páginasSolucionario Capitulo IVGiancarlo Crispin SilvaAinda não há avaliações
- TA3 Programacion Dinamica - PLANEAMIENTO Y CONTROL TACTIVO DE OPERACIONESDocumento12 páginasTA3 Programacion Dinamica - PLANEAMIENTO Y CONTROL TACTIVO DE OPERACIONESSari GchAinda não há avaliações
- Administracion Industrial I - 2017 (Semana 9) SDOCDocumento37 páginasAdministracion Industrial I - 2017 (Semana 9) SDOCAnonymous rtAgHB9LN100% (1)
- AraDocumento2 páginasAraJose Antn SZAinda não há avaliações
- GUIA DE ACTIVIDADES CYT Sem. 23Documento4 páginasGUIA DE ACTIVIDADES CYT Sem. 23Jose Antn SZAinda não há avaliações
- s22 5° DPCCDocumento7 páginass22 5° DPCCJose Antn SZAinda não há avaliações
- Panaderiaa AnexosDocumento6 páginasPanaderiaa AnexosJose Antn SZAinda não há avaliações
- Cera LiquidaDocumento5 páginasCera LiquidaJose Antn SZAinda não há avaliações
- AraDocumento2 páginasAraJose Antn SZAinda não há avaliações
- HeladeríaDocumento1 páginaHeladeríaJose Antn SZAinda não há avaliações
- Procesos para PromodelDocumento1 páginaProcesos para PromodelJose Antn SZAinda não há avaliações
- 3 Ejercicios ResueltosDocumento29 páginas3 Ejercicios ResueltosJose Antn SZ0% (1)
- Formulacion PLDocumento2 páginasFormulacion PLJose Antn SZAinda não há avaliações
- Manual PromodelDocumento60 páginasManual PromodelJoel FierroAinda não há avaliações
- Codigo G FresadoDocumento118 páginasCodigo G FresadoCNC59100% (2)
- Probabilista DinamicaDocumento63 páginasProbabilista Dinamicadiianaa13Ainda não há avaliações
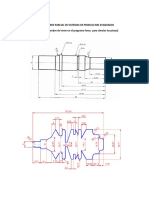
- Primer Examen Parcial de Sistemas de Produccion AvanzadosDocumento1 páginaPrimer Examen Parcial de Sistemas de Produccion AvanzadosJose Antn SZAinda não há avaliações
- Procesos para PromodelDocumento1 páginaProcesos para PromodelJose Antn SZAinda não há avaliações
- LAYOUTDocumento6 páginasLAYOUTJose Antn SZAinda não há avaliações
- Procesos para PromodelDocumento1 páginaProcesos para PromodelJose Antn SZAinda não há avaliações
- Agregado Canasta Basica2Documento32 páginasAgregado Canasta Basica2Jose Antn SZAinda não há avaliações
- Primer Examen Parcial de Sistemas de Produccion AvanzadosDocumento1 páginaPrimer Examen Parcial de Sistemas de Produccion AvanzadosJose Antn SZAinda não há avaliações
- 2009-01 Clases Primera EntregaDocumento70 páginas2009-01 Clases Primera EntregaMaria Elena CespedesAinda não há avaliações
- Sesión 2.1 IEyF - Interes Simple y Compuesto - PrácticaDocumento2 páginasSesión 2.1 IEyF - Interes Simple y Compuesto - PrácticaViviana Mendo CruzadoAinda não há avaliações
- Informe - ExpedienteDocumento24 páginasInforme - ExpedienteJose Antn SZAinda não há avaliações
- 9.seguridad MineraDocumento69 páginas9.seguridad MineraMiguel AryCh Ar-etlAinda não há avaliações
- 1.sistema Financiero MexicanoDocumento14 páginas1.sistema Financiero MexicanoSantos SeguraAinda não há avaliações
- Composición Quimica de Cascarilla de ArrozDocumento6 páginasComposición Quimica de Cascarilla de ArrozJose Fernando Solanilla DuqueAinda não há avaliações
- Sesión 2.1 IEyF - Interes Simple y Compuesto - PrácticaDocumento2 páginasSesión 2.1 IEyF - Interes Simple y Compuesto - PrácticaViviana Mendo CruzadoAinda não há avaliações
- CursofinanzasDocumento24 páginasCursofinanzasSharom Jiret GarciaAinda não há avaliações
- Resp Ejercicios Fase Medicion BB2Documento60 páginasResp Ejercicios Fase Medicion BB2Josè MamaniAinda não há avaliações
- Avance Sobre TrabajoDocumento11 páginasAvance Sobre TrabajoJose Antn SZAinda não há avaliações
- Metodos de Lavado HomebrewingDocumento13 páginasMetodos de Lavado HomebrewingRamon J A. GlezAinda não há avaliações
- Gal2 Fing Udelar (Hasta Primer Parcial)Documento13 páginasGal2 Fing Udelar (Hasta Primer Parcial)luka.f.miguezAinda não há avaliações
- Lista de VerificaciónDocumento2 páginasLista de VerificaciónSara Vertel BenitezAinda não há avaliações
- Panel LED Redondo Sobrepuesto 6WDocumento2 páginasPanel LED Redondo Sobrepuesto 6Wacastanotorres21Ainda não há avaliações
- Informe de Practicas Pre Prosionales - Ascencio Garcia Luis FernandoDocumento44 páginasInforme de Practicas Pre Prosionales - Ascencio Garcia Luis Fernandosusan jeny suarez abadAinda não há avaliações
- Martinez Merino Martin - Harneado y ChancadoDocumento1 páginaMartinez Merino Martin - Harneado y ChancadoMartin MartinezAinda não há avaliações
- Semana 02 - Análisis EstructuralDocumento106 páginasSemana 02 - Análisis EstructuralAntony OlivasAinda não há avaliações
- Plan de Estudios - 52Documento116 páginasPlan de Estudios - 52Christopher VasquezAinda não há avaliações
- Horometro Graslinn Taxxo 403Documento2 páginasHorometro Graslinn Taxxo 403nizama118Ainda não há avaliações
- Regulación de Frecuencia y TensiónDocumento9 páginasRegulación de Frecuencia y TensiónFelipe CortesAinda não há avaliações
- Gaceta Oficial 39296 Del 30 de Octubre de 2009Documento16 páginasGaceta Oficial 39296 Del 30 de Octubre de 2009vz.DasAinda não há avaliações
- Grupo 81 Trabajo de PotenciaDocumento11 páginasGrupo 81 Trabajo de PotenciajenniferAinda não há avaliações
- Enlace de La Costa - Edición 142Documento20 páginasEnlace de La Costa - Edición 142Enlace de la Costa100% (2)
- Eco - Sem 3 - Bienes y ServiciosDocumento5 páginasEco - Sem 3 - Bienes y ServiciosYS GualAinda não há avaliações
- Auxiliar en VentasDocumento2 páginasAuxiliar en VentasDaniela MendivelsoAinda não há avaliações
- Procedimiento PrecautoriaDocumento3 páginasProcedimiento PrecautoriaPaulina TroncosoAinda não há avaliações
- Sistemas Críticos HVAC en La Industria Farmacéutica - Mundo HVACRDocumento7 páginasSistemas Críticos HVAC en La Industria Farmacéutica - Mundo HVACRAnne Bennett100% (1)
- Premium Cultural InstituteDocumento10 páginasPremium Cultural InstituteRenato MmffAinda não há avaliações
- Terratest Pilotes PretensadosDocumento8 páginasTerratest Pilotes PretensadosquidiqdAinda não há avaliações
- Formato para Liquidar Contrato de Trabajo A Termino FijoDocumento1 páginaFormato para Liquidar Contrato de Trabajo A Termino FijoAlexander Aguilar VegaAinda não há avaliações
- MOOC Modulo1 AutoliderazgoDocumento20 páginasMOOC Modulo1 AutoliderazgowilmerAinda não há avaliações
- Sistema BancarioDocumento16 páginasSistema BancarioHowie kevin ZetinaAinda não há avaliações
- Plan de Salario EmocionalDocumento1 páginaPlan de Salario EmocionalDiego Andrés Garzón GonzálezAinda não há avaliações
- LMH74201WDAB05 Manual de UsuarioDocumento2 páginasLMH74201WDAB05 Manual de Usuarionw7524220Ainda não há avaliações
- Unidad 2Documento2 páginasUnidad 2Emilio RodríguezAinda não há avaliações
- Precedencia de OperadoresDocumento1 páginaPrecedencia de OperadoresLvzAinda não há avaliações
- La Termografía en El Mantenimiento de Motores EléctricosDocumento2 páginasLa Termografía en El Mantenimiento de Motores EléctricosJose ApazaAinda não há avaliações
- Laboratorio 01Documento21 páginasLaboratorio 01Luis Jose Vereau AguileraAinda não há avaliações
- Aportes Victor Hugo CastroDocumento3 páginasAportes Victor Hugo Castroever rodriguezAinda não há avaliações
- Metodologia ScrumDocumento5 páginasMetodologia ScrumCoffee BearAinda não há avaliações