Você também pode gostar
- Weldsteelpipein6gusingsmaw 150218104435 Conversion Gate02 PDFDocumento41 páginasWeldsteelpipein6gusingsmaw 150218104435 Conversion Gate02 PDFRey SombreroAinda não há avaliações
- Proses Kimpalan 6GDocumento41 páginasProses Kimpalan 6Gshahaljawaie87Ainda não há avaliações
- SMAW PowerpointDocumento28 páginasSMAW PowerpointShankar Gurusamy100% (3)
- Alfred SMAW Welding TechniquesDocumento63 páginasAlfred SMAW Welding TechniquesEugenio Jr. MatesAinda não há avaliações
- Chap 9-SMAW Beads Fillet WeldsDocumento47 páginasChap 9-SMAW Beads Fillet WeldsSally Java SenayoAinda não há avaliações
- SMAW Welding TechniquesDocumento57 páginasSMAW Welding TechniquesSatrioDwiLaksono100% (3)
- Tig Pipe Welding TechniquesDocumento35 páginasTig Pipe Welding TechniqueshreerAinda não há avaliações
- Certification 3g Dan 4g Aws d1Documento12 páginasCertification 3g Dan 4g Aws d1AvebFrederiksenAinda não há avaliações
- Welding Report.Documento12 páginasWelding Report.Haikal SubriAinda não há avaliações
- Class WorkDocumento35 páginasClass Worktinu k joyAinda não há avaliações
- SMAW Pipe Welding TechniquesDocumento35 páginasSMAW Pipe Welding Techniquesmiradeel100% (4)
- Welding TechniquesDocumento21 páginasWelding Techniquessharafudheen_sAinda não há avaliações
- Pipe WeldingDocumento13 páginasPipe WeldingFord Katim100% (4)
- Upplemental Information 2 WeldDocumento16 páginasUpplemental Information 2 WeldMasih BelajarAinda não há avaliações
- Supplemental Information 2Documento14 páginasSupplemental Information 2meetvandanapatelAinda não há avaliações
- 1.alignment of PipeDocumento2 páginas1.alignment of Pipevuong100% (1)
- ETA Engineering. PVT LTD: A Presentation On Welding TechniqueDocumento48 páginasETA Engineering. PVT LTD: A Presentation On Welding TechniqueParag NaikAinda não há avaliações
- Pipe-To-Pipe: Lignment OF IPEDocumento2 páginasPipe-To-Pipe: Lignment OF IPEMunir KadernaniAinda não há avaliações
- Pipe WeldingDocumento3 páginasPipe WeldingDoğan OrhangaziAinda não há avaliações
- Procedures For Stud WeldignDocumento4 páginasProcedures For Stud WeldignJulius KulvinskasAinda não há avaliações
- 2C Flanges 9-01Documento33 páginas2C Flanges 9-01Javier GarcíaAinda não há avaliações
- Welding DemoDocumento23 páginasWelding DemoLesli Daryl Antolin SanMateoAinda não há avaliações
- Method Statement For Fab of Pipework and FittingsDocumento13 páginasMethod Statement For Fab of Pipework and FittingsAllan EscobarAinda não há avaliações
- Pipe Welding Information 2Documento14 páginasPipe Welding Information 2snilkanthAinda não há avaliações
- Certification 6G Aws D1Documento19 páginasCertification 6G Aws D1RidwanKaryoAinda não há avaliações
- Welding Assignments: Machine Tool I Material PreparationDocumento5 páginasWelding Assignments: Machine Tool I Material PreparationMigug SalamAinda não há avaliações
- Certification 6g Aws d1Documento19 páginasCertification 6g Aws d1Dhamas FallenMonzstermthafvckaAinda não há avaliações
- Instructional - Welding - Lesson - PlansDocumento34 páginasInstructional - Welding - Lesson - PlansLyndon Morales AndajaoAinda não há avaliações
- Root Pass: Vertical-Up Method Root Pass: Vertical-Down MethodDocumento7 páginasRoot Pass: Vertical-Up Method Root Pass: Vertical-Down MethodWilly UioAinda não há avaliações
- E Plus Kit ManualDocumento27 páginasE Plus Kit ManualJCMAinda não há avaliações
- Requirements To Be AccomplishedDocumento9 páginasRequirements To Be Accomplishedcheenee dela cruzAinda não há avaliações
- Welding AssignmentsDocumento5 páginasWelding AssignmentsALLEN TOMAinda não há avaliações
- ConduitBenderGuide PDFDocumento12 páginasConduitBenderGuide PDFCarlos Daniel Ayala GonzalezAinda não há avaliações
- Tubing Casing Thread TrainingDocumento30 páginasTubing Casing Thread TrainingChandrasekhar Sonar100% (2)
- Conduit Bender GuideDocumento12 páginasConduit Bender Guideyomero1969100% (4)
- TVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureDocumento10 páginasTVL-SMAW 12 - Week 6 - Lesson 2 - Welding Techniques and ProcedureNelPalalonAinda não há avaliações
- Practices Pipe 01: Practice Name Process Position Filler Machine SettingsDocumento4 páginasPractices Pipe 01: Practice Name Process Position Filler Machine SettingsPradip Tapan BanerjeeAinda não há avaliações
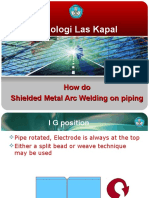
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDocumento42 páginasTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506Ainda não há avaliações
- Remediation Lesson in SMAW NC IIDocumento49 páginasRemediation Lesson in SMAW NC IIemmabentonioAinda não há avaliações
- GTAW2Documento37 páginasGTAW2JithuJohnAinda não há avaliações
- Gtaw WeldingDocumento37 páginasGtaw WeldingSadhasivam VeluAinda não há avaliações
- MS-II Lab ManualDocumento18 páginasMS-II Lab ManualdibyenindusAinda não há avaliações
- Tubing and Casing Thread Inspection 2014Documento44 páginasTubing and Casing Thread Inspection 2014xmacaba100% (3)
- Bow Thruster Installation InstructionsDocumento9 páginasBow Thruster Installation InstructionsRovert AlonzoAinda não há avaliações
- BOC Cryogenic Vessels-1Documento48 páginasBOC Cryogenic Vessels-1ridershan05100% (1)
- Pipe Bending PacketDocumento6 páginasPipe Bending PacketElron KarlAinda não há avaliações
- Flange and GasketDocumento35 páginasFlange and Gasketmackoi BalaresAinda não há avaliações
- Flange Management & Bolt TighteningDocumento29 páginasFlange Management & Bolt Tighteningyusuf100% (1)
- Difference Between Pipe and ElbowDocumento10 páginasDifference Between Pipe and ElbowYadav ShwetaAinda não há avaliações
- Inox Pipelines Method StatementDocumento11 páginasInox Pipelines Method StatementIlija RunjajicAinda não há avaliações
- Welding TechniqueDocumento22 páginasWelding TechniqueNavasca Randee100% (1)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosAinda não há avaliações
- Ultimate Guide: Plumbing, 4th Updated EditionNo EverandUltimate Guide: Plumbing, 4th Updated EditionNota: 4 de 5 estrelas4/5 (1)
- Summative Test in COOKERY 9Documento2 páginasSummative Test in COOKERY 9Jessel Mejia OnzaAinda não há avaliações
- Tle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsDocumento12 páginasTle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsJessel Mejia OnzaAinda não há avaliações
- SMAW 10 Week 3-4Documento4 páginasSMAW 10 Week 3-4Jessel Mejia Onza100% (2)
- COOKERY 9 Q3.Mod1Documento5 páginasCOOKERY 9 Q3.Mod1Jessel Mejia Onza100% (4)
- He - Cookery-G9 - Q4 - Module 1Documento22 páginasHe - Cookery-G9 - Q4 - Module 1Jessel Mejia Onza100% (1)
- Safe Welding Practices: Smaw Quarter 1 Week 5 Module 5Documento22 páginasSafe Welding Practices: Smaw Quarter 1 Week 5 Module 5Jessel Mejia Onza100% (1)
- Schools Division Office I PangasinanDocumento2 páginasSchools Division Office I PangasinanJessel Mejia OnzaAinda não há avaliações
- Shielded Metal Arc Welding: Grade 10Documento23 páginasShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaAinda não há avaliações
- Shielded Metal Arc Welding: Grade 10Documento23 páginasShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaAinda não há avaliações
- Cookery 9: Stay Home, Perform and Organize!Documento30 páginasCookery 9: Stay Home, Perform and Organize!Jessel Mejia Onza100% (2)
- Dance SportsDocumento10 páginasDance SportsJessel Mejia OnzaAinda não há avaliações
- Ingredients-WPS OfficeDocumento1 páginaIngredients-WPS OfficeJessel Mejia OnzaAinda não há avaliações
- Ia - Smaw - Prepare Weld Materials PDFDocumento36 páginasIa - Smaw - Prepare Weld Materials PDFJanus Salinas85% (20)
- K To 12 Smaw Welding Learning ModuleDocumento133 páginasK To 12 Smaw Welding Learning ModuleHari Ng Sablay88% (34)
- Actionplan2013 2014 150612095810 Lva1 App6891Documento3 páginasActionplan2013 2014 150612095810 Lva1 App6891Jessel Mejia OnzaAinda não há avaliações
- CanapeDocumento14 páginasCanapeJessel Mejia OnzaAinda não há avaliações
- Plating Garnishing Lab Prep Molten CakesDocumento52 páginasPlating Garnishing Lab Prep Molten CakesJessel Mejia Onza100% (1)
- Republic of The Philippine2Documento9 páginasRepublic of The Philippine2Jessel Mejia OnzaAinda não há avaliações
- Advanced Welding Technology SyllabusDocumento1 páginaAdvanced Welding Technology Syllabusfaiz ahmadAinda não há avaliações
- FCAWDocumento37 páginasFCAWMuhammed SulfeekAinda não há avaliações
- DFMA II Design GuidelinesDocumento26 páginasDFMA II Design Guidelinesshriom2Ainda não há avaliações
- Welder HandbookDocumento7 páginasWelder Handbooksandeepkumar63Ainda não há avaliações
- Course Outline Djj1043 (2016)Documento6 páginasCourse Outline Djj1043 (2016)Sergio SyamilAinda não há avaliações
- Ifs 2002PVDocumento3 páginasIfs 2002PVdowAinda não há avaliações
- ISO 17640-2017-EnDocumento1 páginaISO 17640-2017-EnSalahuddin FarooquiAinda não há avaliações
- Machine Shop NotesDocumento40 páginasMachine Shop Notesga3006100% (1)
- WPS FGPDocumento1 páginaWPS FGPShabbir HussainAinda não há avaliações
- MantechDocumento2 páginasMantechDamanjeet SinghAinda não há avaliações
- Make A Selection: Choose An Alloy and Correlating Casting ProcessDocumento5 páginasMake A Selection: Choose An Alloy and Correlating Casting ProcessSarath ChandraAinda não há avaliações
- Wis5 Welding Defects 02Documento55 páginasWis5 Welding Defects 02Lely Asri100% (1)
- CH 11Documento77 páginasCH 11Davinder SinghAinda não há avaliações
- Lathe Machine ToolDocumento59 páginasLathe Machine ToolSiva BhaskarAinda não há avaliações
- 170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQDocumento4 páginas170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQMuhammad Fitransyah Syamsuar PutraAinda não há avaliações
- John Lucas PDFDocumento30 páginasJohn Lucas PDFAmin ThabetAinda não há avaliações
- India Yamaha MotorsDocumento3 páginasIndia Yamaha Motorsshashwat bajpaiAinda não há avaliações
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocumento8 páginas1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- SKH Metals LTD ReportDocumento49 páginasSKH Metals LTD Reporthoney301033% (3)
- IIAR ProcedimientodeSoldadura PDFDocumento12 páginasIIAR ProcedimientodeSoldadura PDFmelator100% (3)
- UnimatDocumento2 páginasUnimatAnonymous CD99NByAinda não há avaliações
- Workshop PracticeDocumento2 páginasWorkshop PracticeVikram RaoAinda não há avaliações
- 13-4 Plastic Molded PartsDocumento10 páginas13-4 Plastic Molded PartshappyshamuAinda não há avaliações
- 4.5 Manual Metal Arc (Mma or Smaw) : 10 - Copper-Nickel Welding and FabricationDocumento1 página4.5 Manual Metal Arc (Mma or Smaw) : 10 - Copper-Nickel Welding and FabricationsatnamAinda não há avaliações
- Standard Symbols For Welding NDTDocumento118 páginasStandard Symbols For Welding NDTArvind ShuklaAinda não há avaliações
- BIG Daishowa BIG-PLUS Tooling SystemDocumento0 páginaBIG Daishowa BIG-PLUS Tooling Systemgeav25653855Ainda não há avaliações
- HW 3Documento2 páginasHW 3Christina HillAinda não há avaliações
- CASTING (Compatibility Mode) PDFDocumento42 páginasCASTING (Compatibility Mode) PDFnitesh_n2840Ainda não há avaliações
- Chapter 13 - Extrusion-Based Processes (Part 1)Documento45 páginasChapter 13 - Extrusion-Based Processes (Part 1)hirenpatAinda não há avaliações
- Wps Mma PipeDocumento2 páginasWps Mma PipeDimitris NikouAinda não há avaliações