Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- 31-12-2022 - SR - Super60 - NUCLEUS & STERLING - BT - Jee-Main-PTM-16 - KEY & Sol'SDocumento12 páginas31-12-2022 - SR - Super60 - NUCLEUS & STERLING - BT - Jee-Main-PTM-16 - KEY & Sol'SSameena LoniAinda não há avaliações
- 5 - Cut Method To Square: PrinciplesDocumento4 páginas5 - Cut Method To Square: Principleso______oAinda não há avaliações
- BS en 10028-1Documento24 páginasBS en 10028-1Andrei Balázs100% (1)
- Moses Mabhida Stadium PDFDocumento4 páginasMoses Mabhida Stadium PDFHCStepAinda não há avaliações
- Lattice Structure Design For AmDocumento9 páginasLattice Structure Design For AmNishar Alam Khan 19MCD0042Ainda não há avaliações
- LING 111 - Assignment #2Documento3 páginasLING 111 - Assignment #2L IrumiAinda não há avaliações
- 1 SMDocumento6 páginas1 SMDejan DoslicAinda não há avaliações
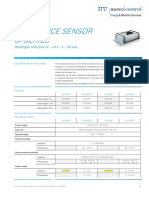
- DB Irradiance Sensor Si-Series en 20171016Documento3 páginasDB Irradiance Sensor Si-Series en 20171016Solar ProjectsAinda não há avaliações
- Learning Activity Sheet In: Computer Systems ServicingDocumento12 páginasLearning Activity Sheet In: Computer Systems ServicingCarvalds 0315100% (1)
- Leadership Quality ManagementDocumento8 páginasLeadership Quality Managementselinasimpson361Ainda não há avaliações
- RC OscillatorDocumento8 páginasRC OscillatorRavi TejaAinda não há avaliações
- Lesson Plan Stat Ang ProbaDocumento6 páginasLesson Plan Stat Ang ProbaJENNIFER BALMESAinda não há avaliações
- CNS TechnicianDocumento2 páginasCNS TechnicianSohailAinda não há avaliações
- First EncounterDocumento14 páginasFirst EncounterMuraliAinda não há avaliações
- Object Kpis For The Digital Transformation: June 2020Documento12 páginasObject Kpis For The Digital Transformation: June 2020MUHAMMAD FIKRI DEVIANESAinda não há avaliações
- Predicting Residual Stresses Due To Solidification in Cast Plastic Plates VladoTropsaPhDDocumento225 páginasPredicting Residual Stresses Due To Solidification in Cast Plastic Plates VladoTropsaPhDAghajaniAinda não há avaliações
- 8085 and 8051 PresentationDocumento54 páginas8085 and 8051 PresentationJitendra Chuugh100% (3)
- Recent Advances in Biophoton Research and Its Applications - Quantum Theory of Biophoton EmissionDocumento54 páginasRecent Advances in Biophoton Research and Its Applications - Quantum Theory of Biophoton Emissionfrederic dugenouxAinda não há avaliações
- DDR3 and LPDDR3 Measurement and Analysis: 6 Series MSO Opt. 6-CMDDR3 and Opt. 6-DBDDR3 Application DatasheetDocumento14 páginasDDR3 and LPDDR3 Measurement and Analysis: 6 Series MSO Opt. 6-CMDDR3 and Opt. 6-DBDDR3 Application DatasheetNaveenAinda não há avaliações
- Quiz Sectiunea 7Documento5 páginasQuiz Sectiunea 7Bogdan BrkicAinda não há avaliações
- 6PC Arrears CalculatorDocumento6 páginas6PC Arrears Calculatoranon-530704Ainda não há avaliações
- Spirometric Evaluation of Pulmonary Function Tests in Bronchial Asthma PatientsDocumento6 páginasSpirometric Evaluation of Pulmonary Function Tests in Bronchial Asthma PatientsdelphineAinda não há avaliações
- 5.4 Hypergeometric DistributionDocumento5 páginas5.4 Hypergeometric DistributionFahad IqbalAinda não há avaliações
- Cabinas de Bioseguridad HealforceDocumento8 páginasCabinas de Bioseguridad HealforceJose HurtadoAinda não há avaliações
- Understanding Water Discounts and Lye Solution in SoapmakingDocumento7 páginasUnderstanding Water Discounts and Lye Solution in SoapmakingIoanaAinda não há avaliações
- Main Impeller Types: Basic Principles and Types of PumpsDocumento9 páginasMain Impeller Types: Basic Principles and Types of PumpsThinagaran N ManiamAinda não há avaliações
- The Effect of Backrest Roller On Warp Tension in Modern LoomDocumento11 páginasThe Effect of Backrest Roller On Warp Tension in Modern LoomRavi KumarAinda não há avaliações
- Canal RegulatorDocumento13 páginasCanal RegulatorBibhuti Bhusan Sahoo100% (1)
- Lipid WorksheetDocumento2 páginasLipid WorksheetMANUELA VENEGAS ESCOVARAinda não há avaliações
- XS4P08PC410TF: Product Data SheetDocumento5 páginasXS4P08PC410TF: Product Data SheetGonzalo GarciaAinda não há avaliações