Você também pode gostar
- Baseline Audit Report: L G Sea FoodsDocumento29 páginasBaseline Audit Report: L G Sea FoodsMAHESH CHAVANAinda não há avaliações
- ASHRAE - STD 90.1 - 2007 Energy Standar For BuildingsDocumento80 páginasASHRAE - STD 90.1 - 2007 Energy Standar For BuildingsJohn Henry Ramos SantosAinda não há avaliações
- Branch Splitter Damper PDFDocumento1 páginaBranch Splitter Damper PDFAli AimranAinda não há avaliações
- P030 Chiller Operating ManualDocumento44 páginasP030 Chiller Operating ManualshsecoAinda não há avaliações
- Reefer Training Course Refrigeration Parte 2Documento30 páginasReefer Training Course Refrigeration Parte 2Juan Luis Cardenas OsinagaAinda não há avaliações
- Hvac Load CalculationDocumento20 páginasHvac Load CalculationLalit Sisodia75% (4)
- Ammonia Refrigeration Design For Leed Certification PDFDocumento20 páginasAmmonia Refrigeration Design For Leed Certification PDFcefa84100% (1)
- DR ApichitDocumento139 páginasDR ApichitMuh. Yousuf KhanAinda não há avaliações
- Hvac For Offshore Platforms..Documento15 páginasHvac For Offshore Platforms..hiepcpp100% (1)
- Air Conditioning Design For Conference Hall PDFDocumento34 páginasAir Conditioning Design For Conference Hall PDFkalyan1492Ainda não há avaliações
- Precooled Ahu CalculationDocumento3 páginasPrecooled Ahu CalculationEdmund YoongAinda não há avaliações
- Hallscrew Product Range BrochureDocumento4 páginasHallscrew Product Range Brochurecefa84Ainda não há avaliações
- Reporte Energético - Hospital de Contingencia San Antonio PDFDocumento17 páginasReporte Energético - Hospital de Contingencia San Antonio PDFIsaac Sthidf Sanchez CabezasAinda não há avaliações
- Fresh Air CalculationDocumento3 páginasFresh Air CalculationSaahil KhaanAinda não há avaliações
- Ammonia Ref CycleDocumento11 páginasAmmonia Ref CycleJom BonhayagAinda não há avaliações
- Industrial ChillersDocumento3 páginasIndustrial Chillersanon-921068100% (10)
- Refrigeration FundamentalsDocumento92 páginasRefrigeration FundamentalsThomas Westgate100% (1)
- Heat RecoveryDocumento2 páginasHeat RecoveryRohmat SetiawanAinda não há avaliações
- API Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionDocumento5 páginasAPI Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionEmilia CarazzoAinda não há avaliações
- 52-57 - Engineer's Notebook - Nall PDFDocumento5 páginas52-57 - Engineer's Notebook - Nall PDFAnonymous 9pKSMxb8Ainda não há avaliações
- Controlling Heat ExchangersDocumento11 páginasControlling Heat ExchangersgermanaponteAinda não há avaliações
- Compressor Selection Criteria: PAGE 1 of 21Documento21 páginasCompressor Selection Criteria: PAGE 1 of 21Sabar KumarAinda não há avaliações
- Johnson Controls Ammonia SlidesDocumento45 páginasJohnson Controls Ammonia Slidesnascas100% (1)
- Design of Air IDocumento5 páginasDesign of Air IInvedeAinda não há avaliações
- Chiller and Tower Sizing Formulas PDFDocumento2 páginasChiller and Tower Sizing Formulas PDFnagarjuna reddy mAinda não há avaliações
- 14 Hot Oil Systems v3Documento14 páginas14 Hot Oil Systems v3sssss100% (1)
- Distillation Dynamics and Control Workbook 2006 PDFDocumento18 páginasDistillation Dynamics and Control Workbook 2006 PDFEr Mayur PatilAinda não há avaliações
- 3 Simple WaysDocumento7 páginas3 Simple WaysAruna Prasanna DewasurendraAinda não há avaliações
- M004 & E004 Basic Safety in Process DesignDocumento66 páginasM004 & E004 Basic Safety in Process DesignebsmsartAinda não há avaliações
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationAinda não há avaliações
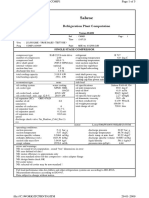
- Sabroe PPDocumento28 páginasSabroe PPGPAinda não há avaliações
- Natural Gas Processing from Midstream to DownstreamNo EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirAinda não há avaliações
- 1.0 Chiller UnitDocumento12 páginas1.0 Chiller UnitfebousAinda não há avaliações
- Geothermal HVAC - : Exceeding ASHRAE Standards at Lowest Life Cycle CostDocumento11 páginasGeothermal HVAC - : Exceeding ASHRAE Standards at Lowest Life Cycle CostKagitha TirumalaAinda não há avaliações
- Performance Optimization of Low-Temperature Power Generation by Supercritical ORCs Using Low GWP Working FluidsDocumento14 páginasPerformance Optimization of Low-Temperature Power Generation by Supercritical ORCs Using Low GWP Working Fluidsmonsterh5Ainda não há avaliações
- CO2 For Industrial Refrigeration PZ000C102Documento24 páginasCO2 For Industrial Refrigeration PZ000C102thongtn2007Ainda não há avaliações
- R&T 2007 - Refrigerant Selection - DettmersDocumento27 páginasR&T 2007 - Refrigerant Selection - Dettmersme12m113Ainda não há avaliações
- Instructions: Calculate Expansion Tank SizesDocumento2 páginasInstructions: Calculate Expansion Tank SizesGiftson ImmanuelAinda não há avaliações
- What Are The Types of HRSGDocumento2 páginasWhat Are The Types of HRSGThiruvengadamAinda não há avaliações
- Hint An Educational Software For Heat Exchanger NetworkDocumento9 páginasHint An Educational Software For Heat Exchanger NetworkJ Andres Sanchez100% (1)
- Group 5 Refrigeration Plant CycleDocumento4 páginasGroup 5 Refrigeration Plant CycleGigi SalesAinda não há avaliações
- Refrigeration Liquid Recirculation SystemsDocumento7 páginasRefrigeration Liquid Recirculation Systemsgoodspeed_phAinda não há avaliações
- Handout of Compressor 2012Documento87 páginasHandout of Compressor 2012Mohamad Aris100% (3)
- Delivering Excellence in Combustion and Process HeatingDocumento11 páginasDelivering Excellence in Combustion and Process HeatingsajjadyasinAinda não há avaliações
- A Review of Absorption RefrigerationDocumento30 páginasA Review of Absorption RefrigerationSoni Rodríguez Castellanos100% (1)
- Cooling Tower PowerPointDocumento12 páginasCooling Tower PowerPointHaerAinda não há avaliações
- Ammonia or R22?: A Design ApproachDocumento26 páginasAmmonia or R22?: A Design ApproachSail Vessel J&K Kat100% (1)
- Pur-15-02 - Air Purger Type PurDocumento4 páginasPur-15-02 - Air Purger Type PurAnderson Giovanny Herrera DelgadoAinda não há avaliações
- Refrigeration Cycle SimulationDocumento14 páginasRefrigeration Cycle SimulationEduAinda não há avaliações
- Head Pressure RefrigerationDocumento6 páginasHead Pressure RefrigerationGeorge MavromatidisAinda não há avaliações
- TEWI AnalysisDocumento63 páginasTEWI Analysismirali74Ainda não há avaliações
- 2nd Part of CalculationDocumento26 páginas2nd Part of CalculationLohith NatarajAinda não há avaliações
- Direct Fired Vapor Absorption ChillerDocumento40 páginasDirect Fired Vapor Absorption ChillerObayomi KennyAinda não há avaliações
- All Models Are Wrong PreiewDocumento12 páginasAll Models Are Wrong PreiewJoão VictorAinda não há avaliações
- Cavitation CarlsonDocumento4 páginasCavitation CarlsonjimborenoAinda não há avaliações
- Basic of Refrigeration ProcessDocumento29 páginasBasic of Refrigeration Process한준희Ainda não há avaliações
- Chapter 11 - Refrigeration CyclesDocumento25 páginasChapter 11 - Refrigeration CyclesPaul RodgersAinda não há avaliações
- Process Water Cooling IWSeptember2014Documento4 páginasProcess Water Cooling IWSeptember2014FrancisAinda não há avaliações
- Refrigeration Calculation NumbersDocumento14 páginasRefrigeration Calculation NumbersBit CoinAinda não há avaliações
- Liquid Recirculation System-2Documento7 páginasLiquid Recirculation System-2Behnam AshouriAinda não há avaliações
- Condensers Control and Reclaim VOCsDocumento3 páginasCondensers Control and Reclaim VOCsgpcshfAinda não há avaliações
- G Temperature Glide MF EN PDFDocumento14 páginasG Temperature Glide MF EN PDFKanaga RajAinda não há avaliações
- Helical Oil SeparatorsDocumento6 páginasHelical Oil SeparatorsGauravAinda não há avaliações
- Refrigeration SystemsDocumento38 páginasRefrigeration SystemsElza PaivaAinda não há avaliações
- NHsoft VPDocumento5 páginasNHsoft VPBASEM NOMAN ALI MOHAMMEDAinda não há avaliações
- IceDocumento4 páginasIcemuzammilkhatibAinda não há avaliações
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963No EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963Ainda não há avaliações
- Solflex Catalogue 05 2022 ENDocumento25 páginasSolflex Catalogue 05 2022 ENcefa84Ainda não há avaliações
- Vdocuments - MX Profibus DP Typical Cpu PrintDocumento2 páginasVdocuments - MX Profibus DP Typical Cpu Printcefa84Ainda não há avaliações
- Commissioning - A Process To Achieve Sustainable Refrigerated FacilitiesDocumento5 páginasCommissioning - A Process To Achieve Sustainable Refrigerated Facilitiescefa84Ainda não há avaliações
- Industrial Refrigeration Projects: Challenges and Opportunities For Energy EfficiencyDocumento12 páginasIndustrial Refrigeration Projects: Challenges and Opportunities For Energy Efficiencycefa84Ainda não há avaliações
- Adiabatic CoolingDocumento28 páginasAdiabatic Coolingcefa84Ainda não há avaliações
- 4 38 PDFDocumento6 páginas4 38 PDFcefa84Ainda não há avaliações
- A Review of Organic Rankine, Kalina and Goswami CycleDocumento16 páginasA Review of Organic Rankine, Kalina and Goswami Cyclecefa84Ainda não há avaliações
- Thesis Chiller Hongxi Yin Appendix ADocumento20 páginasThesis Chiller Hongxi Yin Appendix Acefa84Ainda não há avaliações
- Evapco CatalogDocumento8 páginasEvapco Catalogcefa84Ainda não há avaliações
- Sample Resume-Mechanical EngineerDocumento1 páginaSample Resume-Mechanical Engineersanjay_lingotAinda não há avaliações
- STAS Filter ShellDocumento2 páginasSTAS Filter Shellronin68xAinda não há avaliações
- Daikin Itouch ManagerDocumento16 páginasDaikin Itouch ManagerSurya LiemAinda não há avaliações
- Filter Efficiency Guide: Flanders Corporation Reserves The Right To Revise Product Specifications Without NoticeDocumento2 páginasFilter Efficiency Guide: Flanders Corporation Reserves The Right To Revise Product Specifications Without NoticeJomyJoseAinda não há avaliações
- Innovative Vapor-CompressionDocumento13 páginasInnovative Vapor-CompressionCj MoLanoAinda não há avaliações
- Review Article On RefrigerationDocumento11 páginasReview Article On RefrigerationSURAJ NAGAinda não há avaliações
- A Report On Air Conditioning System in AutomobileDocumento20 páginasA Report On Air Conditioning System in AutomobileNikunj PrajapatiAinda não há avaliações
- Is 4720 1982 PDFDocumento14 páginasIs 4720 1982 PDFsuryakantAinda não há avaliações
- DWR-WG32 Dwr32we001Documento82 páginasDWR-WG32 Dwr32we001AlioverBetancourtAinda não há avaliações
- MTA Air Dryer MG-GE-SeriesDocumento6 páginasMTA Air Dryer MG-GE-SeriesYanuar ZulkarnainAinda não há avaliações
- Plan Purchasing Order 17 December - (Beryl)Documento16 páginasPlan Purchasing Order 17 December - (Beryl)RyanAinda não há avaliações
- Building Morphology - Construction EconomicsDocumento46 páginasBuilding Morphology - Construction EconomicsGimhan GodawatteAinda não há avaliações
- Boiler Termorad EnglishDocumento12 páginasBoiler Termorad EnglishIgor LazarevicAinda não há avaliações
- Applied Thermodynamics D201 Self Assessment Solutions Tutorial 5 Self Assessment Exercise No. 1Documento4 páginasApplied Thermodynamics D201 Self Assessment Solutions Tutorial 5 Self Assessment Exercise No. 1Alexander MugabeAinda não há avaliações
- Nternational Ournal of Ngineering Ciences & Esearch EchnologyDocumento9 páginasNternational Ournal of Ngineering Ciences & Esearch EchnologyAppam NiharAinda não há avaliações
- Gruppo Frigo Per Furgoni sfz248 2 MultitempDocumento1 páginaGruppo Frigo Per Furgoni sfz248 2 MultitempMarioCarnicelliAinda não há avaliações
- RAC Tutorial Sheet 3Documento2 páginasRAC Tutorial Sheet 3Ankur SachdevaAinda não há avaliações
- Temperature OmanDocumento17 páginasTemperature OmanDave ThompsonAinda não há avaliações
- Duct Smoke DetectorfsDocumento1 páginaDuct Smoke DetectorfsAhmed AdelAinda não há avaliações
- Data Sheet - Dual Coil Unit - ASR 892 ACW - (A) - GERMANYDocumento1 páginaData Sheet - Dual Coil Unit - ASR 892 ACW - (A) - GERMANYLilac SongAinda não há avaliações
- Jacketed Reactor Vessel PDFDocumento1 páginaJacketed Reactor Vessel PDFSH1961Ainda não há avaliações
- Compresseur RefcompDocumento153 páginasCompresseur RefcompAh MedAinda não há avaliações