Você também pode gostar
- PTS N°33 Procedimiento Apoyo en La Instalación de Transformador Mochila Con LLEEDocumento13 páginasPTS N°33 Procedimiento Apoyo en La Instalación de Transformador Mochila Con LLEEMarcelo ZavalaAinda não há avaliações
- 100 Ejercicios de Visual BasicDocumento18 páginas100 Ejercicios de Visual BasicPedro Rivero100% (1)
- Directriz Reportabilidad de Tiempos e Índices para Equipos Mineros PDFDocumento22 páginasDirectriz Reportabilidad de Tiempos e Índices para Equipos Mineros PDFRodrigo MundetAinda não há avaliações
- Manual Tuttnauer (Spanish)Documento57 páginasManual Tuttnauer (Spanish)Cristhian Saldaña100% (1)
- OPM3Documento23 páginasOPM3MDR27Ainda não há avaliações
- Foro DiscusionDocumento1 páginaForo DiscusionW. Andres HenaoAinda não há avaliações
- Cierre Del ProyectoDocumento34 páginasCierre Del ProyectoW. Andres HenaoAinda não há avaliações
- RutaDocumento2 páginasRutanair morelosAinda não há avaliações
- ProyectoDocumento9 páginasProyectoW. Andres HenaoAinda não há avaliações
- Examen GestionDocumento1 páginaExamen GestionW. Andres HenaoAinda não há avaliações
- 4ta PracticaDocumento1 página4ta PracticaW. Andres HenaoAinda não há avaliações
- Telefonia IiiDocumento11 páginasTelefonia IiiW. Andres HenaoAinda não há avaliações
- Elementos de Un ProyectoDocumento24 páginasElementos de Un ProyectoVíctorAinda não há avaliações
- InformeDocumento4 páginasInformeW. Andres HenaoAinda não há avaliações
- Introducción A La Telefonía Voz Sobre IPDocumento3 páginasIntroducción A La Telefonía Voz Sobre IPW. Andres HenaoAinda não há avaliações
- Lazos de Corriente 4 A 20 MaDocumento15 páginasLazos de Corriente 4 A 20 MaJoseph Manuel Chamochumbi IndaraAinda não há avaliações
- IniciacionDocumento8 páginasIniciacionW. Andres HenaoAinda não há avaliações
- 5ta PracticaDocumento1 página5ta PracticaW. Andres HenaoAinda não há avaliações
- AP01 AA1 EV01 Identificacion Necesidad SIDocumento4 páginasAP01 AA1 EV01 Identificacion Necesidad SIMartha Isabel Calderon100% (1)
- Tematica Curso Análisis de DesarrolloDocumento32 páginasTematica Curso Análisis de DesarrolloMARIOAinda não há avaliações
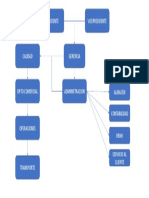
- Estructura OrganizacionalDocumento1 páginaEstructura OrganizacionalW. Andres HenaoAinda não há avaliações
- IE AP01 AA1 EV01 Identificacion Necesidad SIDocumento4 páginasIE AP01 AA1 EV01 Identificacion Necesidad SISergiusz Sam100% (2)
- Formulación Proyecto AdsiDocumento13 páginasFormulación Proyecto AdsiEmeterio Donado100% (1)
- Actividad 2Documento3 páginasActividad 2W. Andres HenaoAinda não há avaliações
- IM U3 I3 Equipo Ingenio Electrónico-1Documento3 páginasIM U3 I3 Equipo Ingenio Electrónico-1W. Andres HenaoAinda não há avaliações
- Introducción A Los Robots SubmarinosDocumento2 páginasIntroducción A Los Robots SubmarinosW. Andres HenaoAinda não há avaliações
- Etica y SaludDocumento66 páginasEtica y Saludashey jrAinda não há avaliações
- AP01 AA1 EV02 Estructuracion Proyecto SIDocumento4 páginasAP01 AA1 EV02 Estructuracion Proyecto SIGloria Daniela Rivera MontoyaAinda não há avaliações
- ACTIVIDAD1Documento9 páginasACTIVIDAD1W. Andres HenaoAinda não há avaliações
- RoboticaDocumento28 páginasRoboticaW. Andres HenaoAinda não há avaliações
- Lazos de Corriente 4 A 20 MaDocumento15 páginasLazos de Corriente 4 A 20 MaJoseph Manuel Chamochumbi IndaraAinda não há avaliações
- LineamientosDocumento9 páginasLineamientosW. Andres HenaoAinda não há avaliações
- Analisisfrecuencia PDFDocumento46 páginasAnalisisfrecuencia PDFjohnbitaAinda não há avaliações
- CANCIONERODocumento27 páginasCANCIONEROJose Zuñiga100% (1)
- VERANO - ADUNI - Álgebra - Teoría 8Documento10 páginasVERANO - ADUNI - Álgebra - Teoría 8Fernanda ChipanaAinda não há avaliações
- Tesis Parquímetros - Castillo Vasquez, Miguel Angel - 2017 - ChileDocumento117 páginasTesis Parquímetros - Castillo Vasquez, Miguel Angel - 2017 - ChileDaphne Cruz GálvezAinda não há avaliações
- Programación en Python - Parte II - EjemplosDocumento18 páginasProgramación en Python - Parte II - EjemplosJoshua MerrittAinda não há avaliações
- UntitledDocumento4 páginasUntitledCarlos Alejandro Amezcua OrozcoAinda não há avaliações
- Trabajo Final de RedesDocumento49 páginasTrabajo Final de RedesRudy MartinezAinda não há avaliações
- Conociendo Mis Emociones 2Documento25 páginasConociendo Mis Emociones 2sebastian Choque menesesAinda não há avaliações
- Info PythonDocumento4 páginasInfo PythonhectorAinda não há avaliações
- Analisis Hombre MaquinaDocumento2 páginasAnalisis Hombre MaquinaHector BonillaAinda não há avaliações
- Escala de Clasificacion de Habilidad Manual en PC, MacsDocumento14 páginasEscala de Clasificacion de Habilidad Manual en PC, MacsLady Peñaranda100% (1)
- PDFDocumento188 páginasPDFEdwin RTAinda não há avaliações
- Programación 1º DAMDocumento47 páginasProgramación 1º DAMAndyAinda não há avaliações
- Convertidor Analógico A Digital Por Aproximaciones SucesivasDocumento2 páginasConvertidor Analógico A Digital Por Aproximaciones SucesivasFreddy Jesus Ingaruca OrihuelaAinda não há avaliações
- Guia LraDocumento3 páginasGuia LraSteven VergelAinda não há avaliações
- Análisis Revista Anfibia.Documento4 páginasAnálisis Revista Anfibia.JaneEyre1234Ainda não há avaliações
- Manual Wp21a AbioquimicoDocumento83 páginasManual Wp21a AbioquimicoMICHELLE ROLDAN100% (2)
- Guia Configuraciones para El Uso de Sistemas de OSCE en Diversos NavegadoresDocumento11 páginasGuia Configuraciones para El Uso de Sistemas de OSCE en Diversos Navegadoreszulema luyoAinda não há avaliações
- PDFDocumento2 páginasPDFVictor ZbAinda não há avaliações
- Document 1Documento6 páginasDocument 1Deyvi Osmar Zegarra VillenaAinda não há avaliações
- Resistencia ElectricaDocumento17 páginasResistencia ElectricaSaul Perez PerezAinda não há avaliações
- Instrucciones de RepeticiónDocumento6 páginasInstrucciones de RepeticiónPaty AragadvayAinda não há avaliações
- Anc - IntangiblesDocumento8 páginasAnc - IntangiblesAnthony RiveraAinda não há avaliações
- Informe de CriptografiaDocumento7 páginasInforme de CriptografiaLuis TreviñoAinda não há avaliações
- Ficha Tecnica Anemometro Digital de Alta Sensibilidad Ms6252a Pm6252aDocumento2 páginasFicha Tecnica Anemometro Digital de Alta Sensibilidad Ms6252a Pm6252ayury0% (1)
- Cuadros CombinadosDocumento17 páginasCuadros CombinadosJuanito RodriguezAinda não há avaliações
- Tesis de Estacion de Bombeo y Resdistribucion PDFDocumento225 páginasTesis de Estacion de Bombeo y Resdistribucion PDFJeovanny Santos Rodas100% (3)
- Los Unicos - Ejercicios de Arboles en Java 3Documento7 páginasLos Unicos - Ejercicios de Arboles en Java 3Leonardo Aparicio MelchorAinda não há avaliações