Você também pode gostar
- Design and Implement of A Programmable Logic Controller (PLC) For Classical Control LaboratoryDocumento6 páginasDesign and Implement of A Programmable Logic Controller (PLC) For Classical Control LaboratoryBoovarahan ChakravarthyAinda não há avaliações
- Programmable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Documento5 páginasProgrammable Logic Controller Name: Viloria, Maureen C. SR Code: J15-12667Danelle GeamalaAinda não há avaliações
- Learn The Basics and Hardware Components of PLC 2. Understand Configuration of PLC 3. Study Various Building Blocks of PLCDocumento5 páginasLearn The Basics and Hardware Components of PLC 2. Understand Configuration of PLC 3. Study Various Building Blocks of PLCAdarsh SriwastvaAinda não há avaliações
- PLC m1Documento11 páginasPLC m1Goutham KAinda não há avaliações
- PLC Based Sequential Batch Process CONTROL System1Documento27 páginasPLC Based Sequential Batch Process CONTROL System1Ritesh Vaishnav100% (1)
- Industrial AutomationDocumento28 páginasIndustrial Automation4happy12383% (6)
- Programmable Logic Controller and Its ApplicationsDocumento5 páginasProgrammable Logic Controller and Its Applicationssumit100% (1)
- Chapter 4 Industrial AutomationDocumento19 páginasChapter 4 Industrial AutomationMelkamu SimenehAinda não há avaliações
- Sample Paper For Industrial Automation and ControlDocumento3 páginasSample Paper For Industrial Automation and ControlMatthew SibandaAinda não há avaliações
- Chapter 2 PowerpointDocumento86 páginasChapter 2 Powerpointhassan salehAinda não há avaliações
- PLC and SCADADocumento77 páginasPLC and SCADAIshwari GhuleAinda não há avaliações
- PLC Scada ReportDocumento50 páginasPLC Scada ReportAbhijeet KumarAinda não há avaliações
- PCI - Individual AssignmentDocumento10 páginasPCI - Individual AssignmentfarhagharibAinda não há avaliações
- PLCDocumento31 páginasPLC01parthAinda não há avaliações
- PLC and PLC TechnologiesDocumento28 páginasPLC and PLC Technologieskatjinomasa kavetuAinda não há avaliações
- PLC Technical DefinitionDocumento6 páginasPLC Technical DefinitionKyle EmersonAinda não há avaliações
- Learning Objectives Upon Completion of This Chapter, Student Should Be Able ToDocumento31 páginasLearning Objectives Upon Completion of This Chapter, Student Should Be Able Tormfaisalarafat1108Ainda não há avaliações
- Introducion To PLC and Relay Logic-1Documento50 páginasIntroducion To PLC and Relay Logic-1eyoule abdiAinda não há avaliações
- Athar File111Documento35 páginasAthar File111atharAinda não há avaliações
- Lecture Notes PLC Unit-IDocumento64 páginasLecture Notes PLC Unit-IMo ImranAinda não há avaliações
- PLC Basics Tutorial: What Is A PLC?Documento6 páginasPLC Basics Tutorial: What Is A PLC?nov17muraliAinda não há avaliações
- Programmable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseDocumento4 páginasProgrammable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseIOSRjournalAinda não há avaliações
- Industrial AutomationDocumento16 páginasIndustrial Automationvivek6681Ainda não há avaliações
- 09 1361685115 Initial Face of AutomationDocumento13 páginas09 1361685115 Initial Face of AutomationMohammed SelmanAinda não há avaliações
- Voice Controlled Wheel ChairDocumento48 páginasVoice Controlled Wheel ChairAjith manjuAinda não há avaliações
- PNEUMATICSDocumento33 páginasPNEUMATICSAllysa Grace SobradoAinda não há avaliações
- IDPLC Lab 02 Introduction To PLCDocumento5 páginasIDPLC Lab 02 Introduction To PLChassaan.haiderAinda não há avaliações
- Programmable Logic Controller PLCDocumento53 páginasProgrammable Logic Controller PLCokk chuAinda não há avaliações
- MCT 332 Industrial Automation (Lec. 3)Documento38 páginasMCT 332 Industrial Automation (Lec. 3)Mohamed SobhyAinda não há avaliações
- PLC Workshop 1-2 DayDocumento120 páginasPLC Workshop 1-2 DayHamza Khan Khattak100% (1)
- PLC Interview Q&ADocumento2 páginasPLC Interview Q&ASalah Eldeen GasimAinda não há avaliações
- Speed Control of Three Phase Induction Motor by Using PLCDocumento31 páginasSpeed Control of Three Phase Induction Motor by Using PLCPravat Satpathy100% (2)
- PLC NotesDocumento35 páginasPLC Notesmanisha daundAinda não há avaliações
- Mydcmotorcontrol: Applying Control Theory To A Real DC Motor System in An Open-Loop ConfigurationDocumento5 páginasMydcmotorcontrol: Applying Control Theory To A Real DC Motor System in An Open-Loop ConfigurationnorickespinosAinda não há avaliações
- Automatic Liquid Filling Using Programmable Logic ControllerplcDocumento8 páginasAutomatic Liquid Filling Using Programmable Logic ControllerplcvinodjiddiAinda não há avaliações
- Chapter 2Documento8 páginasChapter 2Kelvin YipAinda não há avaliações
- PLC QuestionsDocumento17 páginasPLC QuestionsbahyAinda não há avaliações
- PLCDocumento13 páginasPLCChalez ZengeretsiAinda não há avaliações
- PLC 1Documento27 páginasPLC 1Juan Sánchez LópezAinda não há avaliações
- Rogrammabl e Ogic OntrollersDocumento60 páginasRogrammabl e Ogic OntrollersSudarshan NavaleAinda não há avaliações
- Complete Report1 PLCDocumento90 páginasComplete Report1 PLCRao Arslan Rajput100% (3)
- Unit Iv Programming Logic Controllers Introduction To PLC: ME 8791 Mechatronics Mechanical Engineering 2021-22Documento27 páginasUnit Iv Programming Logic Controllers Introduction To PLC: ME 8791 Mechatronics Mechanical Engineering 2021-22GopinathAinda não há avaliações
- Mechatronics (302050) Lecture Notes / PPT Unit IvDocumento63 páginasMechatronics (302050) Lecture Notes / PPT Unit IvSwapvaib100% (1)
- Ch1 Overview 4502734Documento51 páginasCh1 Overview 4502734khaled99Ainda não há avaliações
- Act10 InstrumentationDocumento4 páginasAct10 InstrumentationErvin MedranoAinda não há avaliações
- Programmable Logic ControllerDocumento36 páginasProgrammable Logic ControllerAnjireddy Thatiparthy100% (1)
- PLC Training LiteratureDocumento45 páginasPLC Training Literaturealex2gustavo2cuevas2Ainda não há avaliações
- PLC SCADA Training ReportDocumento37 páginasPLC SCADA Training ReportAarif HussainAinda não há avaliações
- PLC s7 200 300 400Documento84 páginasPLC s7 200 300 400diamesborges100% (1)
- Cacho, KathleenJoyC. (ESD FE)Documento5 páginasCacho, KathleenJoyC. (ESD FE)KATHLEEN JOY CACHOAinda não há avaliações
- Microcontroller Based System For Control and Monitoring: Preyas.T. Shah, Ashish.R.PatelDocumento5 páginasMicrocontroller Based System For Control and Monitoring: Preyas.T. Shah, Ashish.R.PatelerpublicationAinda não há avaliações
- PLC ManualDocumento59 páginasPLC Manualyourwish1992Ainda não há avaliações
- PLC EditedDocumento45 páginasPLC EditedSantpreet Singh KalraAinda não há avaliações
- Unit 4Documento86 páginasUnit 4Anoop MukartihalAinda não há avaliações
- Project Reprt333Documento49 páginasProject Reprt333dhirajsingh_avit83% (6)
- Automation of Conveyor Using PLC PDFDocumento4 páginasAutomation of Conveyor Using PLC PDFchinnavenkateswarluAinda não há avaliações
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosNo EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosNota: 5 de 5 estrelas5/5 (1)
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsNo EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsNota: 5 de 5 estrelas5/5 (1)
- Transformer ADocumento1 páginaTransformer ANajim Ahmed BulbulAinda não há avaliações
- MedicineDocumento2 páginasMedicineNajim Ahmed BulbulAinda não há avaliações
- TMP - 31185 Afun 338352350Documento2 páginasTMP - 31185 Afun 338352350Najim Ahmed BulbulAinda não há avaliações
- TMP - 26549-Cooling Water System1103722764Documento1 páginaTMP - 26549-Cooling Water System1103722764Najim Ahmed BulbulAinda não há avaliações
- Canal AutomationDocumento10 páginasCanal AutomationN.J. PatelAinda não há avaliações
- Mechanical EngineeringDocumento15 páginasMechanical EngineeringAnonymous mqIqN5zAinda não há avaliações
- Home Automation Based On IoT Using Google AssistantDocumento6 páginasHome Automation Based On IoT Using Google AssistantIJARTETAinda não há avaliações
- Chapter 5 AGVDocumento76 páginasChapter 5 AGVQuỳnh NguyễnAinda não há avaliações
- TM223TRE.40-EnG Automation Studio Diagnostics V4000Documento52 páginasTM223TRE.40-EnG Automation Studio Diagnostics V4000KaueKoschitzRoratto100% (1)
- ERP Lab Manual - 1Documento27 páginasERP Lab Manual - 1rohanAinda não há avaliações
- 1 Introduction IR ECAM01Documento34 páginas1 Introduction IR ECAM01ឆាម វ៉ាន់នូវAinda não há avaliações
- SMP Io 2230 Distributed Io Platform Ca912004enDocumento20 páginasSMP Io 2230 Distributed Io Platform Ca912004enkatheAinda não há avaliações
- Cca Presentation 130,137,140Documento8 páginasCca Presentation 130,137,140Shashank RocksAinda não há avaliações
- ABSL Report en E-VerzeDocumento76 páginasABSL Report en E-VerzezinouAinda não há avaliações
- Cim15me62 Module PDFDocumento115 páginasCim15me62 Module PDFramar MAinda não há avaliações
- HVAC Design Cooling Capacity Calculations & Psychrometrics 29 Feb To 1 March 2016 PDFDocumento3 páginasHVAC Design Cooling Capacity Calculations & Psychrometrics 29 Feb To 1 March 2016 PDFKoo Cheng KongAinda não há avaliações
- KSWG BruchureDocumento4 páginasKSWG BruchureJack AboutboulAinda não há avaliações
- Tma FC: MiserDocumento15 páginasTma FC: MiserJim JonesjrAinda não há avaliações
- SelfMaker Smart Solutions Whitepaper 2020Documento59 páginasSelfMaker Smart Solutions Whitepaper 2020Kamil Rant50% (2)
- ManualB 63323enDocumento559 páginasManualB 63323eningector64Ainda não há avaliações
- Carrier 42gwc004bDocumento25 páginasCarrier 42gwc004bDarioDHAinda não há avaliações
- Kavitha E: No:35, Kanchi Kamatchi 3rd Cross Street Madipakkam Chennai 91Documento2 páginasKavitha E: No:35, Kanchi Kamatchi 3rd Cross Street Madipakkam Chennai 91Kavitha ElangoAinda não há avaliações
- 1756 rn694 - en P PDFDocumento76 páginas1756 rn694 - en P PDFAndré HidekiAinda não há avaliações
- Office Quality Grade MatrixDocumento3 páginasOffice Quality Grade MatrixleninamoAinda não há avaliações
- SPP@KSCST - Iisc.ernet - in WWW - Kscst.iisc - Ernet.in/spp - HTML: Karnataka State Council For Science and TechnologyDocumento12 páginasSPP@KSCST - Iisc.ernet - in WWW - Kscst.iisc - Ernet.in/spp - HTML: Karnataka State Council For Science and TechnologyterminalcbrAinda não há avaliações
- FriMar09050680351PM09510072007 ConceptWave Order Care OverviewDocumento2 páginasFriMar09050680351PM09510072007 ConceptWave Order Care OverviewMahendra YadavAinda não há avaliações
- Asset Management and Condition Monitoring: The Whole System Is Greater Than Its PartsDocumento4 páginasAsset Management and Condition Monitoring: The Whole System Is Greater Than Its Partsuamiranda3518Ainda não há avaliações
- Dwaraka Nadh K: Mobile:8504080654,8500353334Documento3 páginasDwaraka Nadh K: Mobile:8504080654,8500353334anon_396084846Ainda não há avaliações
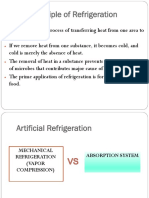
- 12.2. Principle of RefrigerationDocumento16 páginas12.2. Principle of Refrigerationkristian80% (5)
- LXC9210 User Manual PDFDocumento46 páginasLXC9210 User Manual PDFAnonymous vqsuRyAinda não há avaliações
- Types of Production Systems and Their AutomationDocumento15 páginasTypes of Production Systems and Their AutomationRoHan ShaRmaAinda não há avaliações
- Automatic Control For Mechanical EngineersDocumento176 páginasAutomatic Control For Mechanical EngineersJuanV VeraAinda não há avaliações
- Came Corsa Install ManualDocumento24 páginasCame Corsa Install ManualRyad Rajack0% (1)
- Air ConditionDocumento15 páginasAir Conditionarch powerAinda não há avaliações