Você também pode gostar
- The Data Industry: The Business and Economics of Information and Big DataNo EverandThe Data Industry: The Business and Economics of Information and Big DataAinda não há avaliações
- Choosing A Selective Hydrogenation SystemDocumento9 páginasChoosing A Selective Hydrogenation SystemrizaherAinda não há avaliações
- Natural Gas Processing from Midstream to DownstreamNo EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirAinda não há avaliações
- Convert Bottom-Of-The-Barrel Into Diesel and Light OlefinsDocumento5 páginasConvert Bottom-Of-The-Barrel Into Diesel and Light OlefinsAmjad HaniAinda não há avaliações
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentAinda não há avaliações
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDocumento18 páginasHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMAinda não há avaliações
- Maximising Heat Exchanger CleaningDocumento4 páginasMaximising Heat Exchanger CleaningAlexAinda não há avaliações
- Reduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesDocumento4 páginasReduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesRobert MontoyaAinda não há avaliações
- Principles and Case Studies of Simultaneous DesignNo EverandPrinciples and Case Studies of Simultaneous DesignAinda não há avaliações
- Ethylene CrackerDocumento28 páginasEthylene CrackerAbhinav AjmaniAinda não há avaliações
- Hydroprocessing Rate Increase Using Shaped ChangeDocumento11 páginasHydroprocessing Rate Increase Using Shaped ChangeAndri SaputraAinda não há avaliações
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsNo EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahAinda não há avaliações
- Solve The Five Most Common FCC ProblemsDocumento21 páginasSolve The Five Most Common FCC ProblemsOMID464Ainda não há avaliações
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocumento8 páginasKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjAinda não há avaliações
- Filling The Propylene Gap On Purpose TechnologiesDocumento12 páginasFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- Distillation Part 1 Experimental Validation of Column Simulations PDFDocumento9 páginasDistillation Part 1 Experimental Validation of Column Simulations PDFRajendraAinda não há avaliações
- 2014 PTQ q4Documento156 páginas2014 PTQ q4digeca100% (1)
- APC and Ethylene RTO - 160713Documento35 páginasAPC and Ethylene RTO - 160713Andy LuthorAinda não há avaliações
- Debottlenecking - FractionatorDocumento5 páginasDebottlenecking - Fractionatorsuprateem100% (1)
- Improving Hydrotreater OperationsDocumento5 páginasImproving Hydrotreater Operationssaleh4060Ainda não há avaliações
- Debutaniser OptimisationDocumento5 páginasDebutaniser OptimisationAntonAinda não há avaliações
- FCC Trouble Shooting TRG by SpalitDocumento59 páginasFCC Trouble Shooting TRG by SpalitSaugata Palit100% (1)
- Understanding Gas Treatment FundamentalsDocumento8 páginasUnderstanding Gas Treatment Fundamentalsazotik1985Ainda não há avaliações
- Hydrotreater Optimization With WpheDocumento29 páginasHydrotreater Optimization With Wpheandrei12320003181Ainda não há avaliações
- Steam Cracking Kinetics and Feed Characterisation PDFDocumento10 páginasSteam Cracking Kinetics and Feed Characterisation PDFBehroozAinda não há avaliações
- Ethylene & ACF PDFDocumento48 páginasEthylene & ACF PDFSubrato Saha100% (2)
- FCCU Operation Monitoring and Problem Diagnosis - Catalyst RelatedDocumento5 páginasFCCU Operation Monitoring and Problem Diagnosis - Catalyst Relatedsaleh4060Ainda não há avaliações
- FCC Propylene Production Tech PaperDocumento8 páginasFCC Propylene Production Tech PaperMaría Belén JaureguiAinda não há avaliações
- Stepwise Simulation of Vacuum Transfer2Documento7 páginasStepwise Simulation of Vacuum Transfer2Hadis ShojaeiAinda não há avaliações
- A Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFDocumento18 páginasA Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFIbrahim100% (1)
- FCC Wash Water SystemsDocumento16 páginasFCC Wash Water SystemsBehnam RahzaniAinda não há avaliações
- Ethylene Recovery Through Dephlegmator TechnologyDocumento9 páginasEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Eliminating Inert Entry For CatalystDocumento2 páginasEliminating Inert Entry For CatalystAndri SaputraAinda não há avaliações
- Sweetening LPG With AminesDocumento8 páginasSweetening LPG With AminessizwehAinda não há avaliações
- Hydro Processing Corrosion Wash WaterDocumento9 páginasHydro Processing Corrosion Wash WaterNagendra H100% (1)
- Reducing Pressure - Increasing Efficiency: PanoramaDocumento4 páginasReducing Pressure - Increasing Efficiency: PanoramapsshnkrAinda não há avaliações
- UOP - Cat PaperDocumento0 páginaUOP - Cat Paperbinapaniki6520Ainda não há avaliações
- 23rd Ethylene Producers Conference 2011Documento5 páginas23rd Ethylene Producers Conference 2011Arun Kumar KarAinda não há avaliações
- Coker ArticleDocumento6 páginasCoker Articlepersonalmail_20011078100% (1)
- Boiler Heat FluxDocumento8 páginasBoiler Heat FluxMubarik Ali100% (1)
- FCC MANUAL 5-The Role of Catalyst in FCC TroubleshootingDocumento10 páginasFCC MANUAL 5-The Role of Catalyst in FCC Troubleshooting750921Ainda não há avaliações
- Component Trapping in Distillation Towers Causes, Symptoms and CuresDocumento12 páginasComponent Trapping in Distillation Towers Causes, Symptoms and CuresZangAinda não há avaliações
- FCC Catalyst-Key Element in Refinery TechnologyDocumento11 páginasFCC Catalyst-Key Element in Refinery TechnologyJenny TrochezAinda não há avaliações
- Understand Thermodynamics To Improve Process Simulations: Computational MethodsDocumento6 páginasUnderstand Thermodynamics To Improve Process Simulations: Computational MethodsAxel SantínAinda não há avaliações
- Upgrading of Heavy Crude Oils - CastillaDocumento7 páginasUpgrading of Heavy Crude Oils - Castillapks24886Ainda não há avaliações
- Troubleshooting Vacuum Unit Revamp - TDocumento6 páginasTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderAinda não há avaliações
- DR FCC PDFDocumento7 páginasDR FCC PDFAle SanzAinda não há avaliações
- 35 - Waste ManagementDocumento131 páginas35 - Waste Managementsunggwan kimAinda não há avaliações
- Fractionation and Absorption For The Process Man PDFDocumento70 páginasFractionation and Absorption For The Process Man PDFWilliam SandersAinda não há avaliações
- Main ColumnDocumento19 páginasMain ColumnsemAinda não há avaliações
- CEeNews2 04 PDFDocumento6 páginasCEeNews2 04 PDFJohn AnthoniAinda não há avaliações
- FCC GCU Stripper RevampDocumento5 páginasFCC GCU Stripper RevampRavi NookalaAinda não há avaliações
- 2020-Catalysis PDFDocumento72 páginas2020-Catalysis PDFNelly Quintana ZapataAinda não há avaliações
- Guidelines For Ethylene Quench Tower Rev IntroDocumento13 páginasGuidelines For Ethylene Quench Tower Rev IntroMubarik AliAinda não há avaliações
- Specification - Importance of Getting Them RightDocumento6 páginasSpecification - Importance of Getting Them RightAnonymous QSfDsVxjZAinda não há avaliações
- SRT ViiDocumento34 páginasSRT Viikeydie RamirezAinda não há avaliações
- Divided Wall Column 496Documento6 páginasDivided Wall Column 496GeorgeAinda não há avaliações
- Application FormDocumento3 páginasApplication FormAbhik BanerjeeAinda não há avaliações
- Super Radiant CoilDocumento13 páginasSuper Radiant CoilAbhik BanerjeeAinda não há avaliações
- Optimized ListDocumento2 páginasOptimized ListAbhik BanerjeeAinda não há avaliações
- Users Election 6Documento3 páginasUsers Election 6Abhik BanerjeeAinda não há avaliações
- ROCdraft5 0Documento9 páginasROCdraft5 0rahmatfauziAinda não há avaliações
- Design Guideline For Fouling Service ColumnDocumento33 páginasDesign Guideline For Fouling Service Columnsandek4000100% (1)
- Polyethylene Production Technologies PDFDocumento81 páginasPolyethylene Production Technologies PDFJelssy Huaringa Yupanqui100% (1)
- CLS/CLC/CLH: English Italiano Français Deutsch EspañolDocumento84 páginasCLS/CLC/CLH: English Italiano Français Deutsch EspañolVanja DamnjanovicAinda não há avaliações
- Chapter 3. One-Compartment Open Model Intravenous Bolus AdministrationDocumento23 páginasChapter 3. One-Compartment Open Model Intravenous Bolus AdministrationbencleeseAinda não há avaliações
- Aromatic Substi-Wps OfficeDocumento54 páginasAromatic Substi-Wps OfficeTariq ZiaAinda não há avaliações
- Cliq Cliqsmart Ap Technical Data SheetDocumento2 páginasCliq Cliqsmart Ap Technical Data SheetSuravi BhaskarAinda não há avaliações
- NSTSE Class 7 Solved Paper 2009Documento23 páginasNSTSE Class 7 Solved Paper 2009swainanjanAinda não há avaliações
- Gasket Brochure Complete MDS EngDocumento20 páginasGasket Brochure Complete MDS EngAditya JainAinda não há avaliações
- Revision Notes - Basic Nuclear PropertiesDocumento10 páginasRevision Notes - Basic Nuclear PropertiesPankaj BiswasAinda não há avaliações
- Kobel CoDocumento4 páginasKobel CoCesar ZarateAinda não há avaliações
- Topical, Gastrointestinal, NI, Radio-, MiscDocumento113 páginasTopical, Gastrointestinal, NI, Radio-, MiscArk Olfato ParojinogAinda não há avaliações
- Biotech Math Problems Part1 AnswersDocumento5 páginasBiotech Math Problems Part1 AnswersAmanpreet ManderAinda não há avaliações
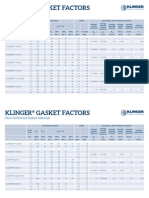
- Klinger Gasket FactorsDocumento3 páginasKlinger Gasket FactorsGeorge TanasescuAinda não há avaliações
- 2Documento26 páginas2Aigerim TurlanovaAinda não há avaliações
- Roe - 086 - 20200325 PDFDocumento11 páginasRoe - 086 - 20200325 PDFAnkit SrivastavaAinda não há avaliações
- Exp10bomb CalorimetryDocumento9 páginasExp10bomb CalorimetryNaeem RehmanAinda não há avaliações
- Effect of The Tilt Angle of Natural Convection in A Solar Collector With Internal Longitudinal FinsDocumento5 páginasEffect of The Tilt Angle of Natural Convection in A Solar Collector With Internal Longitudinal FinsInternational Journal of Science and Engineering InvestigationsAinda não há avaliações
- Technical Datasheet: LDPE 2101TN00WDocumento16 páginasTechnical Datasheet: LDPE 2101TN00WjavadmohammadiAinda não há avaliações
- Fuel Gas Conditioning-EmailDocumento2 páginasFuel Gas Conditioning-Emailkelburn50% (2)
- Glop Type 8 NFDocumento3 páginasGlop Type 8 NFMark Evan SalutinAinda não há avaliações
- Redubar A Register of All Gas RegulationsDocumento64 páginasRedubar A Register of All Gas RegulationsMilos BajicAinda não há avaliações
- Effect of Fouling On Heat Exchanger - ScribdDocumento40 páginasEffect of Fouling On Heat Exchanger - Scribdratninp9368Ainda não há avaliações
- G4051 S40C Mechanical PropertiesDocumento1 páginaG4051 S40C Mechanical PropertiesLeonard EzraAinda não há avaliações
- DAQ Destroyer Hybrid RocketDocumento48 páginasDAQ Destroyer Hybrid Rocketprakulmittal2100% (1)
- Report On Practical Industrial Training: Mahatma Gandhi Mission S College of Engineering and TechnologyDocumento23 páginasReport On Practical Industrial Training: Mahatma Gandhi Mission S College of Engineering and TechnologyShivendu Pandey0% (1)
- Bioactive Materials: Presented By-Dr Kajal Bhayani Mds 1 YearDocumento78 páginasBioactive Materials: Presented By-Dr Kajal Bhayani Mds 1 YearVidhi ThakurAinda não há avaliações
- Complete Proximate Analysis For Animal Feed PDFDocumento14 páginasComplete Proximate Analysis For Animal Feed PDFtestAinda não há avaliações
- Fracture Characterization of Threaded Rebar and Coupler: February 2016Documento5 páginasFracture Characterization of Threaded Rebar and Coupler: February 2016Hotel Green DotAinda não há avaliações
- Summer Training ProgramDocumento21 páginasSummer Training ProgramAyan BorgohainAinda não há avaliações
- 1P1 - Anna Kusumawati 323-329Documento7 páginas1P1 - Anna Kusumawati 323-329imam habibiAinda não há avaliações
- Practical Reservoir Engineering and CharacterizationNo EverandPractical Reservoir Engineering and CharacterizationNota: 4.5 de 5 estrelas4.5/5 (3)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingNo EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingAinda não há avaliações
- Pocket Guide to Flanges, Fittings, and Piping DataNo EverandPocket Guide to Flanges, Fittings, and Piping DataNota: 3.5 de 5 estrelas3.5/5 (22)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesNo EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesAinda não há avaliações
- Well Testing Project Management: Onshore and Offshore OperationsNo EverandWell Testing Project Management: Onshore and Offshore OperationsAinda não há avaliações
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsNo EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsNota: 4 de 5 estrelas4/5 (4)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideNo EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideNota: 2 de 5 estrelas2/5 (1)
- Fundamentals and Applications of Bionic Drilling FluidsNo EverandFundamentals and Applications of Bionic Drilling FluidsAinda não há avaliações
- Well Control for Completions and InterventionsNo EverandWell Control for Completions and InterventionsNota: 4 de 5 estrelas4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesNo EverandHeavy and Extra-heavy Oil Upgrading TechnologiesNota: 4 de 5 estrelas4/5 (2)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesNo EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesNota: 5 de 5 estrelas5/5 (5)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityNo EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityNota: 3 de 5 estrelas3/5 (2)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsNo EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsNota: 4 de 5 estrelas4/5 (6)
- Asset Integrity Management for Offshore and Onshore StructuresNo EverandAsset Integrity Management for Offshore and Onshore StructuresAinda não há avaliações
- Advanced Production Decline Analysis and ApplicationNo EverandAdvanced Production Decline Analysis and ApplicationNota: 3.5 de 5 estrelas3.5/5 (4)
- Gas and Oil Reliability Engineering: Modeling and AnalysisNo EverandGas and Oil Reliability Engineering: Modeling and AnalysisNota: 4.5 de 5 estrelas4.5/5 (6)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANo EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AAinda não há avaliações
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryNo EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryNota: 5 de 5 estrelas5/5 (3)