Você também pode gostar
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringNo EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringAinda não há avaliações
- United States Patent Office: Patented Apr. 7, 1953Documento3 páginasUnited States Patent Office: Patented Apr. 7, 1953Syahrul SandreaAinda não há avaliações
- Dohoo????????: 2,838,575 June 10, 1958Documento5 páginasDohoo????????: 2,838,575 June 10, 1958Dorotea TirtaAinda não há avaliações
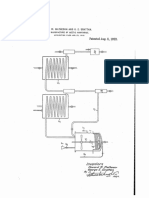
- ,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanDocumento3 páginas,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanrzgarAinda não há avaliações
- Improved Chemical Process for Making ThiosemicarbazideDocumento2 páginasImproved Chemical Process for Making Thiosemicarbazideshenn0Ainda não há avaliações
- United States Patent 1191: Tu (45) Sep. 7, 1982Documento4 páginasUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyAinda não há avaliações
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Documento6 páginasQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraAinda não há avaliações
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Documento6 páginasQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraAinda não há avaliações
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Documento6 páginasQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraAinda não há avaliações
- United States Patent (19) : (52) U.S. C.260/583 KDocumento5 páginasUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanAinda não há avaliações
- Teal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210Documento4 páginasTeal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210juzmailmaAinda não há avaliações
- S SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280Documento4 páginasS SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280toastcfhAinda não há avaliações
- US1915354Documento6 páginasUS1915354Muhammad Akbar FahleviAinda não há avaliações
- US3410915Documento5 páginasUS3410915Luluk malikAinda não há avaliações
- Us 4396789Documento7 páginasUs 4396789Elias JúniorAinda não há avaliações
- United States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977Documento3 páginasUnited States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977bvritAinda não há avaliações
- Copie de US2899444-1Documento4 páginasCopie de US2899444-1KHALED KHALEDAinda não há avaliações
- Pentaeritritol 2Documento6 páginasPentaeritritol 2Ibnul BaasithAinda não há avaliações
- Proceeding of The Fertilizer Industry Round TableDocumento32 páginasProceeding of The Fertilizer Industry Round TableKhánh ĐỗAinda não há avaliações
- United States Patent 0: '3, l50, l74 ICCDocumento2 páginasUnited States Patent 0: '3, l50, l74 ICCMuhammadAmdadulHoqueAinda não há avaliações
- US2758124 Continuous Hydrolisys of ArganohalogenosilanesDocumento5 páginasUS2758124 Continuous Hydrolisys of ArganohalogenosilanesBruna PlentzAinda não há avaliações
- Patent For ...Documento2 páginasPatent For ...TriNurRahmaAinda não há avaliações
- OF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger ReactorDocumento8 páginasOF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger Reactorarpit gargAinda não há avaliações
- Us 3229777Documento4 páginasUs 3229777Parth AggarwalAinda não há avaliações
- RefluxDocumento5 páginasRefluxFranco Salerno100% (1)
- Us 3642838 PatentDocumento3 páginasUs 3642838 PatentElsie XiaoAinda não há avaliações
- June 10, 1958: Continuous Hydrolysis of EpichlorohydrinDocumento4 páginasJune 10, 1958: Continuous Hydrolysis of EpichlorohydrinAbdur Rochim Al IchwanAinda não há avaliações
- Us8512443 PDFDocumento12 páginasUs8512443 PDFdollarrbillAinda não há avaliações
- US3235583Documento3 páginasUS3235583bang daulayAinda não há avaliações
- Catalytic Reforming Unit (DehydrocyclisationDocumento3 páginasCatalytic Reforming Unit (DehydrocyclisationkrekzAinda não há avaliações
- Arease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andDocumento3 páginasArease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andRachmad HermawanAinda não há avaliações
- US3679762Documento5 páginasUS3679762Nateek SharmaAinda não há avaliações
- Us4018815 PDFDocumento4 páginasUs4018815 PDFFatih AkmanAinda não há avaliações
- Raney Ni PurificationDocumento5 páginasRaney Ni Purificationanjireddy1612Ainda não há avaliações
- Che2001 Chemical Reaction Engineering Experiment No-10 AimDocumento3 páginasChe2001 Chemical Reaction Engineering Experiment No-10 AimVaxxon YTAinda não há avaliações
- Gas AbsorptionDocumento24 páginasGas AbsorptionShalini Krishnan100% (1)
- US3983180Documento7 páginasUS3983180Agustina TriyaniAinda não há avaliações
- US2573978Documento4 páginasUS2573978Sebastian GonzalezAinda não há avaliações
- By Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Documento5 páginasBy Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Ruchita PoilkarAinda não há avaliações
- Improved method for concentrating cumene hydroperoxide from oxidation productsDocumento3 páginasImproved method for concentrating cumene hydroperoxide from oxidation productsSiswand BIn Mohd AliAinda não há avaliações
- Batch Reactive DistillationDocumento7 páginasBatch Reactive DistillationChalmer BelaroAinda não há avaliações
- CHE501V1 Group#4PUEBLASdistillationDocumento8 páginasCHE501V1 Group#4PUEBLASdistillationChris Thel MayAinda não há avaliações
- Spatty Desalination ProcessesDocumento3 páginasSpatty Desalination ProcessesJohnAinda não há avaliações
- ' United States Patent Office : Ljatented Nov. 7, 195.0Documento2 páginas' United States Patent Office : Ljatented Nov. 7, 195.0Agape Ruth BaliloAinda não há avaliações
- Group A5 - EXP 5 Batch Packed DistillationDocumento35 páginasGroup A5 - EXP 5 Batch Packed DistillationKabilashini Mana Mohan100% (3)
- Basic Cost Estimates for MEA Treating UnitsDocumento6 páginasBasic Cost Estimates for MEA Treating UnitsTuesou MachereAinda não há avaliações
- US3136818-Produccion de AnilinaDocumento4 páginasUS3136818-Produccion de AnilinaJoel Flores CastilloAinda não há avaliações
- Patent Benzil KloridaDocumento3 páginasPatent Benzil KloridaShochib Al FatihAinda não há avaliações
- Ethyl AcrylateDocumento4 páginasEthyl AcrylateFirdaus ImamAinda não há avaliações
- Batch Distillation - Lab ReportDocumento21 páginasBatch Distillation - Lab ReportAngelica Joyce Benito100% (1)
- Dean StarkDocumento15 páginasDean Starkfaizuanismail100% (1)
- United States Patent Office: Patented Mar. 21, 1950Documento2 páginasUnited States Patent Office: Patented Mar. 21, 1950alexAinda não há avaliações
- Evaporators: Waste Heat RecoveryDocumento8 páginasEvaporators: Waste Heat RecoveryJitendra KumarAinda não há avaliações
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocumento6 páginasApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohAinda não há avaliações
- Overcoming P-Xylene Equilibrium with Reactive AdsorptionDocumento9 páginasOvercoming P-Xylene Equilibrium with Reactive AdsorptionLinhXuânPhạmAinda não há avaliações
- Vapor-liquid phase separation of hydroconversion process effluentDocumento6 páginasVapor-liquid phase separation of hydroconversion process effluentGalang Hanif AbdulahAinda não há avaliações
- AlkylationDocumento9 páginasAlkylationabhishek sharma100% (1)
- Patent for Continuous Butylacrylate ProductionDocumento6 páginasPatent for Continuous Butylacrylate ProductionDian Agung SatyanagaraAinda não há avaliações
- United States Patent Office: Patented June 23, 1970Documento2 páginasUnited States Patent Office: Patented June 23, 1970MãdãlinaStanciuAinda não há avaliações
- Development of New Catalytic Processes For Processing Petroleum FeedstockDocumento7 páginasDevelopment of New Catalytic Processes For Processing Petroleum FeedstockzibaAinda não há avaliações
- Web L23Documento7 páginasWeb L23axusboyAinda não há avaliações
- 5-Lubricant ProductionDocumento6 páginas5-Lubricant ProductionzibaAinda não há avaliações
- Simplified SAFT Equation of State for Associating CompoundsDocumento13 páginasSimplified SAFT Equation of State for Associating CompoundszibaAinda não há avaliações
- 43 Jace10089 PDFDocumento16 páginas43 Jace10089 PDFdonyaAinda não há avaliações
- 43 Jace10089 PDFDocumento16 páginas43 Jace10089 PDFdonyaAinda não há avaliações
- Lube Base OilDocumento14 páginasLube Base OilzibaAinda não há avaliações
- Optimization and Dynamics of Distillation Column Using Aspen PlusDocumento7 páginasOptimization and Dynamics of Distillation Column Using Aspen PlusResmi SureshAinda não há avaliações
- Choosing Column InternalsDocumento7 páginasChoosing Column Internalspetrolhead1Ainda não há avaliações
- Bamatov - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 734 - 012047Documento9 páginasBamatov - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 734 - 012047zibaAinda não há avaliações
- Inchekel 2008Documento9 páginasInchekel 2008zibaAinda não há avaliações
- Petroleum Fraction at Ion OverviewDocumento35 páginasPetroleum Fraction at Ion Overviewphobos2000Ainda não há avaliações
- Choosing Column InternalsDocumento7 páginasChoosing Column Internalspetrolhead1Ainda não há avaliações
- Accepted ManuscriptDocumento14 páginasAccepted ManuscriptzibaAinda não há avaliações
- An Equation of State for Electrolyte Solutions in Multiple Salt SystemsDocumento9 páginasAn Equation of State for Electrolyte Solutions in Multiple Salt SystemszibaAinda não há avaliações
- Simulation Studies On Metastable Phase Equilibria in The Aqueous Ternary Systems (Nacl-Mgcl - H O) and (KCL-MGCL - H O) at 308.15 KDocumento4 páginasSimulation Studies On Metastable Phase Equilibria in The Aqueous Ternary Systems (Nacl-Mgcl - H O) and (KCL-MGCL - H O) at 308.15 KzibaAinda não há avaliações
- Waisman 1970Documento4 páginasWaisman 1970zibaAinda não há avaliações
- Trebble 1987Documento18 páginasTrebble 1987zibaAinda não há avaliações
- Representation of CO and HS Solubility in Aqueous MDEA Solutions Using An Electrolyte Equation of StateDocumento14 páginasRepresentation of CO and HS Solubility in Aqueous MDEA Solutions Using An Electrolyte Equation of StatezibaAinda não há avaliações
- Of of Of: Representation Excess Properties Electrolyte Solutions Using A New Equation StateDocumento9 páginasOf of Of: Representation Excess Properties Electrolyte Solutions Using A New Equation StateSaleh SedighiAinda não há avaliações
- Simon 1991Documento8 páginasSimon 1991zibaAinda não há avaliações
- CHT I 09Documento24 páginasCHT I 09almutaz9879Ainda não há avaliações
- Enthalpy and Solubility Data of Co in Water and Nacl (Aq) at Conditions of Interest For Geological SequestrationDocumento14 páginasEnthalpy and Solubility Data of Co in Water and Nacl (Aq) at Conditions of Interest For Geological SequestrationzibaAinda não há avaliações
- Solubilities of Carbon Dioxide in Water and 1 wt % NaCl SolutionDocumento6 páginasSolubilities of Carbon Dioxide in Water and 1 wt % NaCl SolutionzibaAinda não há avaliações
- Takenouchi 1965Documento10 páginasTakenouchi 1965zibaAinda não há avaliações
- The Ionization Constant of Carbonic Acid in Water and The Solubility of Carbon Dioxide in Water and Aqueous Salt Solutions ToDocumento8 páginasThe Ionization Constant of Carbonic Acid in Water and The Solubility of Carbon Dioxide in Water and Aqueous Salt Solutions TozibaAinda não há avaliações
- Solubility of Co in Aqueous Solutions of Nacl at (30 To 60) C and (10 To 20) MpaDocumento4 páginasSolubility of Co in Aqueous Solutions of Nacl at (30 To 60) C and (10 To 20) MpazibaAinda não há avaliações
- Fijiidp (EquilibriaDocumento13 páginasFijiidp (EquilibriazibaAinda não há avaliações
- Process Simulation of Ethanol Production From Biomass Gasification and Syngas Fermentation PDFDocumento33 páginasProcess Simulation of Ethanol Production From Biomass Gasification and Syngas Fermentation PDFramesh pokhrelAinda não há avaliações
- Production of 100,00 Metrics Tonnes Per Year of N-PropanolDocumento184 páginasProduction of 100,00 Metrics Tonnes Per Year of N-PropanolMuhammad Daniyal Lim bin Reeza Lim Si-Hien50% (6)
- Modelling and Advanced Process Control For Distillation Columns PDFDocumento6 páginasModelling and Advanced Process Control For Distillation Columns PDFgeorge cabreraAinda não há avaliações
- Pharmacognosy: The Science of Natural DrugsDocumento181 páginasPharmacognosy: The Science of Natural DrugsTadele Yassabe100% (1)
- Hungarian PálinkaDocumento20 páginasHungarian PálinkaVisitHungaryAinda não há avaliações
- Distillation Experiment LehighDocumento10 páginasDistillation Experiment Lehighcgjp120391Ainda não há avaliações
- ChemCAD Tutorial 1Documento37 páginasChemCAD Tutorial 1galihasyhari100% (1)
- 2003 - Biodiesel Production From Waste Cooking Oil - ProcessDocumento16 páginas2003 - Biodiesel Production From Waste Cooking Oil - ProcessKaoutar SefriouiAinda não há avaliações
- Chemistry - Jamb QuestionsDocumento70 páginasChemistry - Jamb QuestionsAhmad Invaluable Adeniji0% (1)
- Production of Dimethyl Ether (DME) For Transportation FuelDocumento190 páginasProduction of Dimethyl Ether (DME) For Transportation FuelJohn Patrick DagleAinda não há avaliações
- Anna University Chennai:: Chennai - 600 025 Curriculum 2004 B.Tech. Petroleum EngineeringDocumento64 páginasAnna University Chennai:: Chennai - 600 025 Curriculum 2004 B.Tech. Petroleum EngineeringSc Sathish KumarAinda não há avaliações
- Column InternalsDocumento15 páginasColumn InternalsOlman VargasAinda não há avaliações
- Bruichladdich Islay Single MaltDocumento2 páginasBruichladdich Islay Single MaltFreeBoxAinda não há avaliações
- Fractional Distillation of Ginebra San Miguel GinDocumento6 páginasFractional Distillation of Ginebra San Miguel GinHajime NakaegawaAinda não há avaliações
- Myristic Acid SynthesisDocumento2 páginasMyristic Acid Synthesis11113432Ainda não há avaliações
- Ponchon Savarit MatlabDocumento10 páginasPonchon Savarit MatlabRaj Mehta100% (2)
- Calcium stearate analysisDocumento3 páginasCalcium stearate analysisRanndolf JavierAinda não há avaliações
- Particulars Inwards Opening Balance: 1-May-2022 To 20-May-2022Documento24 páginasParticulars Inwards Opening Balance: 1-May-2022 To 20-May-2022kush mishraAinda não há avaliações
- Highland Distillery GuideDocumento23 páginasHighland Distillery GuideNino Armstrong MarchettiAinda não há avaliações
- Ethyl Sorbate in The Diene SynthesisDocumento4 páginasEthyl Sorbate in The Diene SynthesisVinh HoangAinda não há avaliações
- CE600E - V2.2-Duplex Continuous RectificationDocumento132 páginasCE600E - V2.2-Duplex Continuous RectificationAhmadAinda não há avaliações
- Feasibility ProjectDocumento38 páginasFeasibility ProjectSantosh NepalAinda não há avaliações
- Hysys CourseDocumento5 páginasHysys CourseWael HannonAinda não há avaliações
- 5.characterization of Petroleum FractionsDocumento65 páginas5.characterization of Petroleum FractionsNatalia AguilarAinda não há avaliações
- 3.4 & 3.5 Material Balances & Flow SheetDocumento56 páginas3.4 & 3.5 Material Balances & Flow SheetS JAinda não há avaliações
- Phenol 12Documento2 páginasPhenol 12binaywatchAinda não há avaliações
- Activity 3 DistillationDocumento2 páginasActivity 3 DistillationMaria Hazel AbayaAinda não há avaliações
- Sample Preparation of XpsDocumento5 páginasSample Preparation of XpsnajwaizzatiAinda não há avaliações
- SyllabusDocumento5 páginasSyllabusRoxanna LevineAinda não há avaliações
- Rewari Ethanol Mis Report.29.02.2020Documento8 páginasRewari Ethanol Mis Report.29.02.2020Abhinav JainAinda não há avaliações
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlNo EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlNota: 4 de 5 estrelas4/5 (4)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationNo EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationNota: 4 de 5 estrelas4/5 (18)
- Process Plant Equipment: Operation, Control, and ReliabilityNo EverandProcess Plant Equipment: Operation, Control, and ReliabilityNota: 5 de 5 estrelas5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksNo EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksNota: 5 de 5 estrelas5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsAinda não há avaliações
- Guidelines for the Management of Change for Process SafetyNo EverandGuidelines for the Management of Change for Process SafetyAinda não há avaliações
- Chemical Process Safety: Learning from Case HistoriesNo EverandChemical Process Safety: Learning from Case HistoriesNota: 4 de 5 estrelas4/5 (14)
- Well Control for Completions and InterventionsNo EverandWell Control for Completions and InterventionsNota: 4 de 5 estrelas4/5 (10)
- Nuclear Energy in the 21st Century: World Nuclear University PressNo EverandNuclear Energy in the 21st Century: World Nuclear University PressNota: 4.5 de 5 estrelas4.5/5 (3)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentAinda não há avaliações
- Guidelines for Siting and Layout of FacilitiesNo EverandGuidelines for Siting and Layout of FacilitiesAinda não há avaliações
- Operational Excellence: Journey to Creating Sustainable ValueNo EverandOperational Excellence: Journey to Creating Sustainable ValueAinda não há avaliações
- Guidelines for Engineering Design for Process SafetyNo EverandGuidelines for Engineering Design for Process SafetyAinda não há avaliações
- Guidelines for Developing Quantitative Safety Risk CriteriaNo EverandGuidelines for Developing Quantitative Safety Risk CriteriaAinda não há avaliações
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersAinda não há avaliações
- Bow Ties in Risk Management: A Concept Book for Process SafetyNo EverandBow Ties in Risk Management: A Concept Book for Process SafetyAinda não há avaliações
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisAinda não há avaliações
- Perfume Engineering: Design, Performance and ClassificationNo EverandPerfume Engineering: Design, Performance and ClassificationNota: 4 de 5 estrelas4/5 (5)
- Fragrance Chemistry: The Science of the Sense of SmellNo EverandFragrance Chemistry: The Science of the Sense of SmellNota: 3 de 5 estrelas3/5 (2)
- Practical Process Control for Engineers and TechniciansNo EverandPractical Process Control for Engineers and TechniciansNota: 5 de 5 estrelas5/5 (3)
- Temperature-Responsive Polymers: Chemistry, Properties, and ApplicationsNo EverandTemperature-Responsive Polymers: Chemistry, Properties, and ApplicationsAinda não há avaliações