Você também pode gostar
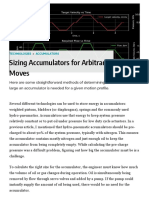
- Sizing Accumulators For Arbitrary Moves - Hydraulics & PneumaticsDocumento5 páginasSizing Accumulators For Arbitrary Moves - Hydraulics & Pneumaticsback1949100% (1)
- EibfiweubfDocumento19 páginasEibfiweubfNagesh DewanganAinda não há avaliações
- How Natural Frequency Limits Frequency of Acceleration - Hydraulics & PneumaticsDocumento7 páginasHow Natural Frequency Limits Frequency of Acceleration - Hydraulics & Pneumaticsback1949Ainda não há avaliações
- Controlling Hydraulic PressureDocumento6 páginasControlling Hydraulic Pressureback1949100% (1)
- B A C D: Quickstart BasicDocumento2 páginasB A C D: Quickstart Basicback1949Ainda não há avaliações
- Quickstart Basic: QB100-4 Update 02-20Documento2 páginasQuickstart Basic: QB100-4 Update 02-20back1949Ainda não há avaliações
- Compatibility For EMC, Climate and Mechanical LoadDocumento4 páginasCompatibility For EMC, Climate and Mechanical Loadback1949Ainda não há avaliações
- EibfiweubfDocumento19 páginasEibfiweubfNagesh DewanganAinda não há avaliações
- 智能科技改变机床生产格局Documento39 páginas智能科技改变机床生产格局back1949Ainda não há avaliações
- Load-Force-Adaptive Outlet Throttling - An Easily CommissionableDocumento13 páginasLoad-Force-Adaptive Outlet Throttling - An Easily Commissionableback1949Ainda não há avaliações
- Electronification of Open Loop HydraulicsDocumento39 páginasElectronification of Open Loop Hydraulicsback1949100% (2)
- ACOPOS P3配置解析及配置案例V0.00Documento16 páginasACOPOS P3配置解析及配置案例V0.00back1949Ainda não há avaliações
- OPC UA TSN - A New Solution For Industrial CommunicationDocumento10 páginasOPC UA TSN - A New Solution For Industrial Communicationback1949Ainda não há avaliações
- Nasa 2010 Iest MVFDocumento29 páginasNasa 2010 Iest MVFback1949Ainda não há avaliações
- Moog ServoValves Techn Look Overview enDocumento36 páginasMoog ServoValves Techn Look Overview enGonzalo Gutierrez100% (1)
- Industrial Hydraulic ValvesCat HY14 2500 DCVPCVServoElect 12 11Documento464 páginasIndustrial Hydraulic ValvesCat HY14 2500 DCVPCVServoElect 12 11back1949100% (1)
- Yuken Newprodguide JC-10010-1Documento12 páginasYuken Newprodguide JC-10010-1back1949100% (1)
- CasappaDocumento44 páginasCasappaback1949Ainda não há avaliações
- US7322375Documento13 páginasUS7322375back1949Ainda não há avaliações
- Digital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory FloorDocumento2 páginasDigital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory Floorback1949100% (1)
- QB300Documento2 páginasQB300back1949Ainda não há avaliações
- User Manual: M3000 Automation System MSC II (Moog Servo Controller)Documento148 páginasUser Manual: M3000 Automation System MSC II (Moog Servo Controller)back1949Ainda não há avaliações
- 6 Costly Mistakes Most Hydraulics Users Make and How You Can Avoid Them!Documento6 páginas6 Costly Mistakes Most Hydraulics Users Make and How You Can Avoid Them!back1949Ainda não há avaliações
- United States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002Documento10 páginasUnited States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002back1949Ainda não há avaliações
- Rexroth and Atos Valve CompareDocumento7 páginasRexroth and Atos Valve Compareback1949Ainda não há avaliações
- Servo Valves TechnicalDocumento24 páginasServo Valves Technicalobvert100% (2)
- F-35 Air Vehicle Technology Overview PDFDocumento28 páginasF-35 Air Vehicle Technology Overview PDFback1949Ainda não há avaliações
- 高速机床跟随误差 PDFDocumento7 páginas高速机床跟随误差 PDFback1949Ainda não há avaliações
- Vibration Analysis of The Crank-Link Mechanism of Reciprocating Bilge PumpsDocumento4 páginasVibration Analysis of The Crank-Link Mechanism of Reciprocating Bilge Pumpsback1949Ainda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Dispersant Manual WebDocumento108 páginasDispersant Manual Webcamilinrodriguezzzz100% (1)
- Job Miller AbstractDocumento5 páginasJob Miller AbstractTelika RamuAinda não há avaliações
- DORP Action PlanDocumento3 páginasDORP Action PlanSantisas Zai100% (3)
- Ifs Audit ReportDocumento74 páginasIfs Audit ReportOzlem Mep67% (3)
- Hydraulic Eaton Vickers VQ Vane Pump: Intra-Vane Mechanism FeaturesDocumento7 páginasHydraulic Eaton Vickers VQ Vane Pump: Intra-Vane Mechanism FeaturesMiguel VlntìnAinda não há avaliações
- A320 CBT Fuel System: Table of ContentDocumento8 páginasA320 CBT Fuel System: Table of ContentAman VermaAinda não há avaliações
- Silica Analyzer, Series 5000, Model 6000-Intrument Manual PDFDocumento136 páginasSilica Analyzer, Series 5000, Model 6000-Intrument Manual PDFAdhy Priyo Pambudi100% (1)
- CP R77.20 EndpointSecurity AdminGuideDocumento168 páginasCP R77.20 EndpointSecurity AdminGuideMSAinda não há avaliações
- Reconfigurable Vivaldi Antenna With Improved Gain For Uwb ApplicationsDocumento5 páginasReconfigurable Vivaldi Antenna With Improved Gain For Uwb ApplicationsSubhanjali MyneniAinda não há avaliações
- SMILE System For 2d 3d DSMC ComputationDocumento6 páginasSMILE System For 2d 3d DSMC ComputationchanmyaAinda não há avaliações
- Presentation STAAD ProDocumento47 páginasPresentation STAAD ProjosephfelixAinda não há avaliações
- Be Paper 1Documento852 páginasBe Paper 1Vishal Gaurav100% (2)
- Mil e 7016FDocumento48 páginasMil e 7016Fgustavojorge12Ainda não há avaliações
- Well Control Manual - DRILL0108W01 - 24-3-08Documento93 páginasWell Control Manual - DRILL0108W01 - 24-3-08hosam aliAinda não há avaliações
- Generator Hydrogen Cooling InfoDocumento21 páginasGenerator Hydrogen Cooling InfovarsbsAinda não há avaliações
- CT100-NT05 Service Manual PDFDocumento93 páginasCT100-NT05 Service Manual PDFDwane DuncanAinda não há avaliações
- Troubleshooting Data: Plug Seen From The Cable SideDocumento2 páginasTroubleshooting Data: Plug Seen From The Cable SideTomyAinda não há avaliações
- ComE 223-Computer Fundamentals & Programming IIDocumento2 páginasComE 223-Computer Fundamentals & Programming IIDinah Fe Tabaranza-OlitanAinda não há avaliações
- A Guide To Flame Photometer AnalysisDocumento17 páginasA Guide To Flame Photometer Analysisarun231187100% (1)
- BrochureDocumento2 páginasBrochurearvind katyayn100% (1)
- Appexchange Publishing GuideDocumento29 páginasAppexchange Publishing GuideHeatherAinda não há avaliações
- Kerjaya MatematikDocumento20 páginasKerjaya MatematikRoszelan Majid100% (1)
- The Running and Maintenance ofDocumento459 páginasThe Running and Maintenance ofantonigor100% (1)
- Final Drive Transmission Assembly - Prior To SN Dac0202754 (1) 9030Documento3 páginasFinal Drive Transmission Assembly - Prior To SN Dac0202754 (1) 9030Caroline RosaAinda não há avaliações
- Summer Report On WEB DevelopmentDocumento30 páginasSummer Report On WEB DevelopmentADITYA25% (4)
- P3Documento39 páginasP3venkatAinda não há avaliações
- 2Z140002 SV enDocumento21 páginas2Z140002 SV enBob AndreiAinda não há avaliações
- CV FaisalDocumento3 páginasCV FaisalAnonymous UNekZM6Ainda não há avaliações
- FM 5-102 - CountermobilityDocumento220 páginasFM 5-102 - CountermobilitySurvivIt100% (2)
- PT 100 Operators ManualDocumento15 páginasPT 100 Operators ManualSerhiiAinda não há avaliações