Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
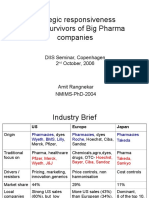
- Global Pharma StrategyDocumento15 páginasGlobal Pharma StrategyDr Amit RangnekarAinda não há avaliações
- Dust Management PPT 030813 VISHVA KIRANDocumento42 páginasDust Management PPT 030813 VISHVA KIRANVishva KiranAinda não há avaliações
- Science Stage 8 Sample Paper 1 - tcm143-595703Documento15 páginasScience Stage 8 Sample Paper 1 - tcm143-595703Joseph Jerry-Oche100% (2)
- Syphilis & Arsenic in Bob Dylan's "Love and Theft"Documento3 páginasSyphilis & Arsenic in Bob Dylan's "Love and Theft"Robert Michael100% (1)
- Eucalyptus OilDocumento17 páginasEucalyptus OilSorinGeorgeAinda não há avaliações
- PRJ ManuscriptDocumento11 páginasPRJ ManuscriptGebi TukuAinda não há avaliações
- Limestones Under Salt Decay Tests-AssessmentDocumento17 páginasLimestones Under Salt Decay Tests-AssessmentAmandita_geolAinda não há avaliações
- Positive Displacement Pump PDFDocumento345 páginasPositive Displacement Pump PDFTapas Chaudhuri100% (3)
- Atoms Elements and Compounds: Define: Proton Number (Atomic Number) : Nucleon Number (Mass Number) : IsotopeDocumento2 páginasAtoms Elements and Compounds: Define: Proton Number (Atomic Number) : Nucleon Number (Mass Number) : IsotopeNuan Ting NgAinda não há avaliações
- P - 21 Estimation of Percentage of Glucose (Benedict's Method)Documento1 páginaP - 21 Estimation of Percentage of Glucose (Benedict's Method)Dr. Tapan Kr. DuttaAinda não há avaliações
- Race 2019Documento418 páginasRace 2019Sadia KhanAinda não há avaliações
- Metal Oxide SemiconductorDocumento2 páginasMetal Oxide Semiconductorcommonsense1010Ainda não há avaliações
- Elastic Composite, Reinforced Lightweight Concrete (ECRLC) As A Type of Resilient Composite Systems (RCS) (Http://arxiv - Org/abs/1510.03933)Documento28 páginasElastic Composite, Reinforced Lightweight Concrete (ECRLC) As A Type of Resilient Composite Systems (RCS) (Http://arxiv - Org/abs/1510.03933)https://sites.google.com/site/newstructure1 ; https://sites.google.com/site/ecrlc1 ; Non-commercial100% (5)
- Hy-Tuf - AMS 6425 PDFDocumento2 páginasHy-Tuf - AMS 6425 PDFapurv bhartiAinda não há avaliações
- Apotek Borneo Sehat: Grand Tota Bayar Kembali Batal Simpan DataDocumento98 páginasApotek Borneo Sehat: Grand Tota Bayar Kembali Batal Simpan DataantonAinda não há avaliações
- Kaffir LimeDocumento3 páginasKaffir LimeSuci Ika PratiwiAinda não há avaliações
- 3 Unit N 2 Impulse Hydraulic TurbineDocumento13 páginas3 Unit N 2 Impulse Hydraulic Turbinemohit sonawaneAinda não há avaliações
- Accuracy, Precision, and Percent ErrorDocumento16 páginasAccuracy, Precision, and Percent ErrorEve YapAinda não há avaliações
- Lecture Planner - Inorganic Chemistry - Prayas JEE 2.0 2024Documento1 páginaLecture Planner - Inorganic Chemistry - Prayas JEE 2.0 2024Ankit MatthAinda não há avaliações
- Strength and of Pond Ash ConcreteDocumento29 páginasStrength and of Pond Ash ConcreteNaveed BAinda não há avaliações
- Notes Alternative To Practical BiologyDocumento6 páginasNotes Alternative To Practical BiologyOmar TahaAinda não há avaliações
- Chemical Bonding O1 1-40Documento20 páginasChemical Bonding O1 1-40Mahesh choudharyAinda não há avaliações
- Foodec 800Documento4 páginasFoodec 800vinayak gaikwadAinda não há avaliações
- Micro-And Nano-Encapsulation TechnologiesDocumento43 páginasMicro-And Nano-Encapsulation TechnologiesMauricio FemeníaAinda não há avaliações
- Worksheet 6Documento17 páginasWorksheet 6Sumair Khan MasoodAinda não há avaliações
- Sizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesDocumento5 páginasSizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesJavierAinda não há avaliações
- Fpso - LNG ProcessDocumento15 páginasFpso - LNG ProcessYeshWaNth100% (1)
- AGW TrainingDocumento23 páginasAGW TraininglimasmildredAinda não há avaliações
- Reactor Kinetics of Urea FormationDocumento21 páginasReactor Kinetics of Urea Formationtitas5123100% (1)
- Bio PresentationDocumento2 páginasBio Presentationchrisshit100% (1)