Você também pode gostar
- Análise de modos de falha e efeitos potenciais (FMEADocumento17 páginasAnálise de modos de falha e efeitos potenciais (FMEARaphael LimaAinda não há avaliações
- Formato para Mapeamento de Processos - CorrigidoDocumento11 páginasFormato para Mapeamento de Processos - CorrigidoDenise Oliveira100% (1)
- Planejamento Paradas ManutençãoDocumento197 páginasPlanejamento Paradas Manutençãowlton VgaAinda não há avaliações
- FMEA para Plano de Manutenção PreventivaDocumento14 páginasFMEA para Plano de Manutenção PreventivaAlexandre SilvaAinda não há avaliações
- Planilha de Cálculo de Custo de UsinagemDocumento9 páginasPlanilha de Cálculo de Custo de UsinagemJonasAinda não há avaliações
- Ebook - Manual Prático de 5SDocumento23 páginasEbook - Manual Prático de 5SricardohhAinda não há avaliações
- Como se tornar peritoDocumento19 páginasComo se tornar peritoRenata Verissimo Cardoso LimaAinda não há avaliações
- Cronograma de Projetos Redução de Retrabalho Por HarmônicaDocumento12 páginasCronograma de Projetos Redução de Retrabalho Por HarmônicaBruno Ricardo RodriguesAinda não há avaliações
- Planilha FMEA - ENGETELESDocumento20 páginasPlanilha FMEA - ENGETELESTulismar Lacerda100% (1)
- !!!gestão Projeto Melhoria de ProcessosDocumento261 páginas!!!gestão Projeto Melhoria de ProcessosDavila LeandroAinda não há avaliações
- FMEA para Manutenção PlanejadaDocumento10 páginasFMEA para Manutenção PlanejadaHelder CarvalhoAinda não há avaliações
- Planilha de Manutencao Preventiva 4.0 DemoDocumento365 páginasPlanilha de Manutencao Preventiva 4.0 DemoRodrigo TrindadeAinda não há avaliações
- 3 pontos chave do PCMDocumento6 páginas3 pontos chave do PCMReinaldoPimentelAinda não há avaliações
- Diálogo Diário SegurançaDocumento47 páginasDiálogo Diário Segurançavinicyusigoa3654100% (3)
- Supervisor de ManutençãoDocumento6 páginasSupervisor de ManutençãoSilvio CantieriAinda não há avaliações
- Gestão de ContratosDocumento20 páginasGestão de ContratosleonardoAinda não há avaliações
- Gestão de qualidade para reforma de forno elétricoDocumento21 páginasGestão de qualidade para reforma de forno elétricoDalila OliveiraAinda não há avaliações
- Fator de Produtividade - EnGETELESDocumento12 páginasFator de Produtividade - EnGETELESMarcelo Issler Ferreira SousaAinda não há avaliações
- Diagrama de Ishikawa 3.0Documento62 páginasDiagrama de Ishikawa 3.0Henrique AquinoAinda não há avaliações
- Segurança em EscavaçõesDocumento29 páginasSegurança em EscavaçõesFABIANA OLIVEIRAAinda não há avaliações
- Indicadores de Confiabilidade e ManutençãoDocumento45 páginasIndicadores de Confiabilidade e ManutençãoFabio FulgoniAinda não há avaliações
- Custo Hora MaquinaDocumento2 páginasCusto Hora MaquinaFabio BobbioAinda não há avaliações
- Planilha Planejador Projetos GanttDocumento1 páginaPlanilha Planejador Projetos GanttConta De gamesAinda não há avaliações
- Algoritmo para determinar a criticidade de equipamentosDocumento1 páginaAlgoritmo para determinar a criticidade de equipamentosCarlos NunesAinda não há avaliações
- Check list de equipamentos industriaisDocumento44 páginasCheck list de equipamentos industriaisTSL SSMTAinda não há avaliações
- Planilla para Cálculo de OEE (Hugo)Documento24 páginasPlanilla para Cálculo de OEE (Hugo)nelsonhugoAinda não há avaliações
- Sistemas de propulsão navalDocumento104 páginasSistemas de propulsão navalFelipe Miranda Nassar100% (5)
- Calibra o de CalibradoresDocumento3 páginasCalibra o de CalibradoresHelmut Ricardo SommerfeldtAinda não há avaliações
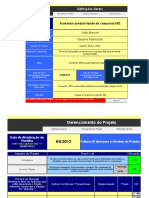
- Planilha de Gerenciamento de Projetos 4.0 - DEMODocumento345 páginasPlanilha de Gerenciamento de Projetos 4.0 - DEMOJúnior FerreiraAinda não há avaliações
- Certificado de Calibração - TermoparDocumento6 páginasCertificado de Calibração - TermoparProf. Bryan CupelloAinda não há avaliações
- Planilha - Orçamento FamiliarDocumento57 páginasPlanilha - Orçamento FamiliarjairoarchanjoAinda não há avaliações
- Indicadores de Desempenho Na Manutencao de Equipamentos SENALIMP 15092016Documento35 páginasIndicadores de Desempenho Na Manutencao de Equipamentos SENALIMP 15092016Jânio PabloAinda não há avaliações
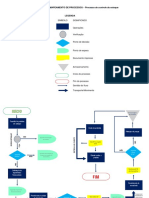
- Fluxograma de Mapeamento de ProcessosDocumento2 páginasFluxograma de Mapeamento de Processosjaqueline m GomesAinda não há avaliações
- Horário da equipe de junho 2015Documento3 páginasHorário da equipe de junho 2015Ernon FilipeAinda não há avaliações
- Plano manutenção preventiva perfuratrizDocumento10 páginasPlano manutenção preventiva perfuratrizGuilherme LeoAinda não há avaliações
- Folha de Croqui - QuadriculadoDocumento2 páginasFolha de Croqui - QuadriculadoMarcus DieckmannAinda não há avaliações
- Cronograma Engenheiro AvidosDocumento185 páginasCronograma Engenheiro AvidosBruno Fernandes Matos Santos SantosAinda não há avaliações
- Problemas e solicitações de ISOsDocumento80 páginasProblemas e solicitações de ISOsroliveiraquimAinda não há avaliações
- Planilha para Cálculo de Confiabilidade - ENGETELESDocumento11 páginasPlanilha para Cálculo de Confiabilidade - ENGETELESMarcelo Issler Ferreira SousaAinda não há avaliações
- Calibração paquímetro 40mmDocumento4 páginasCalibração paquímetro 40mmDayane Rodrigues VilelaAinda não há avaliações
- Escala Revezamento de Turno Anual - 2022Documento20 páginasEscala Revezamento de Turno Anual - 2022Marcus Fillipe Neves de Andrade SantosAinda não há avaliações
- Curva ABC - EngetelesDocumento63 páginasCurva ABC - EngetelesRodrigo AlbertiniAinda não há avaliações
- Soluções SEBRAETECDocumento231 páginasSoluções SEBRAETECCaio DantasAinda não há avaliações
- Sistema de abastecimento de água do Condomínio Cidade dos PássarosDocumento14 páginasSistema de abastecimento de água do Condomínio Cidade dos PássarosReginaldo AmaroAinda não há avaliações
- Gestão da manutenção industrial: 10 características comuns em empresas sem planejamentoDocumento26 páginasGestão da manutenção industrial: 10 características comuns em empresas sem planejamentoBruna VerissimoAinda não há avaliações
- Plano de Ação Planilha 5W2H Adaptada Por Marcos PozzatoSegurança Do TrabalhoDocumento11 páginasPlano de Ação Planilha 5W2H Adaptada Por Marcos PozzatoSegurança Do TrabalhoMarcos Alfena PozzatoAinda não há avaliações
- Gerenciamento de Ativos No Setor LogistiDocumento10 páginasGerenciamento de Ativos No Setor LogistiCharles engenheiroAinda não há avaliações
- Protecção Das Instalações EléctricasDocumento22 páginasProtecção Das Instalações EléctricasFrancisco SantosAinda não há avaliações
- 1531178839planilha Diagrama de Pareto ENGETELESDocumento9 páginas1531178839planilha Diagrama de Pareto ENGETELESJuan RamondAinda não há avaliações
- Sistemas de manutenção planejada e preditivaDocumento41 páginasSistemas de manutenção planejada e preditivaSimone OliveiraAinda não há avaliações
- Curso FMEA Análise Modo Efeito FalhasDocumento2 páginasCurso FMEA Análise Modo Efeito FalhasLuiz Fernando Gomes da Silva100% (1)
- Rca2e 3400Documento34 páginasRca2e 3400diegods87100% (1)
- OEE Calculator Model B PTDocumento7 páginasOEE Calculator Model B PTJosé Pedro Rodrigues SilvaAinda não há avaliações
- Cálculos de Custos UsinagemDocumento5 páginasCálculos de Custos UsinagemguilhermeAinda não há avaliações
- Construção Cense ToledoDocumento79 páginasConstrução Cense ToledoConcresolus Controle TecnologicoAinda não há avaliações
- Controle de Relatórios e PedidosDocumento5.311 páginasControle de Relatórios e PedidosronaldononoAinda não há avaliações
- Composição de preços unitários para serviços de limpezaDocumento9 páginasComposição de preços unitários para serviços de limpezaPrince CarlosAinda não há avaliações
- Programação de manutenções preventivas de veículoDocumento4 páginasProgramação de manutenções preventivas de veículoThácioAinda não há avaliações
- Fluxograma ATDocumento9 páginasFluxograma ATMarcela VarjãoAinda não há avaliações
- Projeto 002Documento10 páginasProjeto 002Marcos Alves RochaAinda não há avaliações
- PPRA identifica riscos ambientais em empresa portuáriaDocumento4 páginasPPRA identifica riscos ambientais em empresa portuáriaValdinei Alves EggerAinda não há avaliações
- Estrutura Dos Requisitos-ISO 9k 14k 45kDocumento2 páginasEstrutura Dos Requisitos-ISO 9k 14k 45kPatricia MoreiraAinda não há avaliações
- Gestão de obras e planejamentoDocumento49 páginasGestão de obras e planejamentoJeiser BandeiraAinda não há avaliações
- Avaliação de desempenho completaDocumento62 páginasAvaliação de desempenho completaMykaella NathaliaAinda não há avaliações
- Planejamento - SSTDocumento1 páginaPlanejamento - SSTDiego Thomaz RampimAinda não há avaliações
- Cálculo do homem-hora para operários da construção civil considerando custosDocumento13 páginasCálculo do homem-hora para operários da construção civil considerando custosAluizio Antonio da SilvaAinda não há avaliações
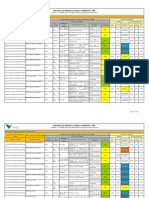
- Resumo de compras com indicadoresDocumento1 páginaResumo de compras com indicadoresWeslei SodreAinda não há avaliações
- Construção civil - materiais e cálculosDocumento233 páginasConstrução civil - materiais e cálculosMax André Pereira100% (3)
- Requisitos para serviços de pintura anticorrosivaDocumento28 páginasRequisitos para serviços de pintura anticorrosivaGraciele SoaresAinda não há avaliações
- MC-Traffic Basecoat 220Documento2 páginasMC-Traffic Basecoat 220wilian liAinda não há avaliações
- Planilha de Levantamento QuantitativoDocumento29 páginasPlanilha de Levantamento QuantitativoGisele Cristina RodriguesAinda não há avaliações
- Shot Penninng Tratamento...Documento3 páginasShot Penninng Tratamento...Carlos Augusto LancellottiAinda não há avaliações
- Ondas OkDocumento36 páginasOndas OkAdriano MedeirosAinda não há avaliações
- Curso de Eletrotécnica - Desenho TécnicoDocumento23 páginasCurso de Eletrotécnica - Desenho TécnicoMaycoln OliveiraAinda não há avaliações
- JCL If and ElseDocumento25 páginasJCL If and ElseVictor HugoAinda não há avaliações
- Peças e componentes para caminhões, carretas e 3o eixoDocumento18 páginasPeças e componentes para caminhões, carretas e 3o eixoluizAinda não há avaliações
- 7 dicas projetar depósito equipamentosDocumento8 páginas7 dicas projetar depósito equipamentosKarol Wojtyla Lemos SousaAinda não há avaliações
- Estruturas gritam alerta sobre efeito RüschDocumento2 páginasEstruturas gritam alerta sobre efeito RüschManoel XavierAinda não há avaliações
- 8 - Metodologia Do Trabalho Científico e Orientação de TCC - Agenda Verde X Agenda MarromDocumento230 páginas8 - Metodologia Do Trabalho Científico e Orientação de TCC - Agenda Verde X Agenda MarromHudson SF100% (1)
- Desbloqueio Xbox360slim Drive 0225Documento3 páginasDesbloqueio Xbox360slim Drive 0225admilson eliasAinda não há avaliações
- Fadiga Fenomeno 05-03-2015Documento109 páginasFadiga Fenomeno 05-03-2015IzabelaBatistaAinda não há avaliações
- Geomorfologia Do Estado de Santa Catarina: Históricos de Desastres NaturaisDocumento30 páginasGeomorfologia Do Estado de Santa Catarina: Históricos de Desastres NaturaisRoberta S.Ainda não há avaliações
- Estudo de Perfis de Torres em Túnel de VentoDocumento152 páginasEstudo de Perfis de Torres em Túnel de VentoLucas de MedeirosAinda não há avaliações
- Manutenção de equipamento de ar condicionadoDocumento1 páginaManutenção de equipamento de ar condicionadoAnonymous FZs3yBHh7Ainda não há avaliações
- Exp 8-Circuitos RLC Com Corrente Alternada Ressonancia e Filtros Passa-Banda e Rejeita-BandaDocumento20 páginasExp 8-Circuitos RLC Com Corrente Alternada Ressonancia e Filtros Passa-Banda e Rejeita-BandaZalAinda não há avaliações
- DAF XF105 FTT especificaçõesDocumento2 páginasDAF XF105 FTT especificaçõesCauehRebello100% (1)
- Aula Câmara de Separação GravitacionalDocumento18 páginasAula Câmara de Separação GravitacionaljessicahhhAinda não há avaliações
- Manual de postes de eucalipto preservadosDocumento29 páginasManual de postes de eucalipto preservadosRogério FiscinaAinda não há avaliações
- 7 - Parametros de Linhas - Resistencia - Feixes de Condutores - Trifasicos em ParaleloDocumento31 páginas7 - Parametros de Linhas - Resistencia - Feixes de Condutores - Trifasicos em ParaleloHelder CruzAinda não há avaliações
- Aula 06 Tenso Admissvel ProjetoDocumento19 páginasAula 06 Tenso Admissvel ProjetoLucas FerreiraAinda não há avaliações
- Resistência compressão concretos PET agregadosDocumento15 páginasResistência compressão concretos PET agregadosAna CruzAinda não há avaliações
- Atuador Realtek LinearDocumento36 páginasAtuador Realtek LinearJúnior PradoAinda não há avaliações
- Exerc 02 - Obras de TerraDocumento3 páginasExerc 02 - Obras de TerraDaiany OliveiraAinda não há avaliações