Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Naderi Malek-ThesisDocumento190 páginasNaderi Malek-ThesisFernando BarreraAinda não há avaliações
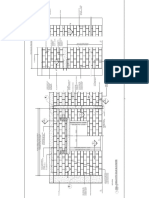
- Ar Ged 04 001 01Documento1 páginaAr Ged 04 001 01Bahaa MohamedAinda não há avaliações
- Texcan - Teck CatalogueDocumento40 páginasTexcan - Teck CatalogueTeófilo Marcelo Quiñones JaraAinda não há avaliações
- Precipitation of Magnesium Hydroxide From Brine PDFDocumento7 páginasPrecipitation of Magnesium Hydroxide From Brine PDFHandoko AhmadAinda não há avaliações
- Damp Proofing Vs Waterproofing: Problems Due To Leakage of WaterDocumento28 páginasDamp Proofing Vs Waterproofing: Problems Due To Leakage of WaterM Shahid100% (1)
- Effect of Metal Oxides As AcivatorDocumento13 páginasEffect of Metal Oxides As AcivatorAkash YadavAinda não há avaliações
- Dore Bar AnalysisDocumento27 páginasDore Bar AnalysisOlivia JacksonAinda não há avaliações
- CCI Industrial CatalogDocumento168 páginasCCI Industrial Catalogfelix_montenegroAinda não há avaliações
- MF Product CatalogueDocumento16 páginasMF Product CatalogueFrancois-Ainda não há avaliações
- Lab Ex 6 FinalDocumento6 páginasLab Ex 6 FinalPytharix CaineAinda não há avaliações
- Whitmore Paragon-Syn-Blend Gear Oil - TDSDocumento1 páginaWhitmore Paragon-Syn-Blend Gear Oil - TDSDon HowardAinda não há avaliações
- 2012 Leatherman Military CatalogDocumento28 páginas2012 Leatherman Military CatalogMario LopezAinda não há avaliações
- PPG Aerospace Ca70451Documento2 páginasPPG Aerospace Ca70451aldiAinda não há avaliações
- Raposa Gueicha-1Documento13 páginasRaposa Gueicha-1Andressa Lobeiro100% (2)
- Binders in Tablet ManufacturingDocumento4 páginasBinders in Tablet Manufacturingmicrobiologist125Ainda não há avaliações
- AbamDocumento4 páginasAbamKAIAinda não há avaliações
- Interview QuestionsDocumento2 páginasInterview QuestionsStarla HillAinda não há avaliações
- Cutting Department Work FlowDocumento3 páginasCutting Department Work FlowMandal SouvikAinda não há avaliações
- HARLAND Desiccant Dryers - Jan 2020Documento21 páginasHARLAND Desiccant Dryers - Jan 2020bagusAinda não há avaliações
- 22A Wright RD Builder's ReportDocumento13 páginas22A Wright RD Builder's ReportAriel LevinAinda não há avaliações
- BTR Company Profile 2019Documento19 páginasBTR Company Profile 2019zahidhssn1Ainda não há avaliações
- DWR Piping Indosol1Documento84 páginasDWR Piping Indosol1mizwarAinda não há avaliações
- Design of RCC PierDocumento10 páginasDesign of RCC Piervijayunity40% (5)
- CH 15Documento55 páginasCH 15Yota KimireAinda não há avaliações
- Lorex Tape Stretching LinesDocumento2 páginasLorex Tape Stretching LinesAriful IslamAinda não há avaliações
- CES Selector Wrought Precipitation Hardened Stainless Steel: GeneralDocumento1 páginaCES Selector Wrought Precipitation Hardened Stainless Steel: GeneralCristhianGeovannyAinda não há avaliações
- Composites and Non MetallicsDocumento112 páginasComposites and Non MetallicssreeramAinda não há avaliações
- Aisi 2012Documento33 páginasAisi 2012suronocaturatmojoAinda não há avaliações
- Delhi Public School, Kalyanpur: Basic Concepts of Chemistry Chemistry Worksheet 01Documento3 páginasDelhi Public School, Kalyanpur: Basic Concepts of Chemistry Chemistry Worksheet 01AshishAinda não há avaliações
- Technical Specification - JH ExoTec Facade PanelDocumento20 páginasTechnical Specification - JH ExoTec Facade PanelSudhakar KrishnamurthyAinda não há avaliações